The Baker Valve Gear for Steam Locomotives
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Engine Components and Filters: Damage Profiles, Probable Causes and Prevention
ENGINE COMPONENTS AND FILTERS: DAMAGE PROFILES, PROBABLE CAUSES AND PREVENTION Technical Information AFTERMARKET Contents 1 Introduction 5 2 General topics 6 2.1 Engine wear caused by contamination 6 2.2 Fuel flooding 8 2.3 Hydraulic lock 10 2.4 Increased oil consumption 12 3 Top of the piston and piston ring belt 14 3.1 Hole burned through the top of the piston in gasoline and diesel engines 14 3.2 Melting at the top of the piston and the top land of a gasoline engine 16 3.3 Melting at the top of the piston and the top land of a diesel engine 18 3.4 Broken piston ring lands 20 3.5 Valve impacts at the top of the piston and piston hammering at the cylinder head 22 3.6 Cracks in the top of the piston 24 4 Piston skirt 26 4.1 Piston seizure on the thrust and opposite side (piston skirt area only) 26 4.2 Piston seizure on one side of the piston skirt 27 4.3 Diagonal piston seizure next to the pin bore 28 4.4 Asymmetrical wear pattern on the piston skirt 30 4.5 Piston seizure in the lower piston skirt area only 31 4.6 Heavy wear at the piston skirt with a rough, matte surface 32 4.7 Wear marks on one side of the piston skirt 33 5 Support – piston pin bushing 34 5.1 Seizure in the pin bore 34 5.2 Cratered piston wall in the pin boss area 35 6 Piston rings 36 6.1 Piston rings with burn marks and seizure marks on the 36 piston skirt 6.2 Damage to the ring belt due to fractured piston rings 37 6.3 Heavy wear of the piston ring grooves and piston rings 38 6.4 Heavy radial wear of the piston rings 39 7 Cylinder liners 40 7.1 Pitting on the outer -

Walschaerts Valve-Gear 2 Return Cranks with Steel Screws & Nuts
This pack contains the following parts: - Walschaerts Valve-Gear 2 Return Cranks with steel screws & nuts. 2 Expansion links with bushes & This kit contains parts to construct 2BA nuts. a set of Walschaerts type valve- 2 Lifting arms with grub screws & Allen key. gear as used on ROUNDHOUSE 2 Lifting links. locomotives. It is of a simplified 4 M2 steel screws & nuts. design, which does not use a 6 5BA steel washers. combination lever and is intended 2 Radius rods. for use with the ROUNDHOUSE 2 Weigh shaft brackets 1 Weigh shaft. Cylinder set. 2 Starlock washers 2 Roll pins. NOTE:- Frames, Cylinders, 6 Short crank pins. Coupling Rods, Connecting Rods, 2 Plain crank pins Axles and Outside Cranks are not included with this set of parts. 1 Push Rod Connector, Screw & Starlock. 1 Stainless Steel spring & Long Crank Pin. 1 Reversing lever handle. 1 Reversing lever base. 3 M2 screws and nuts. 2 M3 mounting screws. 1 Steel push rod & quicklink connector. Roundhouse Engineering Co. Ltd 2 Eccentric rods. Units 6 to 9, Churchill Business Park, Churchill Road, Wheatley, Doncaster. DN1 2TF. England. Tel 01302 328035 Fax 01302 761312 Email: [email protected] www.roundhouse-eng.com 1 Walschaerts Valve-Gear Part Number WVG Assembly of Walschaerts type valve-gear 1). Radius Rod. 2). Lifting Link. 3). Lifting Arm. Diagram4). Expansion showing Linkgeneral Bush. arrangement 5). Weigh of Walschaerts Shaft Bracket valve (Penguin). gear. NOTE:- Frames, Coupling rods, connecting rods and outside cranks are not included6). Weigh with this Shaft. set of 7). parts. Starlock Washer. 8). 2BA Nut. -

Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods
materials Review Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods Justyna Skowro ´nska* , Andrzej Kosucki and Łukasz Stawi ´nski Institute of Machine Tools and Production Engineering, Lodz University of Technology, ul. Stefanowskiego 1/15, 90-924 Lodz, Poland; [email protected] (A.K.); [email protected] (Ł.S.) * Correspondence: [email protected] Abstract: The article is an overview of various materials used in power hydraulics for basic hydraulic actuators components such as cylinders, cylinder caps, pistons, piston rods, glands, and sealing systems. The aim of this review is to systematize the state of the art in the field of materials and surface modification methods used in the production of actuators. The paper discusses the requirements for the elements of actuators and analyzes the existing literature in terms of appearing failures and damages. The most frequently applied materials used in power hydraulics are described, and various surface modifications of the discussed elements, which are aimed at improving the operating parameters of actuators, are presented. The most frequently used materials for actuators elements are iron alloys. However, due to rising ecological requirements, there is a tendency to looking for modern replacements to obtain the same or even better mechanical or tribological parameters. Sealing systems are manufactured mainly from thermoplastic or elastomeric polymers, which are characterized by Citation: Skowro´nska,J.; Kosucki, low friction and ensure the best possible interaction of seals with the cooperating element. In the A.; Stawi´nski,Ł. Overview of field of surface modification, among others, the issue of chromium plating of piston rods has been Materials Used for the Basic Elements discussed, which, due, to the toxicity of hexavalent chromium, should be replaced by other methods of Hydraulic Actuators and Sealing of improving surface properties. -

Swampʼs Diesel Performance Tips to Help Remove and Install Power
Injectors-Chips-Clutches-Transmissions-Turbos-Engines-Fuel Systems Swampʼs Diesel Performance Competition Parts For Your Diesel 304-A Sand Hill Rd. La Vergne, TN 37086 Tel 615-793-5573 or (866) 595-8724/ Fax 615-793-5572 Email: [email protected] Tips to help remove and install Power Stroke injectors. Removal: After removing the valve covers and the valve cover gaskets, but before removing any injectors, drain the oil rails by removing the drain plugs inside the valve cover. On 94-97 trucks theyʼre just under where the electrical connectors are on the gasket. These plugs are very tight; give them a sharp blow with a hammer and punch to help break them loose, then use a 1/8" Allen wrench. The oil will drain out into the valve train area and from there into the crankcase. Donʼt drop the plugs down the push rod holes! Also remove one of the plugs on top of each oil rail, (beside where the lines from the High Pressure Oil Pump enter) for a vent to allow air to enter so the oil can drain. The plugs are 5/8”. Inspect the plug O-rings and replace if necessary. If the plugs under the covers leak, it will cause a substantial loss of performance. When removing the injectors, oil and fuel from the passages in the cylinder head drains down through the injector bore into the cylinders. If not removed, this can hydro-lock the engine when cranking. There is a ~40cc dish in the center of each piston. Fluid accumulates in it, as well as in the corner on the outside of the piston between the piston top and the cylinder wall, due to the 45* slope of the cylinder bank. -

Development of Predictive Gasoline Direct Fuel Injector Model for Improved
Development of Predictive Gasoline Direct Fuel Injector Model for Improved In-cylinder Combustion Characterization Thesis Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in the Graduate School of The Ohio State University By Mohit Atul Mandokhot Graduate Program in Mechanical Engineering The Ohio State University 2018 Thesis Committee Prof. Shawn Midlam-Mohler, Advisor Prof. Giorgio Rizzoni 1 Copyrighted by Mohit Atul Mandokhot 2018 2 Abstract Gasoline direct fuel injection systems have gained importance due to the increasing level of emissions regulation on SI combustion systems. Direct fuel injection delivery to cylinder provides better atomization and fuel mixing performance, enabling homogenous mixture and better in-cylinder combustion. Increasing focus over the last few decades has been on better characterization of such gasoline direct fuel injection systems. Solenoid powered injectors act as actuators and enable accurate fuel delivery into the cylinder for a combustion event. Characterization of injector’s fuel delivery performance is an important aspect of achieving improved in-cylinder combustion performance. The objective of the current thesis is to develop a numerical physics based fuel injector model that provides a reliable prediction of flow rate and needle lift, in order to be used to improve in-cylinder combustion performance using 3D CFD model methodology. The developed model provides a reliable estimate of flow rate of developed injector, which is experimentally verified against instantaneous flow rate data provided by typical suppliers. In cases where inadequate prediction performance was noted, the errors arise out of lack of high fidelity electromagnetic modeling data, damping characteristics inside model and lack of geometry data to capture performance of highest accuracy. -
Lima 2-8-0 “Consolidation”, Developed for TS2013, by Smokebox
Union Pacific 4000 Class 4884-1 "Big Boy" circa 1948-49 Developed by Smokebox TM for Dovetail Games' Train Simulator © Smokebox 2021, all rights reserved Issue 1 Union Pacific 4000 Class 4884-1 "Big Boy" Steam Locomotive Page 2 Contents Introduction ....................................................................................................................................................... 7 32- and 64-bit TS ................................................................................................................................................ 7 Expert or Simple Controls mode, HUD and Automatic Fireman ....................................................................... 7 "All-in-one" .................................................................................................................................................... 7 Standard TS Automatic Fireman .................................................................................................................... 8 F4 HUD ........................................................................................................................................................... 8 High Detail (HD) and Standard Detail (SD) ........................................................................................................ 8 Recommended Settings ..................................................................................................................................... 9 Cab Layout ...................................................................................................................................................... -

Lean's Engine Reporter and the Development of The
Trans. Newcomen Soc., 77 (2007), 167–189 View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Research Papers in Economics Lean’s Engine Reporter and the Development of the Cornish Engine: A Reappraisal by Alessandro NUVOLARI and Bart VERSPAGEN THE ORIGINS OF LEAN’S ENGINE REPORTER A Boulton and Watt engine was first installed in Cornwall in 1776 and, from that year, Cornwall progressively became one of the British counties making the most intensive use of steam power.1 In Cornwall, steam engines were mostly employed for draining water from copper and tin mines (smaller engines, called ‘whim engines’ were also employed to draw ore to the surface). In comparison with other counties, Cornwall was characterized by a relative high price for coal which was imported from Wales by sea.2 It is not surprising then that, due to their superior fuel efficiency, Watt engines were immediately regarded as a particularly attractive proposition by Cornish mining entrepreneurs (commonly termed ‘adventurers’ in the local parlance).3 Under a typical agreement between Boulton and Watt and the Cornish mining entre- preneurs, the two partners would provide the drawings and supervise the works of erection of the engine; they would also supply some particularly important components of the engine (such as some of the valves). These expenditures would have been charged to the mine adventurers at cost (i.e. not including any profit for Boulton and Watt). In addition, the mine adventurer had to buy the other components of the engine not directly supplied by the Published by & (c) The Newcomen Society two partners and to build the engine house. -
Engine Base Timing
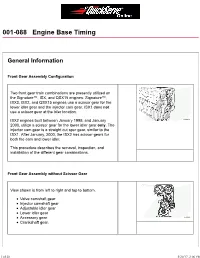
Front Gear Assembly Configuration Two front gear train combinations are presently utilized on the Signature™, ISX, and QSX15 engines. Signature™, ISX3, ISX2, and QSX15 engines use a scissor gear for the lower idler gear and the injector cam gear. ISX1 does not use a scissor gear at the idler location. ISX2 engines built between January 1999, and January 2000, utilize a scissor gear for the lower idler gear only. The injector cam gear is a straight cut spur gear, similar to the ISX1. After January, 2000, the ISX2 has scissor gears for both the cam and lower idler. This procedure describes the removal, inspection, and installation of the different gear combinations. Front Gear Assembly without Scissor Gear View shown is from left to right and top to bottom. Valve camshaft gear Injector camshaft gear Adjustable idler gear Lower idler gear Accessory gear Crankshaft gear. 1 of 28 5/20/17, 2:06 PM Front Gear Assembly with Scissor Gear View shown is from left to right and top to bottom. Valve camshaft gear Injector camshaft scissor gear Adjustable idler gear Lower idler scissor gear Accessory gear Crankshaft gear. Scissor Gear Definitions Do not attempt to remove any gears before reading scissor gear definitions. Serious personal injury or engine damage can result if instructions are not followed. The following terms describe the conditions of the scissor gears for removal, installation, and operation. Unloaded The gear will be unloaded when removing, installing, and setting gear backlash. Unload the gear by backing out two gear adjusting screws until the gear teeth align. The idler scissor gear is loaded when the gear backlash is set. -

Design and Stress Analysis of Crankshaft for Single Cylinder 4 Stroke Diesel Engine
Published by : International Journal of Engineering Research & Technology (IJERT) http://www.ijert.org ISSN: 2278-0181 Vol. 7 Issue 11, November-2018 Design and Stress Analysis of Crankshaft for Single Cylinder 4 Stroke Diesel Engine K. Durga Prasad1 K. V. J. P. Narayana2 N. Kiranmayee3 Dept of Mechanical Engineering, Dept of Mechanical Engineering, Dept of Mechanical Engineering, V.K.R, V.N.B & A.G.K College of V.K.R, V.N.B & A.G.K College of V.K.R, V.N.B & A.G.K College of Engineering, AP, India. Engineering, AP, India Engineering, AP, India Abstract-In this paper a static simulation is conducted on a Forging demands for several dies to achieve the crankshaft from a single cylinder 4- stroke diesel engine. A final component and casting requires non-permanent, three dimension model of diesel engine crankshaft is created usually sand, molds. These two processes also need various using CATIA V5 software. Finite element analysis (FEA) is finishing operations, such as grinding and balancing. As for performed to obtain the variation of stress magnitude at the machining process, it is only viable for unitary or low critical locations of crankshaft in. The static analysis is done using FEA Software HYPERMESH which resulted in the load production, as the material waste and machining time is spectrum applied to crank pin bearing. This load is applied to enormous, despite not requiring much in the way of the FEA model in HYPERMESH, and boundary conditions balancing. The prototype tool developed in this paper, are applied according to the engine mounting conditions allows to overcome the shortcomings associated with the conventional processes, as the pre-form used is a round bar, I. -

O-Steam-Price-List-Mar2017.Pdf
Part # Description Package Price ======== ================================================== ========= ========== O SCALE STEAM CATALOG PARTS LIST 2 Springs, driver leaf........................ Pkg. 2 $6.25 3 Floor, cab and wood grained deck............. Ea. $14.50 4 Beam, end, front pilot w/coupler pocket...... Ea. $8.00 5 Beam, end, rear pilot w/carry iron.......... Ea. $8.00 6 Bearings, valve rocker....................... Pkg.2 $6.50 8 Coupler pockets, 3-level, for link & pin..... Pkg. 2 $5.75 9 Backhead w/fire door base.................... Ea. $9.00 10 Fire door, working........................... Ea. $7.75 11 Journal, 3/32" bore.......................... Pkg. 4. $5.75 12 Coupler pockets, small, S.F. Street Railway.. Pkg.2 $5.25 13 Brakes, engine............................... Pkg.2 $7.00 14 Smokebox, 22"OD, w/working door.............. Ea. $13.00 15 Drawbar, rear link & pin..................... Ea. $5.00 16 Handles, firedoor............................ Pkg.2. $5.00 17 Shelf, oil can, backhead..................... Ea. $5.75 18 Gauge, backhead, steam pressure.............. Ea. $5.50 19 Lubricator, triple-feed, w/bracket, Seibert.. Ea. $7.50 20 Tri-cock drain w/3 valves, backhead.......... Ea. $5.75 21 Tri-cock valves, backhead, (pl. 48461)....... Pkg. 3 $5.50 23 Throttle, nonworking......................... Ea. $6.75 23.1 Throttle, non working, plastic............... Ea. $5.50 24 Pop-off, pressure, spring & arm.............. Ea. $6.00 25 Levers, reverse/brake, working............... Kit. $7.50 26 Tri-cock drain, less valves.................. Ea. $5.75 27 Seat boxes w/backs........................... Pkg.2 $7.50 28 Injector w/piping, Penberthy,................ Pkg.2 $6.75 29 Oiler, small hand, N/S....................... Pkg.2 $6.00 32 Retainers, journal........................... Pkg. -

Spare Parts Catalog in PDF Format
- The Baker Talt,e $ear I K Locomotive Talye $ears foIanufactured by THE PILLIOD COMPANY 3o Church St., New York Railway Exchange, Chicago ORKS: SWANTON, OHIO - - THE BAKER LOCOMOTIVE VALVE GEAR HE LocoMorrvE Valvr GneR, governing as it does the distribution of steam to the cylinders, performs one of the most important functions of the loco- motive machinery. It should be well designed, manufactured with mechanical precision, and, last but not least it nrust be maintain.ed in every day service. Mainte- nance, as we understand it, means first, proper and ample lubrication, inspection and adjustment and lastly, replace- ment of worn parts. Considering that a force of some five thousand pounds is put in operation to move a locomotive valve and that this force momentum changes its direction twice with each reyo- lution of the drivers, it must be evident even to those not experienced in locomotive operation that a wearing process is taking place in the yalve gear parts. When this wear develops into lost motion between parts, the efficiency of the valve gear is impaired and the locomotive loses its tractive power, consumes more coal and water, and eventually fails because of broken parts, resulting in train delays and other expensiye operating difficulties. THr Bercn Ver.vr Gran has been designed through many years of experience, first, to give efficient seryice and second, to provide easy and inexpensive maintenance; it is manufac- tured as nearly perfect as any machinery can be. Our manu- facturing plant located on the New York Central Lines at Swanton, Ohio, just west of Toledo, is engaged exclusively in building locomotive valve gears and parts and is the only plant in this country, perhaps in the world, devoted to this one line. -

Hielan Lassie’ Built by Ken Neilsen Nearly Fifty Years Ago
Newsletter of THE PALMERSTON NORTH MODEL ENGINEERING CLUB INC Managers of the “MARRINER RESERVE RAILWAY” Please address all correspondence to :- 22b Haydon St, Palmerston North. PRESIDENT SECRETARY TRACK CONVENOR EDITOR Chris Rogers Murray Bold Richard Lockett Doug Chambers May 2005 (06) 356-1759 (06) 355-7000 (06) 323-0948 (06) 354-9379 No 301 PNMEC Home Page www.pnmec.org.nz Email:- [email protected] TRACK RUNNING T This is held on the FIRST and THIRD Sunday of each month, from 1 pm to 4 pm Summer and 1 pm to 3 pm during the Winter. All club members are welcome to attend and help out with loco coaling, watering and passenger marshalling - none of the tasks being at all onerous. H Visiting club members too, are always welcome at the track, at the monthly meeting, or if just visiting and wishing to make contact with members, please phone one of the above office bearers. E Sender:- PNMEC Place 22b Haydon St, stamp Palmerston North here G E N E This Months Featured Model R A T O ‘Hielan Lassie’ built by Ken Neilsen nearly fifty years ago. R - 2 - ANNUAL GENERAL MEETING SUBSCRIPTIONS REPORT. ARE NOW DUE There was a good attendance of members Subscriptions remain at $28.00 for members. braving a cold night. Reports from the Presi- Juniors and Country members $14.00. dent, Auditor, Track Convener and Boiler You can send your sub to: Committee were all read and confirmed. The Treasurer Election of Officers resulted in the follow- PNMEC ing ; C/o 22B Haydon Street, Palmerston North President Chris Rogers or hand it to Barry Parker at the next meeting.