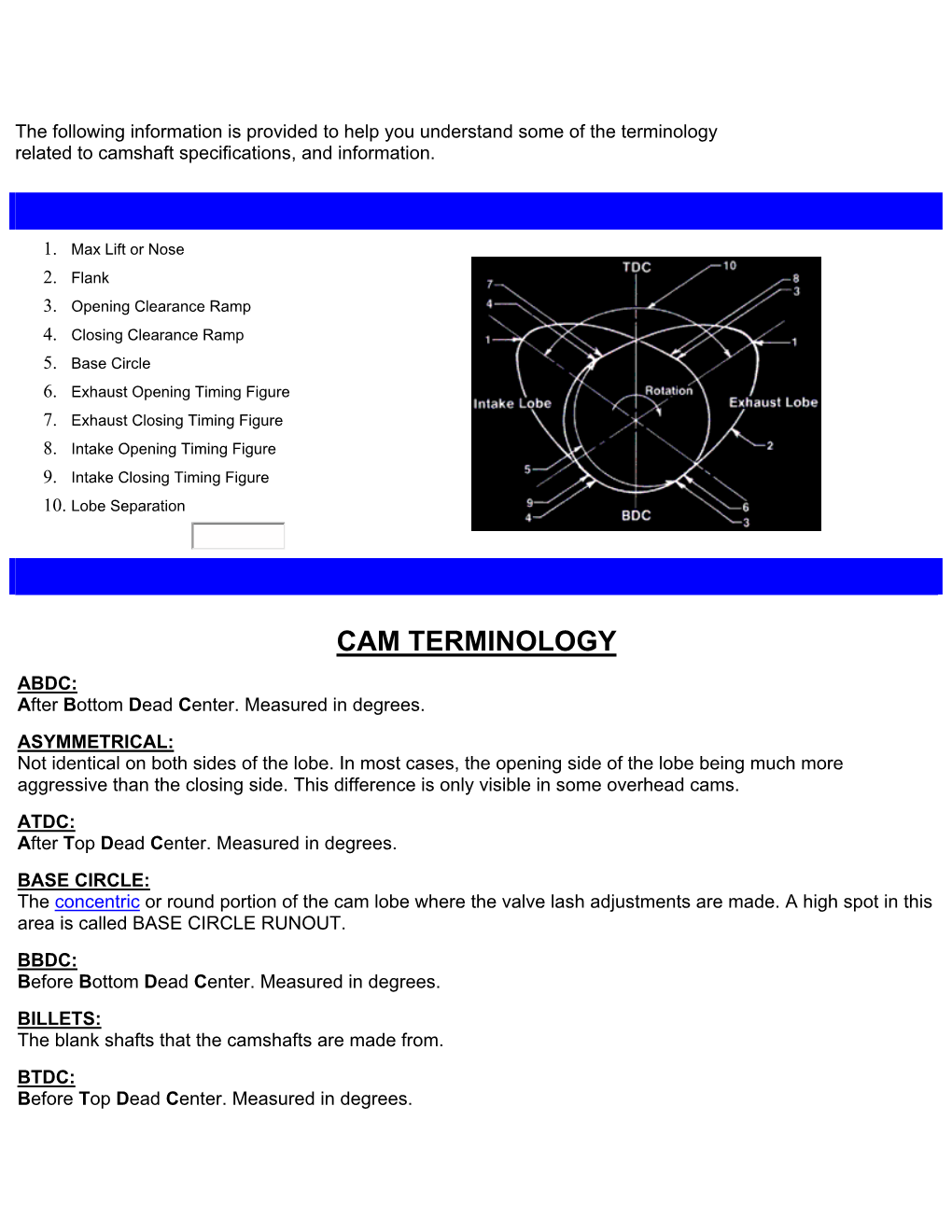
CAM TERMINOLOGY ABDC: After Bottom Dead Center
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Harrop Camshaft Grind Specifications
Harrop Engineering Australia Pty Ltd www.harrop.com.au ABN: 87 134 196 080 Phone: +61 3 9474 - 0900 96 Bell Street, Preston, Fax: +61 3 9474 – 0999 Melbourne, VIC, 3072, Australia Email: [email protected] Harrop Camshaft Grind Specifications Harrop HO1 Camshaft 226/232 .607”/.602” @ 112 LSA Great NA camshaft Lumpy idle but acceptable driveability, Great power and torque Manual or auto standard gear ratios are ok but 3.7 or 3.9 would be preferred. Automatic may require stall converter. Could be used in boosted application but due to low LSA Would require smaller pulley to be increase boost. Harrop HO2 camshaft 224/232 .610” / .610” @ 114 LSA Great blower camshaft offering acceptably lumpy idle and great drivability, this camshaft will give great power through the mid to high RPM range. As this camshaft is more aggressive then the H05. Normally this would require a stall converter, it can be run on a standard converter but it may push on it slightly. Sound clip: https://www.youtube.com/watch?v=NvOGohRd7-k Harrop H03 Camshaft 232/233 .610” / .602” @ 112 LSA Will give great lumpy cammed affect, Low LSA would take boost out of a forced induction motor. Largest recommend camshaft for a 5.7 N/A , Acceptable in 6.0L and 6.2L square port engines, Must have 3.7 (square port) or 3.9 (LS1) for the best results in a manual car. Auto would require stall converter. 1 / 2 File: Harrop Letter Head “Commercial in Confidence” Issue:12th January 2018 designdevelop deliver Print: Friday, 25 September 2020 ` Harrop HO4 camshaft 234/238 .593” / .595” @ 114 LSA The H04 is designed with Forced induction in mind but can be used as a naturally aspirated camshaft as well. -

Valvetrain Repair - Fixing Valve Float Diagnosing Valve Float Issues Found in an Engine from the February, 2009 Issue of Circle Track Magazine by Jeff Huneycutt
Valvetrain Repair - Fixing Valve Float Diagnosing Valve Float Issues Found In An Engine From the February, 2009 issue of Circle Track magazine By Jeff Huneycutt While making our usual rounds of shops, we came across a problem that plagues many rebuilders and unnecessarily costs them lots of money-and we thought we'd share the solution with you. While performing a rebuild of a late-model Chevy engine, cylinder head specialist Kevin Troutman of KT Engine Development saw the telltale signs of classic valve float. The customer either didn't notice or just didn't bother to mention the problem to KT Engines, and the results were costly. But the good news is that valve float can be avoided. Valve float occurs when the valve springs are incapable of holding the valvetrain against the camshaft lobe after peak lift. This happens when either the weight of the combined valvetrain components or the rpm speed of the engine creates so much inertia that the spring is no longer able to control the valve. The most common response to valve float is to increase the strength of the spring so that it can better control valve motion. But stronger springs generally weigh more and cause their own problems. Achieving the optimum strength-to-weight ratio is a delicate balancing act for every engine builder. The most efficient and dependable engines are able to hit the sweet spot in the triangle created between strength of the valve spring, weight of the valvetrain components (lifters, pushrods, rocker arms, valves, retainers, locks, and springs), and the engine's peak rpm levels. -

The Design and Validation of Engine Intake Manifold Using Physical
International Journal of Automobile Engineering Research and Development (IJAuERD) ISSN (P): 2277–4785; ISSN (E): 2278–9413 Vol. 9, Issue 2, Dec 2019, 1–10 © TJPRC Pvt. Ltd. THE DESIGN AND VALIDATION OF ENGINE INTAKE MANIFOLD USING PHYSICAL EXPERIMENT AND CFD GURU DEEP SINGH, KESHAV KAUSHIK & PRADEEP KUMAR JAIN Department of Mechanical Engineering, Delhi Technological University, Main Bawana Road, New Delhi, India, ABSTRACT Race-car engineers aim to design an intake manifold which can maintain both low-end and top-end power without compromising the responsiveness of the engine throughout the power band. A major obstacle in achieving this goal is the rule requirement by FSAE for the mandatory presence of air intake restrictor which limits top-end power. In this paper, the selection criteria for design parameters such as runner length, plenum volume and intake geometry have been discussed. The effect of runner length and plenum volume on throttle response and manifold pressure has been studied through a physical exp. on a prototype variable geometry intake manifold. CFD simulations have been performed on ANSYS CFX to optimize the geometry for venturi and plenum. The geometry for which there was minimum pressure loss and maximum mass flow rate was chosen in the final design. The adopted approach was Original Article Article Original validated by conducting the same exp. on the designed intake manifold. KEYWORDS: Air Intake Manifold, CFD, FSAE, Engine, Converging- Diverging Nozzle & Variable Length Intake Manifold Received: Jun 13, 2019; Accepted: Jul 04, 2019; Published: Jul 22, 2019; Paper Id.: IJAuERDDEC20191 1. INTRODUCTION FSAE is the largest engineering design competition in the world which gives students an opportunity to design and manufacture a race pertaining to a series of rules whose purpose is both to ensure on-site event operations and promote clever problem solving. -

Mean Value Modelling of a Poppet Valve EGR-System
Mean value modelling of a poppet valve EGR-system Master’s thesis performed in Vehicular Systems by Claes Ericson Reg nr: LiTH-ISY-EX-3543-2004 14th June 2004 Mean value modelling of a poppet valve EGR-system Master’s thesis performed in Vehicular Systems, Dept. of Electrical Engineering at Linkopings¨ universitet by Claes Ericson Reg nr: LiTH-ISY-EX-3543-2004 Supervisor: Jesper Ritzen,´ M.Sc. Scania CV AB Mattias Nyberg, Ph.D. Scania CV AB Johan Wahlstrom,¨ M.Sc. Linkopings¨ universitet Examiner: Associate Professor Lars Eriksson Linkopings¨ universitet Linkoping,¨ 14th June 2004 Avdelning, Institution Datum Division, Department Date Vehicular Systems, Dept. of Electrical Engineering 14th June 2004 581 83 Linkoping¨ Sprak˚ Rapporttyp ISBN Language Report category — ¤ Svenska/Swedish ¤ Licentiatavhandling ISRN ¤ Engelska/English ££ ¤ Examensarbete LITH-ISY-EX-3543-2004 ¤ C-uppsats Serietitel och serienummer ISSN ¤ D-uppsats Title of series, numbering — ¤ ¤ Ovrig¨ rapport ¤ URL for¨ elektronisk version http://www.vehicular.isy.liu.se http://www.ep.liu.se/exjobb/isy/2004/3543/ Titel Medelvardesmodellering¨ av EGR-system med tallriksventil Title Mean value modelling of a poppet valve EGR-system Forfattare¨ Claes Ericson Author Sammanfattning Abstract Because of new emission and on board diagnostics legislations, heavy truck manufacturers are facing new challenges when it comes to improving the en- gines and the control software. Accurate and real time executable engine models are essential in this work. One successful way of lowering the NOx emissions is to use Exhaust Gas Recirculation (EGR). The objective of this thesis is to create a mean value model for Scania’s next generation EGR system consisting of a poppet valve and a two stage cooler. -
Installation Instructions
Part number SP1898 2003-06 Mitsubishi Evo VIII, MR,IX 2.0L 4 cyl. A. 2 3/4” Throttle body piping step down to 2 1/2” 1- Dyno-proven aluminum cast intake B. 2 1/2” Secondary piping to intercooler outlet 1- Three piece intercooler pipes C. 2” Turbo outlet step up to 2 1/2” “A” (T/B), “B” (intercooler) “C” (turbo) Congratulations! You have just purchased the best engineered, 1- 4 1/2” Injen filter (#1018) dyno-proven air intake system with intercooler piping available. 1- 1890 composite filter flange (#14031) Please check the contents of this box immediately. 1- 90 deg. silicone T/B elbow (#3139) Report any defective or missing parts to the Authorized Injen 1- 2 1/2” x 3” x 1 7/8” long (#3110) Technology dealer you purchased this product from. Turbo inlet step hose Before installing any parts of this system, please read the instructions 1- 2 1/2” straight hose A to B coupler(#3048) thoroughly. If you have any questions regarding installation please 2 1/2” long contact the dealer you purchased this product from. 1- 3 1/4” ID intake to sensor housing hose (#3045) Installation DOES require some mechanical skills. A qualified 1- 1 3/4” ID x 2 1/2” long hose (#3071) mechanic is always recommended. Turbo side hose *Do not attempt to install the intake system while the engine is hot. 2- 1 1/4” x 2” long BOV hose (#3100) The installation may require removal of radiator fluid line that may be hot. -

Executive Order D-425-50 Toyota Racing Development
State of California AIR RESOURCES BOARD EXECUTIVE ORDER D—425—50 Relating to Exemptions Under Section 27156 of the California Vehicle Code Toyota Racing Development TRD Supercharger System Pursuant to the authority vested in the Air Resources Board by Section 27156 of the Vehicle Code; and Pursuant to the authority vested in the undersigned by Section 39515 and Section 39516 of the Health and Safety Code and Executive Order G—14—012; IT IS ORDERED AND RESOLVED: That the installation of the TRD Supercharger System, manufactured and marketed by Toyota Racing Development, 19001 South Western Avenue, Torrance, California, has been found not to reduce the effectiveness of the applicable vehicle pollution control systems and, therefore, is exempt from the prohibitions of Section 27156 of the Vehicle Code for the following Toyota truck applications: Part No. Model Year Engine Disp. Model PTR29—34070 2007 to 2013 5.7L (3UR—FE) Tundra PTR29—00140 2014 to 2015 5.7L (3UR—FE) Tundra PTR29—34070 2008 to 2013 5.7L (3UR—FE) Sequoia PTR29—00140 2014 to 2015 5.7L (3UR—FE) Sequoia PTR29—60140 2008 to 2015 5.7L (3UR—FE) Land Cruiser/LX570 PTR29—35090 2005 to 2015 4.0L (1GR—FE) Tacoma PTR29—35090 2007 to 2009 4.0L (1GR—FE) FJ Cruiser PTR29—35090 2003 to 2009 4.0L (1GR—FE) 4—Runner PTR29—00130 2010 to 2014 4.0L (1GR—FE) FJ Cruiser PTR29—00130 2010 to 2015 4.0L (1GR—FE) 4—Runner The 5.7L Supercharger System includes a Magnuson supercharger (rated at a maximum boost of 8.5 psi.) with a 2.45 inch diameter supercharger pulley and the stock crankshaft pulley, high flow injectors to replace the stock injectors, a new ECU calibration, intercooler, intake manifold, an air bypass valve, and a new replacement fuel pump which is located in the fuel tank. -

4.6L/5.4L Sohc Modular ( 2 Valve ) Mechanical Flat
4.6L/5.4L SOHC MODULAR (2 VALVE ) MECHANICAL FLAT TAPPET Ford Low Lift Design 1994-1998 (Early Model Cylinder Head) Advertised Duration Gross Lift Suitable Description Part Lobe Duration @ .050" Lobe Lift (1.8) Component Number Sep Intake Exhaust Intake Exhaust Intake Exhaust Intake Exhaust Kit FACTORY OEM SPECS (1994-98) Stock 233° Lobe 242° 186° Lobe 191° Stock .256" .259" .461" .466" 242° Valve 254° 202° Valve 207° STAGE 1 62811-2 252° Lobe 256° 204° Lobe 208° 84706 .296" .296" .532" .532" Hot street profi le. Emphasis on mid range. Spring recommended. RPM Range: 1500 to 6000+ on 4.6L, 5.4L will be lower MTO 114° 266° Valve 270° 220° Valve 224° 84707 STAGE 2 62812-2 258° Lobe 258° 212° Lobe 212° 84706 114° .296" .296" .532" .532" Designed specifi cally for supercharger applications for street use. RPM Range: 1750 to 6500+ on 4.6L, 5.4L will be lower MTO 272° Valve 272° 230° Valve 230° 84707 STAGE 3 62813-2 258° Lobe 258° 212° Lobe 212° 114° Designed specifi cally for supercharger applications for street use. RPM Range: 1750 to 6500+ on 4.6L, 5.4L will be lower MTO 272° Valve 272° 230° Valve 230° CUSTOM GROUND 4.6L/5.4L CAMS 00080-2 Special order custom ground profi les available for an additional charge. Proprietary and confi dential profi les also Refer to www.crower.com for available. camshaft recommendation Note: These cams use .000" intake and exhaust valve lash. NOTE: These cams require aftermarket cam bolt kit #86053-2. The factory bolt WILL NOT work. -
Marvel-Schebler-Manual.Pdf
SERVICE MANUAL for MARVEL-SCHEBLER TRACTOR and INDUSTRIAL CARBURETORS MODELS DLTX & TSX MARVEL-SCHEBLER PRODUCTS DIV. BORG-WARNER CORPORATION DECATUR, ILL, USA. 2 Principle of Operation Marvel-Schebler Carburetors are used on thousands of tractor and industrial engines and have been designed to provide many years of trouble-free service, however, as in the case of all mechanical devices, they do in time require proper service and repairs. An understanding of their construction and how they operate as well as an understanding of their function with respect to the engine will not only avoid many false leads on the part of the serviceman in diagnosing so-called carburetor complaints but will create customer satisfaction and a profitable business for the progressive service shop. To understand a carburetor, it is necessary to realize that there is only one thing that carburetor is designed to do and that is to mix fuel and the air in the proper proportion so that the mixture will burn efficiently in an engine. It is the function of the engine to convert this mixture into power. There are three major factors in an engine which control the change of fuel and air into power: 1. Compression. 2. Ignition. 3. Carburetion. Carburetion has been listed last because it is absolutely necessary for the engine to have good compression and good ignition before it can have good carburetion. When the average person thinks of “carburetion” they immediately think of the carburetor as a unit. Carburetion is the combined function of the carburetor, manifold, valves, piston and rings, combustion chamber, and camshaft. -

The Trilobe Engine Project Greensteam
The Trilobe Engine Project Greensteam Michael DeLessio 4/19/2020 – 8/31/2020 Table of Contents Introduction ................................................................................................................................................... 2 The Trilobe Engine ................................................................................................................................... 2 Computer Design Model ............................................................................................................................... 3 Research Topics and Design Challenges ...................................................................................................... 4 Two Stroke Engines .................................................................................................................................. 4 The Trilobe Cam ....................................................................................................................................... 5 The Flywheel ............................................................................................................................................ 6 Other “Tri” Cams ...................................................................................................................................... 7 The Tristar ............................................................................................................................................. 8 The Asymmetrical Trilobe ................................................................................................................... -

Understanding Overhead-Valve Engines Once Unheard of These Engines Now Supply the Power for Nearly All of Your Equipment
Understanding Overhead-Valve Engines Once unheard of these engines now supply the power for nearly all of your equipment. By ROBERT SOKOL Intertec Publishing Corp., Technical Manuals Division You've all heard about overhead valves when shopping Valve-Design Characteristics for power equipment, but what do they mean to you? Do The valves consist of a round head, a stem and a groove you need overhead valves? Do they cost more? What will at the top of the valve. The head of the valve is the larger they do for you? Twenty years ago, overhead valves were end that opens and closes the passageway to and from the unheard of in any type of power equipment. Nowadays, it combustion chamber. The stem guides the valve up and is difficult to find a small engine without them. down and supports the valve spring. The groove at the top In an engine with overhead valves, the intake and of the valve stem holds the valve spring in place with a exhaust valve(s) is located in the cylinder head, as opposed retainer lock. The valves must open and close for the air- to being mounted in the engine block. Many of the larger and-fuel mix to enter, then exit, the combustion chamber. engine manufacturers still offer "standard" engines that Proper timing of the opening and closing of the valves is have the valves in the block. Their "deluxe" engines have required for the engine to run smoothly. The camshaft con- overhead valves and stronger construction. Overhead trols valve sequence and timing. -

Poppet Valve
POPPET VALVE A poppet valve is a valve consisting of a hole, usually round or oval, and a tapered plug, usually a disk shape on the end of a shaft also called a valve stem. The shaft guides the plug portion by sliding through a valve guide. In most applications a pressure differential helps to seal the valve and in some applications also open it. Other types Presta and Schrader valves used on tires are examples of poppet valves. The Presta valve has no spring and relies on a pressure differential for opening and closing while being inflated. Uses Poppet valves are used in most piston engines to open and close the intake and exhaust ports. Poppet valves are also used in many industrial process from controlling the flow of rocket fuel to controlling the flow of milk[[1]]. The poppet valve was also used in a limited fashion in steam engines, particularly steam locomotives. Most steam locomotives used slide valves or piston valves, but these designs, although mechanically simpler and very rugged, were significantly less efficient than the poppet valve. A number of designs of locomotive poppet valve system were tried, the most popular being the Italian Caprotti valve gear[[2]], the British Caprotti valve gear[[3]] (an improvement of the Italian one), the German Lentz rotary-cam valve gear, and two American versions by Franklin, their oscillating-cam valve gear and rotary-cam valve gear. They were used with some success, but they were less ruggedly reliable than traditional valve gear and did not see widespread adoption. In internal combustion engine poppet valve The valve is usually a flat disk of metal with a long rod known as the valve stem out one end. -

Engine Block Materials and Its Production Processes
ENGINE BLOCK MATERIALS AND ITS PRODUCTION PROCESSES 2.2 THE CAST IRON MONOLITHIC BLOCK The widespread use of cast iron monolithic block is as a result of its low cost and its formidability. This type of block normally comes as the integral type where the engine cylinder and the upper crankcase are joined together as one. The iron used for this block is the gray cast iron having a pearlite-microstructure. The iron is called gray cast iron because its fracture has a gray appearance. Ferrite in the microstructure of the bore wall should be avoided because too much soft ferrite tends to cause scratching, thus increasing blow-by. The production of cast iron blocks using a steel die is rear because its lifecycle is shortened as a result of the repeated heat cycles caused by the molten iron. Sand casting is the method widely used in the production of cast iron blocks. This involves making the mould for the cast iron block with sand. The preparation of sand and the bonding are a critical and very often rate-controlling step. Permanent patterns are used to make sand molds. Usually, an automated molding machine installs the patterns and prepares many molds in the same shape. Molten metal is poured immediately into the mold, giving this process very high productivity. After solidification, the mold is destroyed and the inner sand is shaken out of the block. The sand is then reusable. The bonding of sand is done using two main methods: (i) the green sand mold and (ii) the dry sand mold.