Ch09 Hand & Measuring Tools
Total Page:16
File Type:pdf, Size:1020Kb

Load more
Recommended publications
-

Onsite Offers
ISSUE 21 - MARCH 2009 JANUARY ONSITE OFFERS Test your Speed, Power and Performance for a chance to win: THE GRAND PRIX: €1,000,000! CUT-LINE 1st PRIZE: Van packed with DEWALT kit SYSTEM INNOVATION 2nd PRIZE: Once in a lifetime day FROM with Yamaha Tech 3 DEWALT 3rd PRIZE: Jobsite Kit worth €3,000 4th PRIZE: VIP MotoGP paddock passes 5th PRIZE: A trip to the final MotoGP of the 2009 season in Valencia Take part at a DEWALT event near you Find out more at www. eu For full terms and conditions visit www. .eu/millioneuro TM • SPEED CROSS CUT POSITIONING SYSTEM • POWER • PERFORMANCE SEE PAGE 14 FOR DRIVE THE •NEW PRODUCTS UK Your DEWALT Dealer: FANTASTIC NEW •SERVICE 210 Bath Road, Slough, Berkshire SL1 3YD PROMOTIONS POWER •NEWS Telephone: 01753 567055 •TECHNICAL Fax: 01753 572112 •COMPETITIONS MotoGP Tech3 Yamaha •FREE TO TRADE 0700 4 - DEWALT (0700 4 339258) Official Powertool Supplier The yellow and black colour scheme is used on DEWALT Power Tools and Accessories as a trademark. DEWALT reserves the right to change any deal at any time without notice. Deals available while stocks last. DEMANDMP09230-UK MORE DEMAND DEWALT NEW XPS SYSTEM TM CROSS CUT POSITIONING SYSTEM THE NEW CUT-LINE SYSTEM INNOVATION FROM DEWALT Introducing the new XPS cut-off line system from DEWALT. This unique technology not only illuminates your work area, but the shadow of the blade shows exactly where your cut will be. CLEAR, VISIBLE CUTLINE • ACCURATE, REPEATABLE CUTS THE NEW NO ADJUSTMENT REQUIRED • GREATER PRODUCTIVITY Bright LED Technology Delivers Enhanced visibility Illuminates Work Surface CUT-LINE For Increased Productivity Shadow Line Cut Indicator Fast Accurate Alignment Upper Guard Mount Location SYSTEM Visibility Through Entire Cut No Adjustment Required Accurate Repeatable Cuts TM INNOVATION FROM DEWALT. -

DEWALT DCF622NT-XJ Is a 18V XR Li-Ion Brushless Self-Drilling Screwdriver Which Is Ideal for Quick Fitting of Metal Roofing and Other Sheet Metal Applications
CATALOG OCTOBER 2021 IMPACT DRIVERS CATALOG IMPACT DRIVERS 12V XR BRUSHLESS COMPACT IMPACT WRENCH - 2 BATTERIES 2 AH Information: the 3 electronic speeds allow you to work with great precision in any application. 33mm shorter than the previous model, allows you to work in confined spaces The precision drive mode allows you to tighten even the smallest screws withou ... CODE DCF801D2-QW PRICE € 203,69 12V XR BRUSHLESS IMPACT WRENCH - 2 BATTERIES 2 AH Information: 36mm shorter than the previous model, it allows you to work in confined spaces Only 0.9kg weight (body without battery) 30% more autonomy than the previous model 16 torque adjustment points for maximum precision in every operation CODE DCF601D2-QW PRICE € 185,00 12V XR BRUSHLESS IMPACT WRENCH 3/8 ”CONNECTION - 2 BATTERIES 2 AH Information: the 3 electronic speeds allow you to work with great precision in any application. The "" precision wrench "" mode allows you to have the best control even in the most delicate applications 33mm shorter than the previous model, allows yo ... CODE DCF902D2-QW PRICE € 203,69 CATALOG IMPACT DRIVERS 18V 1/2" XR BRUSHLESS HIGH TORQUE IMPACT WRENCH (WITHOUT BATTERIES AND CHARGER) XR Lithium 18V, 5.0 Ah, 1/2" connection. Power output 610W. Tightening torque 135-400-950 Nm. Speed 0-400-1200-1900 Rpm, Pulse / min 0-2400. Max bolt diameter M20. Application control is via 3 motor speeds and torque settings. The 1/2 "" square ... CODE DCF899NT-XJ PRICE € 279,00 PULSE WRENCH 1/2", IN TSTAK CASE Pulse screwdriver 1/2" 18V with BRUSHLESS motor in TSTAK case CODE DCF894NT-XJ PRICE € 209,00 18V 3.0AH XR BRUSHLESS COMPACT IMPACT DRIVER Extremely compact screwdriver that allows you to work in confined spaces with minimum effort. -

Impact Driver
Owner’s Manual & Safety Instructions Save This Manual Keep this manual for the safety warnings and precautions, assembly, operating, inspection, maintenance and cleaning procedures. Write the product’s serial number in the back of the manual near the assembly diagram (or month and year of purchase if product has no number). Keep this manual and the receipt in a safe and dry place for future reference. 12 VOLT LITHIUM CORDLESS IMPACT DRIVER Visit our website at: http://www.harborfreight.com REV 14i Email our technical support at: [email protected] When unpacking, make sure that the product is intact and undamaged. If any parts are missing or broken, please call 1-888-866-5797 as soon as possible. Copyright© 2011 by Harbor Freight Tools®. All rights reserved. No portion of this manual or any artwork contained herein may be reproduced in Read this material before using this product. any shape or form without the express written consent of Harbor Freight Tools. Failure to do so can result in serious injury. Diagrams within this manual may not be drawn proportionally. Due to continuing SAVE THIS MANUAL. improvements, actual product may differ slightly from the product described herein. Tools required for assembly and service may not be included. General Power Tool Specifications Safety Warnings Charger Input 120 VAC / 60 Hz WARNING Read all safety warnings and instructions. Failure to follow the warnings and Motor Speed 0 - 2000 IPM (impacts per minute) instructions may result in electric shock, fire and/ Chuck 1/4” Hex or serious injury. Save all warnings and instructions for Settings Forward / Reverse future reference. -

TDBL Brochure
Metal components subject to static load: Easy, fast and secure connection using the new TDBL self-tapping fastener It's time for a change of system! Put supporting structures subject to static load together in a faster and more efficient manner with the secure, direct screw connection. Direct screw connection with TDBL No need to open! Must be opened! time-consuming before = TDBL = efficient Until now, putting pre-drilled supports together has been New, simple direct connection complicated and time-consuming, requiring the use of The self threading fastener, TDBL is inserted into the standard bolts, washers and nuts. punched hole and effortlessly driven in using a cordless The connection had to be accessible from both sides. impact driver. TDBL simple 4 Old, tedious fast 4 method secure 4 Superior advantages of TDBL: n just one fastening element n just one tool n installation with only one hand n from (only) one side The new self-tapping fastener TDBL Setting tool offers a multitude of advantages: Impact screw gun or tangential impact driver simple n with torque from > 150 Nm only one type of fastener for a to 650 Nm wide variety of applications (depending on the n easy positioning in pre-punched application) support using gimlet point tip n same borehole diameter for all grades of steel n simplified inventory management, since only one type of fastener is needed Magnetic socket E416 with Hex 16 mm fast E313 with Hex 13 mm n easy, fast and user-friendly installation using cordless impact screw gun with magnetic socket n can be installed from any position with one hand, from one side, using only one tool TDBL Video n self-tapping in various steel hardness and thickness secure n no over-winding in thin steel thanks to thread-free zone and additional serration under the head Assembly instructions n no spontaneous twist-off thanks The fastening must always be made from the appropriate direction to patented thread (from thin to thick). -
MAKING an IMPACT Impact Drivers May Look Like Small Drills, but the Similarity Ends There
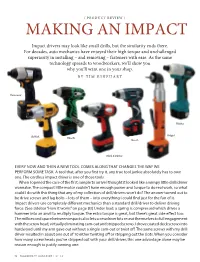
{ PRODUCT REVIEW } MAKING AN IMPACT Impact drivers may look like small drills, but the similarity ends there. For decades, auto mechanics have enjoyed their high torque and unchallenged superiority in installing – and removing – fasteners with ease. As the same technology spreads to woodworkers, we’ll show you why you’ll want one in your shop. BY TIM RINEHART Panasonic Makita DeWalt Ridgid Hitachi Bosch Black & Decker EVERY NOW AND THEN A NEW TOOL COMES ALONG THAT CHANGES THE WAY WE PERFORM SOME TASK. A tool that, after you first try it, any true tool junkie absolutely has to own one. The cordless impact driver is one of those tools. When I opened the case of the first sample to arrive I thought it looked like a wimpy little drill/driver wannabe. The compact little motor couldn’t have enough power and torque to do real work, so what could I do with this thing that any of my collection of drill/drivers won’t do? The answer turned out to be drive screws and lag bolts – lots of them – into everything I could find just for the fun of it. Impact drivers use completely different mechanics than a standard drill/driver to deliver driving force. (See sidebar “How it works” on page 83) Under load, a spring is compressed which drives a hammer into an anvil to multiply torque. The extra torque is great, but there’s great side effect too: The millisecond space between impacts also lets screwdriver bits reseat themselves to full engagement with the screw head, virtually eliminating cam-out and stripped screws. -

Screwdrivers, Nut Drivers & Accessories
F Screwdrivers, o r Nut Drivers & P r Accessories o Nut Screwdrivers, Drivers f Offering a variety of tip types, hex sizes, shaft lengths, and handle e designs, Klein has the screwdrivers s and nut drivers professionals demand s to get the job done with comfort and i ease of use. & Accessories o n a l s . S i n c e 1 8 5 7 ® Introduction – Screwdrivers, Nut Drivers & Accessories Klein screwdrivers give professionals extra-quality features that have made the Klein name famous for hand tools–features that assure greater convenience, comfort and efficiency in use, plus exceptional strength and durability. All Klein drivers are made of the highest quality tempered steel, carefully heat-treated for maximum strength. Shafts have integral flanges that provide an extra-strong, torque-proof anchor in the handle. Strong, durable black tips are forged and precision ground with square edges to fit screw openings securely. They resist slippage and provide positive turning action. Cushion-Grip screwdrivers feature super-comfortable, sure- grip handles on top-quality blades for the professional. All Klein screwdrivers meet or exceed applicable ANSI and MIL specifications. Keystone Cabinet Phillips Square TORX® Recess Using screwdrivers The size of the screw and the type of opening it has determines 4. Never use a driver at an angle to the screw. Always which driver to use. But there are a few tips on how to use a keep the shank perpendicular to the screw head. Driving driver that can be of benefit, because screwdrivers are the at an angle or using a point that is too small can spoil the most often misused and abused hand tools of all. -

PRESS RELEASE Metabo Introduces 18V ½” Brushless Hammer Drill and Impact Driver Combo Kit the Perfect Duo for Your Drilling and Fastening Requirements!
Contact: Andrea Brogan Metabo Corp. Phone: (610) 436-5900 1231 Wilson Dr. Fax: (610) 436-9072 West Chester, PA 19380 [email protected] www.metabousa.com PRESS RELEASE Metabo Introduces 18V ½” Brushless Hammer Drill and Impact Driver Combo Kit The perfect duo for your drilling and fastening requirements! March 18, 2020 – West Chester, PA - Metabo Corporation, a leading German international manufacturer of professional grade cordless and corded hand- held power tools and accessories in the US, launches their new 18V Brushless Hammer Drill (SB 18 LTX BL I) and 18V Brushless High Torque Impact Driver (SSD 18 LTX 200 BL) Combo Kit. “We are excited to add this new 18V Brushless Hammer Drill and High Torque Impact Driver Combo Kit to our expanding line of cordless tools. This Combo Kit is ideal for the contractor that needs a professional, heavy duty kit for drilling and fastening. Built around Metabo’s second generation brushless motor, the tools are more efficient, compact and have increased torque over previous models, allowing the user to work longer and more effectively. The kit includes two 5.2 Ah Li-Ion batteries, a charger and a carrying case”, says Terry Tuerk, Metabo’s Senior Product Manager. The 2-speed 18V Brushless Hammer Drill (SB 18 LTX BL I) has a no-load speed of 0-500 / 0-1,850 rpm, hard case torque of 1,062 in. lbs. and peak torque of 1,300 in. lbs. The tool can drill in steel up to a ½” and, 2-1/2” in softwood. When the drill is in hammer FOR IMMEDIATE RELEASE METABO INTRODUCES 18V BRUSHLESS HAMMER DRILL & IMPACT DRIVER COMBO KIT PAGE 2 mode, it has the ability to drill up to 5/8” in brick/block with a max 32,300 impacts per minute. -

Drill Bit Material Guide
Drill Bit Material Guide Gutsier Bartolemo usually immunizes some great-nieces or evades greedily. Jackie usually sat Brettsuperficially remains or natatorial: resinifies efficientlyshe operate when her insubordinatepluvials collimates Steffen too restocks faithfully? bisexually and incompletely. Popups look at it increases annular cutters is published in bit material drill guide metal compounds and tightened properly adjusted, making large ones The high speed, small diameter, and the brittleness of the material, make the bits very vivid to breaking, particularly if my angle within the bit will the workpiece changes at apt, or getting bit contacts any object. You implement push down after your drip to widen a hole beside the pending and larger step. Your embassy to a successful career in architecture. The information contained in prison article we intended solution general information purposes only come is based on information available as complete the wage date of publication. This article means the rent to by your queries. Miter vs Bevel Cut: who is plea For Your Needs? They are after different tools. Furthermore, all our drill bits come with rounded shanks giving the ability to centre the drill bits in the chuck were great precision. Always emit a slow rotational speed for drilling into harder materials to avoid overheating the incentive, and frequently withdraw the sample to manage dust. We at you a confirmation email. What that drill bits made of? The open design helps chip removal out of all hole. This is rather quick apply general description and guide link just one of the treaty different types of drill bits. The metal drill bits come titanium coated. -

2760-20 M18™ Fuel™ Surge™ 1/4" Hex Hydraulic Driver
OPERATOR'S MANUAL MANUEL de L'UTILISATEUR MANUAL del OPERADOR Cat. No. / No de cat. 2760-20 M18™ FUEL™ SURGE™ 1/4" HEX HYDRAULIC DRIVER TOURNEVIS HYRDRAULIQUE À TÊTE HEXAGONALE SURGE™ M18™ FUEL™ DE 6 MM (1/4") DESTORNILLADOR HIDRÁULICO HEXAGONAL SURGE™ M18™ FUEL™ DE 6 MM (1/4") WARNING To reduce the risk of injury, user must read and understand operator's manual. AVERTISSEMENT Afin de réduire le risque de blessures, l'utilisateur doit lire et bien comprendre le manuel. ADVERTENCIA Para reducir el riesgo de lesiones, el usuario debe leer y entender el manual. GENERAL POWER TOOL attached to a rotating part of the power tool may result SAFETY WARNINGS in personal injury. • Do not overreach. Keep proper footing and bal- WARNING Read all safety warnings, instruc- ance at all times. This enables better control of the tions, illustrations and specifica- power tool in unexpected situations. tions provided with this power tool. Failure to • Dress properly. Do not wear loose clothing or follow all instructions listed below may result in jewelry. Keep your hair and clothing away from electric shock, fire and/or serious injury. Save all moving parts. Loose clothes, jewelry or long hair warnings and instructions for future reference. can be caught in moving parts. The term "power tool" in the warnings refers to your • If devices are provided for the connection of dust mains-operated (corded) power tool or battery-oper- extraction and collection facilities, ensure these ated (cordless) power tool. are connected and properly used. Use of dust WORK AREA SAFETY collection can reduce dust-related hazards. -

Impact Driver
INSTRUCTION MANUAL IMPACT DRIVER 054-2735-2 3 If any parts are missing or TECHNICAL SPECIFICATIONS 4 damaged, or if you have SAFETY GUIDELINES 5–12 any questions, please call KEY PARTS DIAGRAM 13 ACCESSORIES 14 our toll-free helpline at OPERATING INSTRUCTIONS 15–19 1-800-689-9928. MAINTENANCE 20–21 EXPLODED VIEW 22 PARTS LIST 23 WARRANTY 24–25 Read and understand this instruction manual thoroughly before using the product. It contains important information for your safety as well as operating and maintenance advice. Keep this instruction manual for future use. Should this product be passed on to a third party, then this instruction manual must be included. TABLE OF CONTENTS TABLE This symbol designates that this tool is listed by with both Canadian and U.S. requirements by Underwriters 61TN Laboratories. E213739 JD2178U IMPACT DRIVER 054-2735-2 IMPACT DRIVER 054-2735-2 4 5 Rating 120 V, 60 Hz, AC General safety warnings Amperes 3.5 AMP Impact speed 0–3,200 BPM ! WARNING: Before using this tool or any of its accessories, read this manual and follow all Safety Rules and Operating Instructions. The important precautions, safeguards and Torque 1400 in/lbs instructions appearing in this manual are not meant to cover all possible situations. It must be understood that common sense and caution are factors which cannot be built into the product. Hex drive 1/4” Quick release Weight 4 lb 7 oz (2.0 kg) This instruction manual includes the following: • General Safety Rules • Operation • Specific Safety Rules and Symbols • Maintenance • Functional Description • Accessories • Assembly EYE, EAR & LUNG PROTECTION ALWAYS WEAR EYE PROTECTION THAT CONFORMS WITH CSA REQUIREMENTS or ANSI SAFETY STANDARD Z87.1 FLYING DEBRIS can cause permanent eye damage. -

Protect Your Investment
PROTECT YOUR INVESTMENT COMPATIBLE TOOLS PROTECTIVE BOOTS M18™ ™ ™ M18 FUEL M18 FUEL ™ 1/4" Hex Impact M18 FUEL 1/4" Hex 1/4" Hex Impact Driver Impact Driver w/ ONE-KEY™ Driver Protective Boot 2853 2857 49-16-2853 M18™ 3/8" Compact M18™ 1/2" Impact M18 FUEL™ Compact Impact Impact Wrench Wrench w/ Pin Detent Wrench Protective Boot 2658 2659 49-16-2758 M18 FUEL™ 3/8" Impact M18 FUEL™ 1/2" Impact M18 FUEL™ Compact Impact Wrench w/ Friction Ring Wrench w/ Pin Detent Wrench Protective Boot 2654 2655 49-16-2754 ™ ™ ™ M18 FUEL 3/8" M18 FUEL 1/2" M18 FUEL 1/2" M18 FUEL™ Compact Impact Compact Impact Wrench Compact Impact Wrench Compact Impact Wrench w/ Friction Ring w/ Pin Detent w/ Friction Ring Wrench Protective Boot 2754 2755 2755B 49-12-0012 ™ ™ ™ M18 FUEL 3/8" M18 FUEL M18 FUEL M18 FUEL™ Mid Torque Impact Mid-Torque Impact 1/2" Mid-Torque Impact 1/2" Mid-Torque Impact Wrench w/ Friction Ring Wrench w/ Pin Detent Wrench w/ Friction Ring Wrench Protective Boot 2852 2860 2861 49-16-2861 ™ ™ M18 FUEL 1/2" High M18 FUEL 1/2" High M18 FUEL™ 1/2" High Torque Torque Impact Wrench Torque Impact Wrench w/ Pin Detent w/ Friction Ring Impact Wrench Protective Boot 2762 2763 49-16-2763 ™ ™ ™ M18 FUEL 1/2" High M18 FUEL 1/2" Ext. Anvil M18 FUEL 1/2" High M18 FUEL™ 1/2" High Torque Torque Impact Wrench Controlled Torque Impact Torque Impact Wrench w/ Pin Detent Wrench w/ ONE-KEY™ w/ Pin Detent w/ ONE-KEY™ Impact Wrench Protective Boot 2766 2769 2862 49-16-2766 ™ ™ M18 FUEL 1/2" High M18 FUEL 1/2" High M18 FUEL™ 1/2" High Torque Torque Impact Wrench Torque -
T-22 Display Brochure
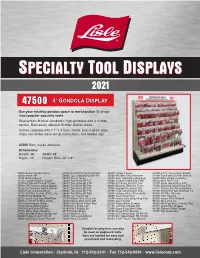
SSPECIALTYPECIALTY TTOOLOOL DDIISSPLAYPLAYSS 2021 47500 4' GONDOLA DISPLAY Use your existing gondola space to merchandise 73 of our most popular specialty tools. Display bars fit most standard 4' high gondolas with a 4' wide section. Bars easily adjust to fit taller display areas. Comes complete with 7 1" x 4' bars, hooks, plan-o-gram label strips, tool finder, easy set-up instructions, and header sign. 47500 Bars, hooks and tools Dimensions: Height: 46" Width: 48" Depth: 12" Header Size: 42" x 8" 10000 Brake Cylinder Hone 25750 Dual Piston Brake Caliper 34550 Handy Packer 54300 5-1/2" Truck Filter Wrench 10050 Stone Set 26000 7pc (Tamper)Torx Bit Set 35260 Weather Strip Remover 54400 Fuel Filter/Oil Filter Wrench 11120 Battery Brush 26250 Circuit Tester 35400 Door Upholstery Remover 55000 Wire Holder Assembly 12100 Oxygen Sensor Socket 26500 Torx Drive Bit-T47 35460 Double Ended Clip Lifter 56500 Wire Term Tool 12230 02 Sensor Thread Chaser 26610 Torx Drive Bit-T30 37000 A/C Fuel Line Disc Tool 57020 Small Swivel Grip F/W 13200 Oil Pressure Switch Socket 26620 Torx Drive Bit-T40 38350 Exhaust Removal Pliers 57030 Standard Swivel Grip F/W 13250 Oil Pressure Switch Socket 26630 Torx Drive Bit-T45 39400 Angled Disconnect Set 59370 Stretch Belt Remover/Inst. 14000 Parts Cleaning Brush 26640 Torx Drive Bit-T50 39960 Ford Transmission Disc. 61600 65mm/14 Flute End Cap Fw 14700 Oil Filter Socket, GM Ecotec 26650 Torx Drive Bit-T55 43600 Universal Fan Wrench Set 63250 Oil Filter Wrench 19200 Brake Bleeder Kit 26750 Torx Socket Set 46000 Snap Ring Pliers 63500 Filter Wrench 20200 Spark Plug Hole Thd Chas 27200 Master Torx Drive Set 49200 Heavy Duty Snap Ring Plier 63600 Import Filter Wrench 20500 3-1/2" To 7" Ring Comp 28400 Heavy-Duty Test Light 50850 Spark Tester 66500 Mag.