The Amazing, All-Purpose Bridge by Larry D
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Chapter 21 – Table of Contents
Bridge Maintenance Course Series Reference Manual Chapter 21 – Table of Contents Chapter 21 - Prefabricated/Temporary Bridges ..................................................................... 21-1 21.1 Commonly Found Prefabricated Bridges ........................................................................... 21-1 21.1.1 Types ........................................................................................................................ 21-1 21.1.1.1 Panelized Truss Systems ................................................................................................ 21-1 21.1.1.2 Steel Girder Pre-Fabricated Deck ................................................................................... 21-3 21.1.1.3 Railroad Flatcar System .................................................................................................. 21-4 21.1.1.4 Composite Concrete and Steel....................................................................................... 21-5 21.1.1.5 Prefabricated Decks (Concrete, Steel, Composite, Wood, FRP) .................................... 21-7 21.1.2 Best Practices ........................................................................................................... 21-7 21.2 Parameters for Prefabricated Bridge Placement ............................................................... 21-8 21.2.1 Length ...................................................................................................................... 21-8 21.2.2 Waterway Opening ................................................................................................. -
Bournemouth Borough Council
Professional Support Service Bournemouth Borough Council Tuckton Bridge Final Report October 2007 179 Tuckton Bridge Bournemouth 071008 AJS RM Professional Support Service Contents 1. Introduction .................................................................................................3 2. Background .................................................................................................3 3. The bridge ....................................................................................................4 4. Use by cyclists ............................................................................................7 5. Options..........................................................................................................9 A. Encourage cyclists to use alternative routes ........................................................... 9 B. Introduce ‘shuttle working’ controlled by traffic signals ............................................. 9 D. Build a new free-standing cycle and pedestrian bridge to one side of the existing bridge ................................................................................................................ 10 E. Create a whollynew pedestrian and cycle bridge on a new route to the west.......... 10 F. Widen the existing bridge to create pedestrian/cycle facilities on widened footways 10 G. Close bridge to all but bus, cycle and pedestrian traffic.......................................... 15 H. Do nothing......................................................................................................... -

Operation Market Garden WWII
Operation Market Garden WWII Operation Market Garden (17–25 September 1944) was an Allied military operation, fought in the Netherlands and Germany in the Second World War. It was the largest airborne operation up to that time. The operation plan's strategic context required the seizure of bridges across the Maas (Meuse River) and two arms of the Rhine (the Waal and the Lower Rhine) as well as several smaller canals and tributaries. Crossing the Lower Rhine would allow the Allies to outflank the Siegfried Line and encircle the Ruhr, Germany's industrial heartland. It made large-scale use of airborne forces, whose tactical objectives were to secure a series of bridges over the main rivers of the German- occupied Netherlands and allow a rapid advance by armored units into Northern Germany. Initially, the operation was marginally successful and several bridges between Eindhoven and Nijmegen were captured. However, Gen. Horrocks XXX Corps ground force's advance was delayed by the demolition of a bridge over the Wilhelmina Canal, as well as an extremely overstretched supply line, at Son, delaying the capture of the main road bridge over the Meuse until 20 September. At Arnhem, the British 1st Airborne Division encountered far stronger resistance than anticipated. In the ensuing battle, only a small force managed to hold one end of the Arnhem road bridge and after the ground forces failed to relieve them, they were overrun on 21 September. The rest of the division, trapped in a small pocket west of the bridge, had to be evacuated on 25 September. The Allies had failed to cross the Rhine in sufficient force and the river remained a barrier to their advance until the offensives at Remagen, Oppenheim, Rees and Wesel in March 1945. -

The Rhine River Crossings by Barry W
The Rhine River Crossings by Barry W. Fowle Each of the Allied army groups had made plans for the Rhine crossings. The emphasis of Supreme Headquarters Allied Expeditionary Force (SHAEF) planning was in the north where the Canadians and British of Field Marshal Bernard L. Montgomery's 21st Army Group were to be the first across, followed by the Ninth United States Army, also under Montgomery. Once Montgomery crossed, the rest of the American armies to the south, 12th Army Group under General Omar N. Bradley and 6th Army Group under General Jacob L. Devers, would cross. On 7 March 1945, all that Slegburg changed. The 27th Armored Infantry Battalion, Combat Beuel Command B, 9th Armored Division, discovered that the Ludendorff bridge at 9th NFANR " Lannesdorf I0IV R Remagen in the First Army " Mehlem Rheinbach area was still standing and Oberbachem = : kum h RM Gelsd srn passed the word back to the q 0o~O kiVl 78th e\eaeo Combat Command B com- INP L)IV Derna Ahweile Llnz mander, Brigadier General SInzig e Neuenahi Helmershelm William M. Hoge, a former G1 Advance to the Rhine engineer officer. General 5 10 Mile Brohl Hoge ordered the immediate capture of the bridge, and Advance to the Rhine soldiers of the 27th became the first invaders since the Napoleonic era to set foot on German soil east of the Rhine. Crossings in other army areas followed before the month was. over leading to the rapid defeat of Hitler's armies in a few short weeks. The first engineers across the Ludendorff bridge were from Company B, 9th Armored Engineer Battalion (AEB). -
BAILEY PANEL BRIDGE SYSTEMS "TS" Class 100 "Triple Truss, Single Storey, 4 Transoms Per Bay"
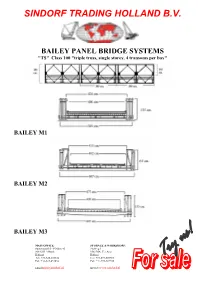
SINDORF TRADING HOLLAND B.V. BAILEY PANEL BRIDGE SYSTEMS "TS" Class 100 "triple truss, single storey, 4 transoms per bay" BAILEY M1 BAILEY M2 BAILEY M3 MAIN OFFICE: STORAGE & WORKSHOPS: Spoorstraat 15 - PO Box 43 Nulweg 1 8084 ZG 't Harde 9561 MA Ter Apel Holland Holland Tel.: +31-525-651832 Tel.: +31-599-589710 Fax: +31-525-653032 Fax: +31-599-589720 Email [email protected] Internet www.sindorf.nl SINDORF TRADING HOLLAND B.V. TYPES OF TRUSS ASSEMBLY Standard parts can be used to assemble seven standard truss designs for efficient single spans up to 210 feet (64 meter) in length, and to build panel crib piers supporting longer bridges. With minor nonstandard modifications, the expedient uses of its parts are limited only by the user's imagination. MAIN OFFICE: STORAGE & WORKSHOPS: Spoorstraat 15 - PO Box 43 Nulweg 1 8084 ZG 't Harde 9561 MA Ter Apel Holland Holland Tel.: +31-525-651832 Tel.: +31-599-589710 Fax: +31-525-653032 Fax: +31-599-589720 Email [email protected] Internet www.sindorf.nl SINDORF TRADING HOLLAND BV Dual classification table of Panel Bridge, Bailey type, M2 Class by type of construction and type of Crossing Posting Classifications Span in SS DS TS DD TD DT TT Feet NRNRNRNRNRNRN R 30 30 47 Capacities in 40 24 40 short tons 50 24 36 75 88 (x 900 kg) 60 20 33 65 85 70 20 30 60 78 80 16 24 55 66 85 100* 90 12 19 45 55 65 82 1008 14304455668096 110 20 36 40 54 70 83 90 100* 120 16 30 35 45 55 68 80 91* 130 12 21 20 38 45 56 60 80 80 90* 140 8 171631354855707090* 150 12 22 24 40 45 58 60 90* 160 8 17 16 33 35 48 55 89 80 100* 170 4 13 12 24 20 40 50 74 70 90* 1. -
From the Shores of the Moray Firth the Story of 84 Field Company Royal Engineers 1944-1945 Second Edition 2016 Marc Dyos 84 Field Company Royal Engineers 1944 - 1945
84 Field Company Royal Engineers 1944 - 1945 From the Shores of The Moray Firth The Story of 84 Field Company Royal Engineers 1944-1945 Second Edition 2016 Marc Dyos 84 Field Company Royal Engineers 1944 - 1945 The History of 84 Field Company Royal Engineers 1944-1945 Second edition: 2016 January 1944. roughout Britain, preparations were being made for what was to become the largest seaborne invasion in history. Operation OVERLORD, o en referred to simply as ‘D-Day’; a word that still to this day conjures up vivid images of courage, bravery and sacrifi ce, of pain and suff ering, of well-planned strategies played-out on the battlefi eld, of rapid improvisation, of achievement of military objectives, but also of loss of life. ere are many well-written books on the subject of D-Day, and the events before and a er, therefore my aim here is to focus on the individuals behind the statistics; to look beyond the names engraved in stone in the cemeteries of North West Europe or the nominal rolls of the war diaries, and to attempt to discover who these men were, what they did before the dark days of war, and for the lucky ones, what they did a erwards, and what of those family and friends le behind – many would never see their loved-ones again. is is the story of 84 Field Company RE from January 1944 to August 1945, and the journey which took the men from the shores of northern Scotland to the south coast of England, from the beaches of Normandy to the town of Uelzen in North-West Germany. -
The: E:Ngine:E:R Winte:R 1978-1979
THE: E:NGINE:E:R WINTE:R 1978-1979 Soviet Combat Engineers page 6 UNITED STATES ARMY ENGINEER CENTER AND FORT BELVOIR Commander/Com mandant EDITORIAL STAFF MG James L. Kelly PUBLIC AFFAIRS OFFICER Deputy Commander/ MAJ Sandor I. Ketzis Assistant Commandant BG Charles J. Fiala EDITOR Jerome J . Hill Deputy Assistant Commandant ILLUSTRATOR COL Robert S. Kubby SSG Mike Furr Command Sergeant Major THE ENGINEER is an authorized quarterly publication of the CSM lucion L. Cowart U.S. Army Engineer Center and Fort Belvoir. It is published to provide factual and in-depth information of interest to all Ar· my engineers and engineer units. Articles , photographs and art work of general interest may be submitted for considera tion to Editor, THE ENGINEER Magazine, U.S. Army Engineer Center and Fort Belvoir, Fort Belvoir, VA 22060. Views and DIRECTORATES opinions expressed herein are not necessarily those of the Department of the Army. Funds for printing THE ENGINEER were approved by HQ, Department of the Army, January 1, Directorate of Combat Developments 1974. COL Henry J. Hatch SUBSCRIPTIONS: Individual paid subscriptions are no longer available due to a change in policy necessitated by con Directorate 01 Training straints on personnel authorizations. The magazine is COL Robert E. Conroy available through normal free distribution to active army units and reserve compone nts, service schools and post libraries, Directorate of Training Developments education and training centers, and engineer staff sections COL Francis J. Waiter world wide. Single complimentary copies are also available upon written request. Directorate of Evaluation TELEPHONE: Commercial 703-664-5001/3556; Autovon LTC James L Spencer 354-5001/3556. -

An Investigation of a Prefabricated Steel Truss Girder Bridge with A
AN INVESTIGATION OF A PREFABRICATED STEEL TRUSS GIRDER BRIDGE WITH A COMPOSITE CONCRETE DECK by Tyler William Kuehl A thesis submitted in partial fulfillment of the requirements for the degree of Master of Science in Civil Engineering MONTANA STATE UNIVERSITY Bozeman, Montana April 2018 ©COPYRIGHT by Tyler William Kuehl 2018 All Rights Reserved ii ACKNOWLEDGEMENTS I would like to express the upmost gratitude to my advisor, Dr. Damon Fick, who aided me in my coursework and research during my time at Montana State University. I would also like to recognize the other members of my committee, Dr. Jerry Stephens, Dr. Mike Berry, and Mr. Anders Larsson for their contributions to my research and education. An additional note of gratitude is extended to the various other professors and graduate students who helped with my research and education along the way. Thank you to the Montana Department of Transportation who provided the funding for the research. Lastly, I would like to extend a thank you to my wife, Alyson Kuehl, who has stood by my side through the many years of schooling and came on this adventure of moving across the country to Montana. iii TABLE OF CONTENTS 1. INTRODUCTION .........................................................................................................1 Description of Proposed Prefabricated Bridge System ..................................................1 Summary of Work..........................................................................................................3 2. LITERATURE REVIEW ..............................................................................................5 -
Final Report
Structure Design and Rehabilitation, Inc. FINAL REPORT PREFABRICATED STEEL BRIDGE SYSTEMS FHWA SOLICITATION NO. DTFH61-03-R-00113 Prepared for: Federal Highway Administration Office of Acquisition Management 400 Seventh Street, S.W., Room 4410 Washington, DC 20590 September 2005 TABLE OF CONTENTS PROJECT SUMMARY.............................................................................................................1 1. INTRODUCTION .............................................................................................................3 1.1 State of the Problem and Background ...................................................................... 3 1.2 Objectives of the Study............................................................................................. 5 1.3 Organization of the Report........................................................................................ 7 2. HISTORICAL BACKGROUND OF STEEL BRIDGES .................................................9 2.1 Superstructures........................................................................................................ 10 2.1.1 Temporary Bridges / Emergency Bridges....................................................... 10 2.1.2 Permanent Bridges.......................................................................................... 25 2.2 Substructures........................................................................................................... 48 2.2.1 Prefabricated Steel Piers ................................................................................ -

Sheila Richards “Jay, Jay, Plant Me an Acorn
£1 #119 FOSM 2021 April Friends of Stanpit Marsh friendsofstanpitmarsh.org.uk Foreword from the chair - Alan Hopking Friends, we are living in an unprecedented time – and strangely enough I’m not referring to Covid or lockdown! I’m referring to climate change, because it is bigger than this virus crisis. Climate change endangers us but also thousands of species, animals and plants. Our little organisation is made up of people who love nature in general and the diversity of Stanpit Marsh in particular. We are trying to help the Marsh through this change. Our membership contribution continues to support the Marsh, the Visitor Centre, the volunteers, Marsh studies, etc. But without our organised activities for over a year, finances have decreased and our wish to do more for the wildlife of the Marsh has taken a knock. But we will be back and we look forward to seeing you all again both at the Centre and at our talks and events in just a short time. Enjoy the spring and the warming sun! - 2 - Warden’s Snippets - Robin Harley BCP changes The team is still awaiting restructuring news but with several key staff members leaving the Bournemouth team, Robin will be tem- porarily responsible for staff at both Stanpit and Hengistbury Head from late February. This is only possible because of the support of competent team members on both sides of the harbour. It’s certain- ly a unique opportunity for him to gain a full understanding of local issues! Impacts of Covid-19 It is likely that restrictions will again be slowly eased in the coming weeks. -
What Happened in 1962
WHAT HAPPENED IN 1962 DE HAVILLANDS left in September, and in their wake came a stream of problems. As in the previous year, these problems occupied many of the big headlines in 1962, even before the firm left The most hopeful of all the suspected take-overs of the factory was that by the Beagle Aircraft Company in the early months; the most useful was the Council's offer to operate the 400,000 square feet of factory space as a trading estate if no one else would have it. But the worst problem of all—2,000 redundant personnel, many of them skilled operatives—was no more solved by the close of the year than the unemployment level remaining below three per cent. glosses over. Some of the men took jobs in Holland; some went to other parts of the country; but many remained under-employed in the area. The coming year promises the results of the many steps taken in 1962 in the industrial field. The planning authority must give some final decision on Brush Crystal's application for a Somerford Road factory site. The Minister of Housing and Local Government's decision on the Town Map inquiry is also due. Not without misgivings will the householders of Christchurch await the local budget in March, for at the end of December came the new rating valuations which had worried everyone for almost the whole year. This had alone managed to unite the local ratepayer associations, but their Liaison Committee produced no result of its deliberations about rates. Perhaps the New Year will see something of this. -

The 1St Canadian Division Engineers and Bridge Construction 1939-1945 Bill Rawling
Document généré le 28 sept. 2021 06:46 Scientia Canadensis Canadian Journal of the History of Science, Technology and Medicine Revue canadienne d'histoire des sciences, des techniques et de la médecine Crossing the Gap: The 1st Canadian Division Engineers and Bridge Construction 1939-1945 Bill Rawling Volume 9, numéro 2 (29), décembre–december 1985 URI : https://id.erudit.org/iderudit/800213ar DOI : https://doi.org/10.7202/800213ar Aller au sommaire du numéro Éditeur(s) CSTHA/AHSTC ISSN 0829-2507 (imprimé) 1918-7750 (numérique) Découvrir la revue Citer cet article Rawling, B. (1985). Crossing the Gap: The 1st Canadian Division Engineers and Bridge Construction 1939-1945. Scientia Canadensis, 9(2), 114–132. https://doi.org/10.7202/800213ar Tout droit réservé © Canadian Science and Technology Historical Association / Ce document est protégé par la loi sur le droit d’auteur. L’utilisation des Association pour l'histoire de la science et de la technologie au Canada, 1985 services d’Érudit (y compris la reproduction) est assujettie à sa politique d’utilisation que vous pouvez consulter en ligne. https://apropos.erudit.org/fr/usagers/politique-dutilisation/ Cet article est diffusé et préservé par Érudit. Érudit est un consortium interuniversitaire sans but lucratif composé de l’Université de Montréal, l’Université Laval et l’Université du Québec à Montréal. Il a pour mission la promotion et la valorisation de la recherche. https://www.erudit.org/fr/ 114 CROSSING THE GAP: THE 1ST CANADIAN DIVISION ENGINEERS AND BRIDGE CONSTRUCTION 1939-1945 Bill Rawling* (Received 25 March 1985. Revised/accepted 12 November 1985.) In the course of the Second World War soldiers saw the increased use of technology for air, sea and land forces and their sup• porting arms.