Track Maintenance Part-Ii Chapter 1 Points & Crossings
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
2.2 Pointwork Configurations in the Following Paragraphs Some of the More Maintenance Is Straightforward
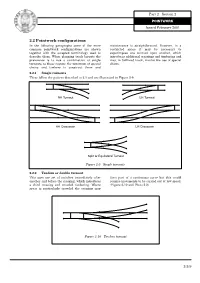
Part 2 Section 2 POINTWORK Issued February 2001 2.2 Pointwork configurations In the following paragraphs some of the more maintenance is straightforward. However, in a common pointwork configurations are shown restricted space it may be necessary to together with the accepted terminology used to superimpose one turnout upon another, which describe them. When planning track layouts the introduces additional crossings and timbering and preference is to use a combination of single may, in bullhead track, involve the use of special turnouts as these require the minimum of special chairs. chairs and timbers to construct them and 2.2.1 Single turnouts These follow the pattern described in 2.1 and are illustrated in Figure 2-9. RH Turnout LH Turnout RH Crossover LH Crossover Split or Equilateral Turnout Figure 2-9 Single turnouts 2.2.2 Tandem or double turnout This uses one set of switches immediately after form part of a continuous curve but this would another and before the crossing, which introduces require movements to be carried out at low speed. a third crossing and crowded timbering. Where (Figure 2-10 and Photo 2.2) space is particularly crowded the crossing may Figure 2-10 Tandem turnout 2-2-9 2.2.3 Three-throw turnout Photo 2.2 A double tandem turnout leading off from a double There is a nomenclature problem here slip at Stowmarket Goods Yard. as the 3-throw yields the same outcome (NRM Windwood Collection GE1005) as the double turnout. It uses a left hand and a right hand set of switches that are superimposed to divide three ways together in symmetrical form. -
Metro Rail Design Criteria Section 10 Operations
METRO RAIL DESIGN CRITERIA SECTION 10 OPERATIONS METRO RAIL DESIGN CRITERIA SECTION 10 / OPERATIONS TABLE OF CONTENTS 10.1 INTRODUCTION 1 10.2 DEFINITIONS 1 10.3 OPERATIONS AND MAINTENANCE PLAN 5 Metro Baseline 10- i Re-baseline: 06/15/10 METRO RAIL DESIGN CRITERIA SECTION 10 / OPERATIONS OPERATIONS 10.1 INTRODUCTION Transit Operations include such activities as scheduling, crew rostering, running and supervision of revenue trains and vehicles, fare collection, system security and system maintenance. This section describes the basic system wide operating and maintenance philosophies and methodologies set forth for the Metro Rail Projects, which shall be used by designer in preparation of an Operations and Maintenance Plan. An initial Operations and Maintenance Plan (OMP) is developed during the environmental phase and is based on ridership forecasts produced during this early planning phase of a project. From this initial Operations and Maintenance plan, headways are established that are to be evaluated by a rail operations simulation upon which design and operating headways can be established to confirm operational goals for light and heavy rail systems. The Operations and Maintenance Plan shall be developed in order to design effective, efficient and responsive transit system. The operations criteria and requirements established herein represent Metro’s Rail Operating Requirements / Criteria applicable to all rail projects and form the basis for the project-specific operational design decisions. They shall be utilized by designer during preparation of Operations and Maintenance Plan. Any proposed deviation to Design Criteria cited herein shall be approved by Metro, as represented by the Change Control Board, consisting of management responsible for project construction, engineering and management, as well as daily rail operations, planning, systems and vehicle maintenance with appropriate technical expertise and understanding. -

Section 1 (Parts 1 - 4) of This Specification Includes Rail Welding by Electric Flash-Butt Welding Method
SECTION 05091 RAIL WELDING NOTE: Section 1 (Parts 1 - 4) of this specification includes rail welding by Electric Flash-Butt Welding method. Section 2 (Parts 5 - 8) of this specification includes rail welding by the Thermite Rail Welding method. SECTION 1 - ELECTRIC FLASH-BUTT WELDING PART 1 - GENERAL 1.01 SECTION INCLUDES A. The work specified in this section shall include the fabrication of continuous welded rail (CWR) strings by electric flash-butt welding, including testing, inspection, and qualification of welding and welders. B. The work specified in this section shall also include movement of rail from the manufacturer to the Contractor’s welding plant, from the welding plant to the welded string storage location and from the storage location to the final placement in track location. 1.02 RELATED SECTIONS A. Section 05651- General Track Construction B. Section 05652 - Ballasted Track Construction C. Section 05653 - Direct Fixation Track Construction D. Section 05656 - Running Rail 1.03 REFERENCES A. American Railway Engineering and Maintenance-of-Way Association (AREMA) Manual for Railway Engineering, Vol. I, Chapter 4, Specification for Fabrication of Continuous Welded Rail (latest addition). B. ASTM E18 C . ASTM E709 (replaced E109) D . ASTM E94 (replaced E142) E. ASTM E164 F . ASTM E709 (duplicate) G. AWS D1.1 1X0000 (11/07) 05091 - 1 H. USNRC Rules and Regulations, Title 10, Atomic Energy, Part 20. I. ASNT SNT-TC-1A Recommended Guidelines for Qualification and Certification of Non- Destructive Testing Personnel. 1.04 SUBMITTALS A. The Contractor shall submit procedures and documentation in accordance with the Section 01300 and as follows. -

Northeast Corridor Chase, Maryland January 4, 1987
PB88-916301 NATIONAL TRANSPORT SAFETY BOARD WASHINGTON, D.C. 20594 RAILROAD ACCIDENT REPORT REAR-END COLLISION OF AMTRAK PASSENGER TRAIN 94, THE COLONIAL AND CONSOLIDATED RAIL CORPORATION FREIGHT TRAIN ENS-121, ON THE NORTHEAST CORRIDOR CHASE, MARYLAND JANUARY 4, 1987 NTSB/RAR-88/01 UNITED STATES GOVERNMENT TECHNICAL REPORT DOCUMENTATION PAGE 1. Report No. 2.Government Accession No. 3.Recipient's Catalog No. NTSB/RAR-88/01 . PB88-916301 Title and Subtitle Railroad Accident Report^ 5-Report Date Rear-end Collision of'*Amtrak Passenger Train 949 the January 25, 1988 Colonial and Consolidated Rail Corporation Freight -Performing Organization Train ENS-121, on the Northeast Corridor, Code Chase, Maryland, January 4, 1987 -Performing Organization 7. "Author(s) ~~ Report No. Performing Organization Name and Address 10.Work Unit No. National Transportation Safety Board Bureau of Accident Investigation .Contract or Grant No. Washington, D.C. 20594 k3-Type of Report and Period Covered 12.Sponsoring Agency Name and Address Iroad Accident Report lanuary 4, 1987 NATIONAL TRANSPORTATION SAFETY BOARD Washington, D. C. 20594 1*+.Sponsoring Agency Code 15-Supplementary Notes 16 Abstract About 1:16 p.m., eastern standard time, on January 4, 1987, northbound Conrail train ENS -121 departed Bay View yard at Baltimore, Mary1 and, on track 1. The train consisted of three diesel-electric freight locomotive units, all under power and manned by an engineer and a brakeman. Almost simultaneously, northbound Amtrak train 94 departed Pennsylvania Station in Baltimore. Train 94 consisted of two electric locomotive units, nine coaches, and three food service cars. In addition to an engineer, conductor, and three assistant conductors, there were seven Amtrak service employees and about 660 passengers on the train. -

Comparison of Ballasted and Slab Track Based on Lcc Analysis
FACULTY OF CIVIL AND ENVIRONMENTAL ENGINEERING MASTER IN TRANSPORT SYSTEMS ENGINEERING Thesis of Master Degree COMPARISON OF BALLASTED AND SLAB TRACK BASED ON LCC ANALYSIS Ender Gökhan Orel Matricola 1798002 Relatore Correlatore Prof. Paola Di Mascio Valentina Di Maria A.Y. 2019-2020 Canım Ailem, Bugüne kadar desteğinizi benden hiç esirgemediğiniz ve bana hep güvendiğiniz için size sonsuz teşekkür ederim. Attığım her adımda sizleri de düşündüğümü bilmenizi isterim. Acknowledgement I want to thank all the lovely people in my life that contributed to the completion of this thesis. First and foremost, I want to thank my parents, Önder Vahit Orel and Serpil Orel for all the sacrifices that they made while raising me. Thank you so much for always trusting and supporting me. I am really fortunate to have a friend like Okan Can Yalçındağ who encouraged me to pursue my study in Italy. I cannot thank you enough for always being there for me in this journey. I am also thankful to my friend of 20 years, Onur Gerçek. You came into my life at such a young age that I do not have many memories that do not include you in them. Further thanks go to İzzet Emirhan Aytekin and Şevket Oğuz Kağan Çapkın who started and ended this adventure with me. Together we've had great experiences and an unforgettable friendship. And thank you to my dear friend Şeyda İnan who corrected my typographical and grammatical mistakes. My sincere thanks for your time, your skill, and your care. Finally, I would like to express my gratitude to my tutor Professor Paola Di Mascio from Sapienza University of Rome, Fabio Buonomo and Valentina Di Maria from IRD Engineering. -

Electric Railway Engineering
UNIVERSITY OF ILLINOIS LIBRARY Volume Class Book i^LL fTir^fa '"-^alljf' Return this book on or before the Latest Date stamped below. A charge is made on all overdue ^°°^^S- U. of I. Library ^tMK xb iS'- ^^^, i€ i^l; .^!^ 1762S-S ELECTRK^ RAILA\ AY ENGINEERING ELECTEIC KAILWAY ENGINEERING BY C. FRANCIS HARDING, E. E. professor, electrical engineering; director, electrical laboratories, purdue universitt; associate American institute electrical engineers; asso- ciate AMERICAN electric RAILWAY ASSOCIATION ; MEMBER SOCIETY FOR promotion OF ENGINEERING EDUCATION McGRAW-HILL BOOK COMPANY 239 WEST 39TH STREET. NEW YORK 6 BOUVERIE STREET, LONDON, E. C. 1911 Copyright, 1911 BY McGraw-Hill Book Company Prhited and Eleclrolyped by The Maple Press York. Fa. PREFACE. To students in technical universities who wish to specialize in the subject of electrical railway engineering and to those who understand the fundamental principles of electrical engineering and are interested in their application to electric railway practice it is hoped that this book may be of value. While it is planned primarily for a senior elective course in a technical university, it does not involve higher mathematics and should therefore be easily understood by the undergraduate reader. The volume does not purport to present any great amount of new material nor principles, but it does gather in convenient form present day theory and practice in all important branches of electric railway engineering. No apology is deemed necessary for the frequent quotations from technical papers and publications in engineering periodicals, for it is only from the authorities and specialists in particular phases of the profession that the most valuable information can be obtained, and it is believed that a thorough and unprejudiced summary of the best that has been written upon the various aspects of the subject will be most welcome when thus combined into a single volume. -

Federal Railroad Administration Office of Safety Headquarters Assigned Accident Investigation Report HQ-2005-35
Federal Railroad Administration Office of Safety Headquarters Assigned Accident Investigation Report HQ-2005-35 CSX Transportation (CSX) Waycross, Georgia April 21, 2005 Note that 49 U.S.C. §20903 provides that no part of an accident or incident report made by the Secretary of Transportation/Federal Railroad Administration under 49 U.S.C. §20902 may be used in a civil action for damages resulting from a matter mentioned in the report. DEPARTMENT OF TRANSPORTATION FRA FACTUAL RAILROAD ACCIDENT REPORT FRA File # HQ-2005-35 FEDERAL RAILROAD ADMINISTRATION 1.Name of Railroad Operating Train #1 1a. Alphabetic Code 1b. Railroad Accident/Incident No. CSX TRANSPORTATION CSX R000011867 2.Name of Railroad Operating Train #2 2a. Alphabetic Code 2b. Railroad Accident/Incident CSX TRANSPORTATION CSX R000011867 3.Name of Railroad Responsible for Track Maintenance: 3a. Alphabetic Code 3b. Railroad Accident/Incident No. CSX Transportation [CSX ] CSX R000011867 4. U.S. DOT_AAR Grade Crossing Identification Number 5. Date of Accident/Incident 6. Time of Accident/Incident Month Day Year 04 21 2005 04:49: AM PM 7. Type of Accident/Indicent 1. Derailment 4. Side collision 7. Hwy-rail crossing 10. Explosion-detonation 13. Other (single entry in code box) 2. Head on collision 5. Raking collision 8. RR grade crossing 11. Fire/violent rupture (describe in narrative) 3. Rear end collision 6. Broken Train collision 9. Obstruction 12. Other impacts 04 8. Cars Carrying 9. HAZMAT Cars 10. Cars Releasing 11. People 12. Division HAZMAT Damaged/Derailed HAZMAT Evacuated 37 1 0 0 Jacksonville 13. Nearest City/Town 14. Milepost 15. State 16. -

Repurposed Rolling Stock
Create a Gauntlet Track using FastTracks Tools Fred Soward 20190504-FRS What this clinic will cover • A method of creating a Gauntlet Track (not a Gauntlet Turnout) for your layout that will meet one of the requirements for the “scratchbuilt” requirement for the “Model Railroad Engineer – Civil” certificate in the NMRA Achievement Program • A standard gauge HO scale solution using Code 83 Micro Engineering rail in a #6 Fast Tracks turnout fixture • It is not the only solution for meeting the requirement • It is not the only solution for creating a Gauntlet Track • Just the handlaid track construction • Use the provided references for the details and finishing 20190504-FRS What this clinic will NOT cover • A how to guide for detailing & finishing the scale track & structures • The Meaning of Life • It’s 42 – see Arthur Dent for additional details 20190504-FRS A bit of background info • Santa Cruz & Felton Railway switching layout 1978-1981 • Handlaid HO scale standard & HOn3 code 70 • NMRA National Convention 2016 • Modeling with the Masters • Pennsylvania Southern Railroad 2016-present • Santa Cruz & Felton Railway (second edition) 2018-present 20190504-FRS Outline • Intro • Tools & Materials • Gauntlet Track Build Overview • Gauntlet Track Build “By the Numbers” • Gauntlet Track Build Next Steps • A few Fast Tracks Tips & References 20190504-FRS What’s a Gauntlet Track • A different route for rail equipment along the same pathway • May share a piece of rail, but frequently does not • Always share the same track bed (ties & ballast) • -
Chapter 14 Yards and Terminals1
CHAPTER 14 YARDS AND TERMINALS1 FOREWORD This chapter deals with the engineering and economic problems of location, design, construction and operation of yards and terminals used in railway service. Such problems are substantially the same whether railway's ownership and use is to be individual or joint. The location and arrangement of the yard or terminal as a whole should permit the most convenient and economical access to it of the tributary lines of railway, and the location, design and capacity of the several facilities or components within said yard or terminal should be such as to handle the tributary traffic expeditiously and economically and to serve the public and customer conveniently. In the design of new yards and terminals, the retention of existing railway routes and facilities may seem desirable from the standpoint of initial expenditure or first cost, but may prove to be extravagant from the standpoint of operating costs and efficiency. A true economic balance should be achieved, keeping in mind possible future trends and changes in traffic criteria, as to volume, intensity, direction and character. Although this chapter contemplates the establishment of entirely new facilities, the recommendations therein will apply equally in the rearrangement, modernization, enlargement or consolidation of existing yards and terminals and related facilities. Part 1, Generalities through Part 4, Specialized Freight Terminals include specific and detailed recommendations relative to the handling of freight, regardless of the type of commodity or merchandise, at the originating, intermediate and destination points. Part 5, Locomotive Facilities and Part 6, Passenger Facilities relate to locomotive and passenger facilities, respectively. -
THE ROCKET June 2016
PENFIELD MODEL ENGIN EERS SOCIETY THE ROCKET June 2016 Volume 38 Issue 3 Maryborough Station, Victoria The ROCKET is the official journal of the Penfield Model Engineers Society Inc. The views or opinions of Authors of contributions to this magazine are not necessarily those of the Office Bearers, Committee Members or Members of this Society. ALL CORRESPONDENCE SHOULD BE FORWARDED TO: The Secretary, Penfield Model Engineers Society Inc., P.O. Box 792, SALISBURY S.A. 5108 President: Ray Hall Vice President: Peter Henley Secretary: Gerry Dowling Treasurer: Lynn Venning Editor: Michael Wilhelm [email protected] Editors Note Inside this issue: Only a limited number of copies of the rocket are printed, usually General Meeting 3 15 copies. Penfield Posse 6 So when you are done reading Rails in the Garden 11 the rocket, can you please return it, so some one else can have a Track Report 16 read. Thanks. The gallery 22 If you have pictures for the Rocket, include some notes to go Wanted and For sale 27 with it. Thanks, Michael 2 General Meeting General Meeting held on Wednesday, 18 May 2016 President (Ray Hall) welcomed members and declared the meeting open at 8:00 P.M. Apologies:- G. Dowling, W. Hoskin, M. Hampel, D. Harmer, G. Ward, D. Harmer, W. Brown, G. McDonald and the Webb family. Minute Secretary:- L. Venning. The proceedings were recorded to assist the minute secretary. Moved D. Franks. Seconded M. Carmody. Carried. The Minutes of the General Meeting held on the 20 of April 2016 were read. D. Franks proposed that they be accepted as read. -

The Ten Commandments of Model Railroad Yard Design
The Ten Commandments of Model Railroad Yard Design By Craig Bisgeier Sample Yard Layout You may find it helpful to print out this diagram before reading the article. Having a hard copy of the diagram to refer to as you are reading will probably be a big help for some of the more difficult concepts. This is definitely a case of a picture being worth a thousand words... One of the most often modeled -- and misunderstood -- layout design elements is the yard. Nearly everyone has one on their layout, whether it's used simply for car storage or as an actual operating tool. Unfortunately, many of them don't work very well. Common design mistakes are made over and over again by beginner and intermediate modelers. They can't be faulted, though, because the info on how to design a good yard is very hard to find. Even when the hobby press gets it right, it's short-lived, because if you missed the issue you didn't see it. Most of the time you see poor examples (like the hated Timesaver) which are often published by the hobby press without comment, and therefore accepted by those who do not know better as good design. So the "secrets" of good yard design are difficult to for most to uncover, because the good nuggets of information appear in wildly different places like out of print magazines or books, special interest publications, or even word of mouth among advanced modelers. not many modelers have that kind of library or access. What is needed is a repository where all the good ideas can be collected, stored, edited and presented as one all-encompassing primer on the subject. -
General Guidelines for the Design of Light Rail Transit Facilities in Edmonton
General Guidelines for the Design of Light Rail Transit Facilities in Edmonton Robert R. Clark Retired ETS Supervisor of Special Projects 1984 2 General Guidelines for the Design of Light Rail Transit Facilities in Edmonton This report originally published in 1984 Author: Robert R. Clark, Retired ETS Supervisor of Special Projects Reformatting of this work completed in 2009 OCR and some images reproduced by Ashton Wong Scans completed by G. W. Wong In memory of my mentors: D.L.Macdonald, L.A.(Llew)Lawrence, R.A.(Herb)Mattews, Dudley B. Menzies, and Gerry Wright who made Edmonton Transit a leader in L.R.T. Table of Contents 3 Table of Contents 1.0 Introduction ............................................................................................................................................ 6 2.0 The Role Of Light Rail Transit In Edmonton's Transportation System ................................................. 6 2.1 Definition and Description of L.R.T. .................................................................................................... 6 2.2 Integrating L.R.T. into the Transportation System .............................................................................. 7 2.3 Segregation of Guideway .................................................................................................................... 9 2.4 Intrusion and Accessibility ................................................................................................................ 10 2.5 Segregation from Users (Safety) ......................................................................................................