Advance Workshop Training Guide
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
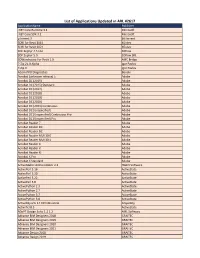
List of Applications Updated in ARL #2617
List of Applications Updated in ARL #2617 ApplicationName Publisher .NET Core Runtime 3.1 Microsoft .NET Core SDK 3.1 Microsoft µTorrent 3 BitTorrent 3DBI for Revit 2019 KG-dev 3DBI for Revit 2021 KG-dev 3DF Zephyr 4.5 Lite 3Dflow 3DF Zephyr 5.0 3Dflow SRL 3DWarehouse For Revit 1.0 AMC Bridge 7-Zip 21.0 Alpha Igor Pavlov 7-Zip 9 Igor Pavlov ACom PRO Diagnostics Bendix Acrobat (unknown release) 5 Adobe Acrobat DC (2015) Adobe Acrobat DC (2015) Standard Adobe Acrobat DC (2017) Adobe Acrobat DC (2018) Adobe Acrobat DC (2019) Adobe Acrobat DC (2020) Adobe Acrobat DC (2021) Continuous Adobe Acrobat DC (Unspecified) Adobe Acrobat DC (Unspecified) Continuous Pro Adobe Acrobat DC (Unspecified) Pro Adobe Acrobat Reader 7 Adobe Acrobat Reader DC Adobe Acrobat Reader DC Adobe Acrobat Reader MUI 10.0 Adobe Acrobat Reader MUI 10.1 Adobe Acrobat Reader X Adobe Acrobat Reader X Adobe Acrobat Reader XI Adobe Acrobat X Pro Adobe Acrobat X Standard Adobe ActiveMatrix Administrator 2.3 TIBCO Software ActivePerl 5.16 ActiveState ActivePerl 5.20 ActiveState ActivePerl 5.22 ActiveState ActivePerl 5.8 ActiveState ActivePython 2.3 ActiveState ActivePython 2.7 ActiveState ActivePython 3.7 ActiveState ActivePython 3.8 ActiveState ActiveReports 14.0 Professional GrapeCity ActiveTcl 8.5 ActiveState ADePT Design Suite 1.2 1.2 AML Software Advance BIM Designers 2018 GRAITEC Advance BIM Designers 2019 GRAITEC Advance BIM Designers 2020 GRAITEC Advance BIM Designers 2021 GRAITEC Advance Design 2018 GRAITEC Advance Design 2019 GRAITEC Advance Design Connection 20.0 GRAITEC -

Elenco Totale Classi
Elenco totale classi Aggiungere +2 ore all'orario indicato UTC per fuso orario italiano Solo per i registrati le classi saranno disponibili anche dopo la conferenza Date & Time - UTC Presenter Language Class Title - English 18/05/21 07:00 Manuel Liebot English Welcome to the Graitec BIMUp Conference 2021 18/05/21 08:00 Aleck Giles English Working with Cat Ladders in Advance Steel 18/05/21 08:00 Chiara Esposito Italian Process automation with Dynamo for Autodesk Advance Steel 18/05/21 08:00 Delphine Giannotti French Powerpack detailing-reinforcement of beams, columns and footings- Part 01 18/05/21 08:00 Grant Dott English The Story Behind Autodesk BIM Collaborate and BIM Collaborate Pro 18/05/21 08:00 Jorge Ruiz Spanish Inventor 2022 what's new 18/05/21 08:00 Joseph Pais English Walls and Slabs Design and Detailing in Autodesk Revit 18/05/21 08:00 Michał Piotr Zając Polish Document Management for project documentation - naming, folder structures, collaboration with CDE 18/05/21 08:00 Oscar Bravo Spanish Connect, plan and quantify BIM projects on site. 18/05/21 08:00 Pablo Gonzalez German GRAITEC PowerPack for Revit: Additional tools for a more efficient work with Autodesk Revit 18/05/21 08:00 Patricia Ariza Díaz French Advance Steel Workshop - General Overview 18/05/21 08:00 Petr Lanik Czech Structural Analysis in Advance Design - What you can expect in version 2022 18/05/21 09:00 Chiara Esposito Italian iConstruct for Autodesk Navisworks Manage: advanced tools for BIM coordination 18/05/21 09:00 Daniel Gheorghe English What's new in Powerpack for Revit 2022 18/05/21 09:00 Daniel Rallo French Dynamo for Revit - Tips & Tricks 18/05/21 09:00 Jameel Deader English Modelling using compound sections in Advance Design 18/05/21 09:00 Jorge Ruiz Spanish BIM workflow between Inventor and Revit 2022 18/05/21 09:00 Konstantin Biktimirov Russian Work on Advance Steel IFC export. -

The Best Rebar Detailing Tools for Revit Alan Johnson GRAITEC UK Limited
BLD225836 The best rebar detailing tools for Revit Alan Johnson GRAITEC UK Limited Joseph Pais GRAITEC INNOVATION Learning Objectives • Generate parametric 3D rebar cages in few clicks • Stop wasting time generating rebar schedules, do it in few seconds • Get quantity takeoff for the entire rebar project • Automate more, generate design driven rebar cages • Description In this class, you will discover a set high-end effective tools to power-up your Revit for rebar projects management. You will see firsthand how to generate parametric 3D rebar cage within few clicks, save rebar cages templates and apply them on any new projects. We will see also how we can speed-up your daily job to create bending details on drawing views, to generate automatic Revit rebar schedules including bending schemas, to create reinforcement drawings based on user’s template, renumber all your rebar model and manage the rebar data to extract the status of the element or the quantity takeoff of the entire rebar project. We will apply all those productive tools on beams, columns, footings, shear walls, slabs managing complex geometries such as openings, depressions, continuous beams... We will end the class also showing you the last level of rebar automation embedding the reinforced concrete design of the members within Revit automating the creation of designed 3D reinforcement cages in Revit, whilst using standard Revit families to configure automated drawings, views, bar schedules and comprehensive design reports Page 1 Speaker(s) Alan Johnson- BIM Consultant at Graitec UK, as a BIM Consultant with over 20 years’ experience in the construction industry covering; Architecture, Structural Engineering, Civil Engineering and Demolition. -

A Chi È Rivolto: a Tutti I Tecnici Che Vogliono Diventare Grandi
A chi è rivolto: A tutti i tecnici che vogliono diventare grandi professionisti del nuovo mercato delle costruzioni e che si vogliono distinguere nel nuovo mercato delle costruzioni. La nuova normativa UNI rende obbligatorio il BIM ed ufficializza le figure di Bim Specialist, Bim Coordinator e Bim Manager, riconosciute ufficialmente dalle amministrazioni! Preparati con l’unico MASTER privato in Sicilia, pluricertificato, sul B.I.M. e sulla gestione dei processi aziendali, con i software più potenti e famosi al mondo. Non è un Master universitario, spesso più accademico che professionale, ma un Master privato che si propone come vero percorso di alto livello tecnico di specializzazione pre e post laurea (vera definizione di master), altamente professionalizzante. Importante! L’obbigo del BIM è alle porte: Estratto della normativa sugli appalti… “per le opere di importo a base di gara pari o superiore a 1 milione di euro, a decorrere dal 1° gennaio 2023; per le nuove opere di importo a base di gara inferiore a 1 milione di euro, a decorrere dal 1° gennaio 2025″….. chi pensa che il Bim sia una realtà lontana, rischia seriamente di trovarsi in tre anni fuori mercato! Preparati al meglio e non perdere grandi opportunità! Il Master segue perfettamente le esigenze di mercato e normative. Ti prepara anche a sostenere l’impegnativo ESAME ICMQ al fine di diventare a tutti gli effetti un Bim Manager abilitato, previsto dalla normativa UNI 11337> RILASCIO DI CREDITI CFP: 60 crediti Architetti – 50 crediti Ingegneri (previo pagamenti diritti segreteria -

Take Advantage of BIM for Reinforced Concrete Structures Carl Spalding – GRAITEC Innovation Joseph Pais – GRAITEC Innovation
Take advantage of BIM for reinforced concrete structures Carl Spalding – GRAITEC Innovation Joseph Pais – GRAITEC Innovation SE6512 Structural engineers use many object-level design tools to effectively perform their designs. These tools can range from off-the-shelf structural design software to simple spreadsheets. As Building Information Modeling (BIM) adoption grows and general-purpose structural frame analysis software is being integrated with BIM workflows, connecting object-level design tools are not. There is an opportunity to drive BIM design information from these design tools in order to better streamline the engineer to BIM workflows. Come and learn how GRAITEC's Revit-based software will help engineers to get a real benefit from BIM. Learning Objectives At the end of this class, you will be able to: Start from an Autodesk® Revit® structural model and manage to get analysis results stored in Revit®, this being a starting point for going to rebar design. Complete structural Design assumptions. Use the BIM Designers technology for designing reinforced concrete members in Revit® (beam, column or footing) including detailed design reports. Get the 3D structural rebar automatically produced in Revit. From this 3D structural rebar, automatically produce the reinforcement drawings. Manage drawing revisions when a design changes are introduced. Take advantage of BIM for reinforced concrete structures About the Speaker Starting his career as a structural draughtsman for a prominent engineering company in Southern Africa, Carl quickly worked his way up to DO Manager, and then Director of his own design company; developing practical skills born of real-world experience and a refined passion of adopting technology to eliminate repetitive tasks. -
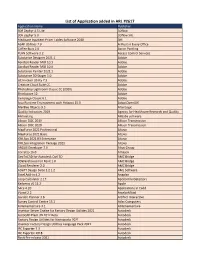
List of Application Added in ARL #2617
List of Application added in ARL #2617 Application Name Publisher 3DF Zephyr 4.5 Lite 3Dflow 3DF Zephyr 5.0 3Dflow SRL Medicare Inpatient Pricer Tables Software 2018 3M ASAP Utilities 7.9 A Must in Every Office Coffee Buzz 2.0 Aaron Pantling PLAN Software 9.2 Access Control Services Substance Designer 2021.1 Adobe Acrobat Reader MUI 10.1 Adobe Acrobat Reader MUI 10.0 Adobe Substance Painter 2021.1 Adobe Substance 3D Stager 1.0 Adobe GC Invoker Utility 7.3 Adobe Creative Cloud Suite CC Adobe Photoshop Lightroom Classic CC (2020) Adobe Shockwave 12 Adobe Campaign Classic 6.1 Adobe Java Runtime Environment with Hotspot 15.0 AdoptOpenJDK MailBee Objects 9.3 AfterLogic Quality Indicators 2019 Agency for Healthcare Research and Quality Alimeeting Alibaba software Allison DOC 2019 Allison Transmission Allison DOC 2020 Allison Transmission MapForce 2021 Professional Altova MapForce 2021 Basic Altova XMLSpy 2021 R3 Enterprise Altova XMLSpy Integration Package 2021 Altova ARGUS Developer 7.0 Altus Group Corretto 16.0 Amazon GeoToCAD for Autodesk Civil 3D AMC Bridge 3DWarehouse For Revit 1.0 AMC Bridge Cloud Renderer 2.0 AMC Bridge ADePT Design Suite 1.2 1.2 AML Software Excel Add-in 4.2 Anaplan Loop Calculator 2.17 Apollo Fire Detectors Kerberos v5 11.2 Apple n4ce 4.20 Applications in Cadd VLoad 2.2 ArcelorMittal Garden Planner 3.6 Artifact Interactive Survey Control Centre 13.1 Atlas Computers AUGmentecture 3.1 AUGmentecture Inventor Server Engine for Factory Design Utilities 2021 Autodesk AutoCAD Plant 3D 2012 Beta Autodesk Factory Design Utilities -
BIM Handbook: a Guide to Building Information Modeling for Owners, Managers, Designers, Engineers, and Contractors
www.EngineeringBooksPdf.com www.EngineeringBooksPdf.com BIM Handbook A Guide to Building Information Modeling for Owners, Managers, Designers, Engineers, and Contractors Second Edition Chuck Eastman Paul Teicholz Rafael Sacks Kathleen Liston John Wiley & Sons, Inc. ffirs.indd i 3/8/11 10:53:45 PM www.EngineeringBooksPdf.com This book is printed on acid-free paper. ϱ Copyright © 2011 by John Wiley & Sons, Inc.. All rights reserved Published by John Wiley & Sons, Inc., Hoboken, New Jersey Published simultaneously in Canada No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording, scanning, or otherwise, except as permitted under Section 107 or 108 of the 1976 United States Copyright Act, without either the prior written permission of the Publisher, or authorization through payment of the appropriate per-copy fee to the Copyright Clearance Center, 222 Rosewood Drive, Danvers, MA 01923, (978) 750-8400, fax (978) 646-8600, or on the web at www.copyright.com. Requests to the Publisher for permission should be addressed to the Permissions Department, John Wiley & Sons, Inc., 111 River Street, Hoboken, NJ 07030, (201) 748-6011, fax (201) 748-6008, or online at www.wiley.com/go/permissions. Limit of Liability/Disclaimer of Warranty: While the publisher and the author have used their best efforts in preparing this book, they make no representations or warranties with respect to the accuracy or completeness of the contents of this book and specifi cally disclaim any implied warranties of merchantability or fi tness for a particular purpose. -
New Autodesk Technologies Unveiled for BIM
NEWS New Autodesk Technologies Unveiled for BIM Autodesk has unveiled several highly interesting new technologies for Building Information Modelling (BIM) at its annual user conference, Autodesk University. With these announcements and numerous other recent innovations, Autodesk continues to extend BIM value across the full lifecycle of the built environment for Architecture, Engineering and Construction (AEC) professionals in the building and infrastructure industries. Autodesk is expanding the reach of BIM on multiple fronts – into conceptual design on one end of the spectrum and into construction on the other. Their advancements are empowering professionals to move from designing objects and simply representing their ideas in 2D and 3D to designing in context while optimising and better predicting the performance of their designs, said Amar Hanspal, Autodesk senior vice president of Information Modeling and Platform Products. Autodesk is helping to drive higher levels of productivity into the building design, infrastructure and construction industries both in the office as well as in the field with our expanding desktop, cloud and mobile portfolio. The announcements span all facets of the BIM process – from conceptual design all the way through construction – for both buildings and infrastructure: Autodesk Dynamo and Autodesk FormIt Updates – For building designers, Autodesk announced a major update for computational design with the merger of Autodesk Dynamo and Autodesk DesignScript. Dynamo is an open source visual programming environment for BIM. It can be used stand-alone, or allows users to extend the parametric capabilities of Autodesk Revit software products. Autodesk DesignScript is a unique programming language, intended to help designers build and analyze complex geometric models that would be difficult to model with interactive techniques. -

PLM Industry Summary Jillian Hayes, Editor Vol
PLM Industry Summary Jillian Hayes, Editor Vol. 14 No 21 Friday 25 May 2012 Contents Acquisitions _______________________________________________________________________ 2 3D Systems Acquires Bespoke Innovations ___________________________________________________2 AVEVA Acquires Bocad _________________________________________________________________3 EMC Acquires Syncplicity ________________________________________________________________4 Hexagon Acquires Norwegian Software Company myVR _______________________________________5 IFS Continues to Invest in Mobility & Field Service Management with the Acquisition of Metrix LLC. ___5 SAP to Expand Cloud Presence with Acquisition of Ariba _______________________________________7 CIMdata News _____________________________________________________________________ 9 CIMdata Publishes “Delivering PLM Technology to Solve Food & Beverage Industry Issues”___________9 “One Siemens”—Observations from the 2012 Siemens PLM Connections Event ____________________11 Company News ____________________________________________________________________ 13 Applied Software Earns Autodesk Simulation Specialization ____________________________________13 Atos Wins Major UK IT Outsourcing Contract _______________________________________________14 Carbon Design Systems, Cadence Partner for IP Optimization ___________________________________15 IMAGINiT Technologies Earns Autodesk Simulation Specialisation in Australia ____________________16 ITI TranscenData Joins the 3D PDF Consortium ______________________________________________17 -
Installation Guide 2021
INSTALLATION GUIDE 2021 In case of any discrepancy between the information given in this guide and the information given in the software, the software is the most up to date source. The content of this guide is subject to change without notice. Any reproduction or distribution, even in partial, by any means - electronically or mechanically - of the contents of the present guide and other supplied documentation is strictly forbidden if made without GRAITEC's explicit authorization. © GRAITEC, Bièvres. All rights reserved. Windows and the Windows logo are trademarks of the Microsoft Group of Companies. DXF™ and AutoCAD® are trademarks or registered trademarks of AutoDesk Inc. San Rafael, CA. All the other marks belong to their owners. INSTALLATION GUIDE TABLE OF CONTENTS INSTALLING ADVANCE .....................................................................................................................................9 SYSTEM REQUIREMENTS ............................................................................................................................................... 10 Minimal system requirements .......................................................................................................................... 10 Recommended system requirements .............................................................................................................. 11 Server system requirements ............................................................................................................................ 12 DISTRIBUTION -

Annual Report Notice of Annual Meeting and 2015 Proxy Statement
FISCAL YEAR Annual Report Notice of annual meeting and 2015 proxy statement Autodesk, Inc., 111 McInnis Parkway, San Rafael, CA 94903 Autodesk is a registered trademark or trademark of Autodesk, Inc., and/or its subsidiaries and/or affiliates in the USA and/or other countries. All other brand names, product names, or trademarks belong to their respective holders. Autodesk reserves the right to alter product and services offerings, and specifications and pricing at any time without notice, and is not responsible for typographical or graphical errors that may appear in this document. © 2 015 Autodesk, Inc. All rights reserved. 279278_Autodesk_2015_CVR.indd 1 4/14/15 4:05 PM Board of Directors Company Executive Officers Corporate Headquarters Carl Bass Carl Bass Worldwide Headquarters President and Chief Executive Officer, President and Chief Executive Officer Autodesk, Inc. Autodesk, Inc. 111 McInnis Parkway Jan Becker San Rafael, CA 94903 Crawford W. Beveridge Senior Vice President, Human USA non-Executive Chairman of the Board, Resources and Corporate Real Estate Autodesk, Inc. Asia Pacific Headquarters Steven M. Blum Autodesk Asia Pte Ltd J. Hallam Dawson Senior Vice President, Worldwide 3 Fusionopolis Way Sales and Services #10-21 Symbiosis Thomas Georgens Singapore 138633 Pascal W. Di Fronzo Singapore Per-Kristian Halvorsen Senior Vice President, General Counsel and Secretary European Headquarters Mary T. McDowell Autodesk Development Sàrl R. Scott Herren Rue du Puits-Godet 6 Senior Vice President and Chief Case Postale 35 Lorrie M. Norrington Financial Officer 2002 Neuchâtel Switzerland Betsy Rafael Legal Counsel Stacy J. Smith Wilson Sonsini Goodrich & Rosati Steven M. West Professional Corporation 650 Page Mill Road Palo Alto, CA 94304 USA Transfer Agent Computershare Trust Company N.A. -

Advance Steel BIM SOFTWARE for STRUCTURAL STEEL ENGINEERING, DETAILING and FABRICATION
Advance Steel BIM SOFTWARE FOR STRUCTURAL STEEL ENGINEERING, DETAILING AND FABRICATION www.graitec.com Grenoble Stadium, France Architecture offi ce: Atelier d’architecture Chaix & Morel et associés, Paris Design offi ce (metallic roof): ETI, Grenoble © Jacques Mossot Advance Steel Advance Steel® is specifi cally designed for structural engineers and steel detailers who require a professional and easy-to-use 3D structural steel detailing BIM software that automates the production of drawings, BOMs and NC fi les. Advance Steel® drastically increases productivity and drawing quality, while reducing the risk of errors. Perfectly integrated into AutoCAD®, Advance Steel® accelerates the design phase (single or multi-user mode) by offering an extensive library of automatic joints and specifi c tools for stairs and railings. It automatically generates all workshop and general arrangement drawings using intelligent tools to automatically control dimensions and labels as well as all necessary views required. With its short learning curve, novice users can create, manage, and modify complex intelligent 3D models and all associated drawings faster than static 2D drawings. Advance Steel® is part of the GRAITEC structural Coke oven gas desulphurization BIM solution and provides data exchanges with Design Offi ce: HUTNI PROJEKT Frydek-Mistek a.s. (Czech Republic) Autodesk Revit as well as with all major industry fi le formats: IFC, CIS/2, SDNF, PSS, KISS. Many new macros enable quick modeling of miscellaneous steel such as: handrails, stairs, cage ladders, spiral staircases, etc. User can even use their own proprietary shape profi les and specifi cations within the macro: the stringer type, stair pan, railing, elbows at the end, mid rails / vertical pickets and the various types of connection to the stringer among other things can be user defi ned.