Supercritical Fluid Processing: Application Fields
Total Page:16
File Type:pdf, Size:1020Kb

Load more
Recommended publications
-
Supercritical Fluid Extraction of Positron-Emitting Radioisotopes from Solid Target Matrices
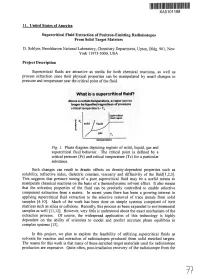
XA0101188 11. United States of America Supercritical Fluid Extraction of Positron-Emitting Radioisotopes From Solid Target Matrices D. Schlyer, Brookhaven National Laboratory, Chemistry Department, Upton, Bldg. 901, New York 11973-5000, USA Project Description Supercritical fluids are attractive as media for both chemical reactions, as well as process extraction since their physical properties can be manipulated by small changes in pressure and temperature near the critical point of the fluid. What is a supercritical fluid? Above a certain temperature, a vapor can no longer be liquefied regardless of pressure critical temperature - Tc supercritical fluid r«gi on solid a u & temperature Fig. 1. Phase diagram depicting regions of solid, liquid, gas and supercritical fluid behavior. The critical point is defined by a critical pressure (Pc) and critical temperature (Tc) for a particular substance. Such changes can result in drastic effects on density-dependent properties such as solubility, refractive index, dielectric constant, viscosity and diffusivity of the fluid[l,2,3]. This suggests that pressure tuning of a pure supercritical fluid may be a useful means to manipulate chemical reactions on the basis of a thermodynamic solvent effect. It also means that the solvation properties of the fluid can be precisely controlled to enable selective component extraction from a matrix. In recent years there has been a growing interest in applying supercritical fluid extraction to the selective removal of trace metals from solid samples [4-10]. Much of the work has been done on simple systems comprised of inert matrices such as silica or cellulose. Recently, this process as been expanded to environmental samples as well [11,12]. -

Liquid-Liquid Transition in Supercooled Aqueous Solution Involving a Low-Temperature Phase Similar to Low-Density Amorphous Water
Liquid-liquid transition in supercooled aqueous solution involving a low-temperature phase similar to low-density amorphous water * * # # Sander Woutersen , Michiel Hilbers , Zuofeng Zhao and C. Austen Angell * Van 't Hoff Institute for Molecular Sciences, University of Amsterdam, Science Park 904,1098 XH Amsterdam, The Netherlands # School of Molecular Sciences, Arizona State University, Tempe, AZ, 85287-1604, USA The striking anomalies in physical properties of supercooled water that were discovered in the 1960-70s, remain incompletely understood and so provide both a source of controversy amongst theoreticians1-5, and a stimulus to experimentalists and simulators to find new ways of penetrating the "crystallization curtain" that effectively shields the problem from solution6,7. Recently a new door on the problem was opened by showing that, in ideal solutions, made using ionic liquid solutes, water anomalies are not destroyed as earlier found for common salt and most molecular solutes, but instead are enhanced to the point of precipitating an apparently first order liquid-liquid transition (LLT)8. The evidence was a spike in apparent heat capacity during cooling that could be fully reversed during reheating before any sign of ice crystallization appeared. Here, we use decoupled-oscillator infrared spectroscopy to define the structural character of this phenomenon using similar down and upscan rates as in the calorimetric study. Thin-film samples also permit slow scans (1 Kmin-1) in which the transition has a width of less than 1 K, and is fully reversible. The OH spectrum changes discontinuously at the phase- transition temperature, indicating a discrete change in hydrogen-bond structure. -

Application of Supercritical Fluids Review Yoshiaki Fukushima
1 Application of Supercritical Fluids Review Yoshiaki Fukushima Abstract Many advantages of supercritical fluids come Supercritical water is expected to be useful in from their interesting or unusual properties which waste treatment. Although they show high liquid solvents and gas carriers do not possess. solubility solutes and molecular catalyses, solvent Such properties and possible applications of molecules under supercritical conditions gently supercritical fluids are reviewed. As these fluids solvate solute molecules and have little influence never condense at above their critical on the activities of the solutes and catalysts. This temperatures, supercritical drying is useful to property would be attributed to the local density prepare dry-gel. The solubility and other fluctuations around each molecule due to high important parameters as a solvent can be adjusted molecular mobility. The fluctuations in the continuously. Supercritical fluids show supercritical fluids would produce heterogeneity advantages as solvents for extraction, coating or that would provide novel chemical reactions with chemical reactions thanks to these properties. molecular catalyses, heterogenous solid catalyses, Supercritical water shows a high organic matter enzymes or solid adsorbents. solubility and a strong hydrolyzing ability. Supercritical fluid, Supercritical water, Solubility, Solvation, Waste treatment, Keywords Coating, Organic reaction applications development reached the initial peak 1. Introduction during the period from the second half of the 1960s There has been rising concern in recent years over to the 1970s followed by the secondary peak about supercritical fluids for organic waste treatment and 15 years later. The initial peak was for the other applications. The discovery of the presence of separation and extraction technique as represented 1) critical point dates back to 1822. -

Using Supercritical Fluid Technology As a Green Alternative During the Preparation of Drug Delivery Systems
pharmaceutics Review Using Supercritical Fluid Technology as a Green Alternative During the Preparation of Drug Delivery Systems Paroma Chakravarty 1, Amin Famili 2, Karthik Nagapudi 1 and Mohammad A. Al-Sayah 2,* 1 Small Molecule Pharmaceutics, Genentech, Inc. So. San Francisco, CA 94080, USA; [email protected] (P.C.); [email protected] (K.N.) 2 Small Molecule Analytical Chemistry, Genentech, Inc. So. San Francisco, CA 94080, USA; [email protected] * Correspondence: [email protected]; Tel.: +650-467-3810 Received: 3 October 2019; Accepted: 18 November 2019; Published: 25 November 2019 Abstract: Micro- and nano-carrier formulations have been developed as drug delivery systems for active pharmaceutical ingredients (APIs) that suffer from poor physico-chemical, pharmacokinetic, and pharmacodynamic properties. Encapsulating the APIs in such systems can help improve their stability by protecting them from harsh conditions such as light, oxygen, temperature, pH, enzymes, and others. Consequently, the API’s dissolution rate and bioavailability are tremendously improved. Conventional techniques used in the production of these drug carrier formulations have several drawbacks, including thermal and chemical stability of the APIs, excessive use of organic solvents, high residual solvent levels, difficult particle size control and distributions, drug loading-related challenges, and time and energy consumption. This review illustrates how supercritical fluid (SCF) technologies can be superior in controlling the morphology of API particles and in the production of drug carriers due to SCF’s non-toxic, inert, economical, and environmentally friendly properties. The SCF’s advantages, benefits, and various preparation methods are discussed. Drug carrier formulations discussed in this review include microparticles, nanoparticles, polymeric membranes, aerogels, microporous foams, solid lipid nanoparticles, and liposomes. -

A Review of Supercritical Fluid Extraction
NAT'L INST. Of, 3'«™ 1 lY, 1?f, Reference NBS PubJi- AlllDb 33TA55 cations /' \ al/l * \ *"»e A U O* * NBS TECHNICAL NOTE 1070 U.S. DEPARTMENT OF COMMERCE / National Bureau of Standards 100 LI5753 No, 1070 1933 NATIONAL BUREAU OF STANDARDS The National Bureau of Standards' was established by an act of Congress on March 3, 1901. The Bureau's overall goal is to strengthen and advance the Nation's science and technology and facilitate their effective application for public benefit. To this end, the Bureau conducts research and provides: (1) a basis for the Nation's physical measurement system, (2) scientific and technological services for industry and government, (3) a technical basis for equity in trade, and (4) technical services to promote public safety. The Bureau's technical work is per- formed by the National Measurement Laboratory, the National Engineering Laboratory, and the Institute for Computer Sciences and Technology. THE NATIONAL MEASUREMENT LABORATORY provides the national system ot physical and chemical and materials measurement; coordinates the system with measurement systems of other nations and furnishes essential services leading to accurate and uniform physical and chemical measurement throughout the Nation's scientific community, industry, and commerce; conducts materials research leading to improved methods of measurement, standards, and data on the properties of materials needed by industry, commerce, educational institutions, and Government; provides advisory and research services to other Government agencies; develops, -

Supercritical Pseudoboiling for General Fluids and Its Application To
Center for Turbulence Research 211 Annual Research Briefs 2016 Supercritical pseudoboiling for general fluids and its application to injection By D.T. Banuti, M. Raju AND M. Ihme 1. Motivation and objectives Transcritical injection has become an ubiquitous phenomenon in energy conversion for space, energy, and transport. Initially investigated mainly in liquid propellant rocket engines (Candel et al. 2006; Oefelein 2006), it has become clear that Diesel engines (Oefelein et al. 2012) and gas turbines operate at similar thermodynamic conditions. A solid physical understanding of high-pressure injection phenomena is necessary to further improve these technical systems. This understanding, however, is still limited. Two recent thermodynamic approaches are being applied to explain experimental observations: The first is concerned with the interface between a jet and its surroundings, in the pursuit of predicting the formation of droplets in binary mixtures. Dahms et al. (2013) have introduced the notion of an interfacial Knudsen number to assess interface thickness and thus the emergence of surface tension. Qiu & Reitz (2015) used stability theory in the framework of liquid - vapor phase equilibrium to address the same question. The second approach is concerned with the bulk behavior of supercritical fluids, especially the phase transition-like pseudoboiling (PB) phenomenon. PB-theory has been successfully applied to explain transcritical jet evolution (Oschwald & Schik 1999; Banuti & Hannemann 2016) in nitrogen injection. The objective of this paper is to generalize the current PB- analysis. First, a classification of different injection types is discussed to provide specific definitions of supercritical injection. Second, PB theory is extended to other fluids { including hydrocarbons { extending the range of its applicability. -
Supercritical Fluids
Heliflow Heat Exchanger Applications Supercritical Fluids What are Supercritical Fluids? Supercritical fluids exist when any substance is at a temperature and pressure above its critical point as seen in Figure 1. In this supercritical state, the fluid will have a combination of vapor- and liquid-like properties. Small variations in the pressure or temperature can have an immense impact on the properties of the supercritical fluid, allowing it to be fine-tuned based on the application. Most substances require very high temperatures and pressures to transform into their supercritical state, making the Heliflow Heat Exchanger the ideal option to handle these extreme conditions. Graham Heliflow Overview The Heliflow Heat Exchanger is a compact, helically coiled shell and tube heat exchanger. The spiral, countercurrent flow path enhances thermal efficiency, reduces fouling, and delivers exceptional heating and cooling in a fraction of the surface area of standard shell and tube exchangers. Large temperature gradients and close approach temperatures are possible due to the 100% countercurrent flow configuration. Advantages/Disadvantages of Supercritical Fluids When a fluid is operated above its critical temperature and pressure, it becomes a supercritical fluid with liquid-like density and vapor-like viscosity. Due to the unstable nature of a supercritical fluid, slight variations in pressure or temperature can drastically change the Figure 1. Carbon dioxide pressure-temperature phase diagram. Above properties. With a small increase in pressure you can see a large increase a pressure of 300 bar and 300 K, carbon dioxide becomes supercritical. in density; this variability allows the fluid to be fine-tuned to a certain Jacobs, Mark. -

CH 222 Oregon State University Week 6 Worksheet Notes
CH 222 Oregon State University Week 6 Worksheet Notes 1. Place the following compounds in order of decreasing strength of intermolecular forces. HF O2 CO2 HF > CO2 > O2 2. In liquid propanol, CH3CH2CH2OH, which intermolecular forces are present? Dispersion, hydrogen bonding and dipole-dipole forces are present. 3. Assign the appropriate labels to the phase diagram shown below. A) A = liquid, B = solid, C = gas, D = critical point B) A = gas, B = solid, C = liquid, D = triple point C) A = gas, B = liquid, C = solid, D = critical point D) A = solid, B = gas, C = liquid, D = supercritical fluid E) A = liquid, B = gas, C = solid, D = triple point 4. Consider the phase diagram below. If the dashed line at 1 atm of pressure is followed from 100 to 500°C, what phase changes will occur (in order of increasing temperature)? A) condensation, followed by vaporization B) sublimation, followed by deposition C) vaporization, followed by deposition D) fusion (melting), followed by vaporization E) No phase change will occur under the conditions specified. 5. Which of the following solutions will have the highest concentration of chloride ions? A) 0.10 M NaCl B) 0.10 M MgCl2 C) 0.10 M AlCl3 D) 0.05 M CaCl2 E) All of these solutions have the same concentration of chloride ions. 6. Commercial grade HCl solutions are typically 39.0% (by mass) HCl in water. Determine the molarity of the HCl, if the solution has a density of 1.20 g/mL. A) 7.79 M B) 10.7 M C) 12.8 M D) 9.35 M E) 13.9 M 7. -

What Is a Supercritical Fluid.Pdf
What is a Supercritical Fluid ? 1. Definition Supercritical Fluid: Fluid over its critical temperature and pressure, exhibiting good solvent power ; in most applications, carbon dioxide is used pure or added with a co-solvent ; the main interest of supercritical fluids is related to their “ tunable ” properties, that can be changed easily by monitoring pressure and temperature : good solvent power at high densities (temperature near critical temperature and pressure much over critical pressure) to very low solvent power at low densities (temperature near or higher critical temperature and pressure lower critical pressure). 2. Carbon dioxide and other fluids Carbon dioxide : CO2 is a very attractive supercritical fluid for many reasons : -- very cheap and abundant in pure form (food grade) worldwide ; -- non flammable and not toxic ; -- environment-friendly, as non polluting gas and as most of CO2 is manufactured from waste streams (mainly fertilizer plants gaseous effluents) ; -- critical temperature at 31°C, permitting operations at near-ambient temperature, avoiding product alteration ; -- critical pressure at 74 bar, leading to “ acceptable ” operation pressure, generally between 100 and 350 bar. However, carbon dioxide always behaves as a “ non-polar ” solvent that selectively dissolves the lipids that are water-insoluble compounds like vegetal oils, butter, fats, hydrocarbons….Carbon dioxide does not dissolve the hydrophilic compounds like sugars and proteins, and mineral species like salts, metals,… Co-solvent : Organic solvent added to the main fluid (generally carbon dioxide) to modify its solvent power vis-à-vis “ polar ” molecules as the fluid itself is only able to dissolve “ non- polar ” molecules ; generally, the co-solvent is chosen between short-chain alcohols, esters or ketones. -

SUPERCRITICAL FLUID SPRAY APPLICATION PROCESS for ADHESIVES and PRIMERS SERDP Project PP-1118 Marc D. Donohue Principal Investi
SUPERCRITICAL FLUID SPRAY APPLICATION PROCESS FOR ADHESIVES AND PRIMERS SERDP Project PP-1118 Marc D. Donohue Principal Investigator Johns Hopkins University March 2003 Preface Project Background In this project, we reformulated various solvent borne, high volatile organic compound (VOC) adhesives and adhesive primers, as cited in SERDP’s Statement of Need, for application by a supercritical carbon dioxide spray process. Over the last several years, a new spray application process has been developed for polymeric based paints and other coatings that can reduce solvent VOC emissions up to 80%. This process was conceived by the principal investigator of this project and has been commercialized by the Dow Chemical Company. This unique process (known as the UNICARBâ process) is based on the use of supercritical carbon dioxide as a replacement for organic solvents in multi-component spray coating formulations. By adapting this process to adhesives and adhesive primer applications, stringent compliance standards can be achieved respective to environmental, toxicological, materials compatibility, and, physical property performance characteristics as outlined in the original proposal and Statement of Need. Furthermore, by employing this process to apply adhesives that are presently used in the military, the costs incurred for developing and testing new (different) low/no-VOC, non-structural adhesives will be negated. To accomplish this task, a systematic program was implemented aimed at understanding the thermodynamic and rheological properties of adhesive-solvent-carbon dioxide mixtures for each type of adhesive and primer. Additionally, optimal conditions of temperature, pressure, and polymer/solvent ratio were determined for each adhesive and primer type such that proper atomization and film formation was achieved while simultaneously VOC emissions are minimized. -

Thermodynamic Aspects of Supercritical Fluids Processing: Applications of Polymers and Wastes Treatment F
Thermodynamic Aspects of Supercritical Fluids Processing: Applications of Polymers and Wastes Treatment F. Cansell, S. Rey, P. Beslin To cite this version: F. Cansell, S. Rey, P. Beslin. Thermodynamic Aspects of Supercritical Fluids Processing: Applications of Polymers and Wastes Treatment. Revue de l’Institut Français du Pétrole, EDP Sciences, 1998, 53 (1), pp.71-98. 10.2516/ogst:1998010. hal-02078897 HAL Id: hal-02078897 https://hal.archives-ouvertes.fr/hal-02078897 Submitted on 25 Mar 2019 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. THERMODYNAMIC ASPECTS OF SUPERCRITICAL FLUIDS PROCESSING: APPLICATIONS TO POLYMERS AND WASTES TREATMENT F. CANSELL and S. REY ASPECTS THERMODYNAMIQUES DES PROCƒDƒS METTANT EN ÎUVRE DES FLUIDES SUPERCRITIQUES : CNRS, Université Bordeaux I1 APPLICATIONS AUX TRAITEMENTS DES POLYMéRES ET DES DƒCHETS P. BESLIN La mise en Ïuvre des fluides supercritiques est d'un intŽr•t crois- sant dans de nombreux domaines : pour la sŽparation (sŽparation 2 APESA et purification en pŽtrochimie, industrie alimentaire) et la chroma- tographie par fluides supercritiques (sŽparation analytique et prŽ- paratoire, dŽtermination des propriŽtŽs physicochimiques), comme milieux rŽactifs aux propriŽtŽs continžment ajustables allant du gaz au liquide (polyŽthyl•ne de faible densitŽ, Žlimination des dŽchets, recyclage des polym•res), en gŽologie et en minŽralogie (volcano- logie, Žnergie gŽothermique, synth•se hydrothermique), dans la formation des particules, fibres et substrats (produits pharmaceu- tiques, explosifs, rev•tements), pour le sŽchage des matŽriaux (gels). -

Method 3562: Supercritical Fluid Extraction of Polychlorinated
METHOD 3562 SUPERCRITICAL FLUID EXTRACTION OF POLYCHLORINATED BIPHENYLS (PCBs) AND ORGANOCHLORINE PESTICIDES SW-846 is not intended to be an analytical training manual. Therefore, method procedures are written based on the assumption that they will be performed by analysts who are formally trained in at least the basic principles of chemical analysis and in the use of the subject technology. In addition, SW-846 methods, with the exception of required method use for the analysis of method-defined parameters, are intended to be guidance methods which contain general information on how to perform an analytical procedure or technique which a laboratory can use as a basic starting point for generating its own detailed Standard Operating Procedure (SOP), either for its own general use or for a specific project application. The performance data included in this method are for guidance purposes only, and are not intended to be and must not be used as absolute QC acceptance criteria for purposes of laboratory accreditation. 1.0 SCOPE AND APPLICATION 1.1 This method describes the use of supercritical fluids for the extraction of polychlorinated biphenyls (PCBs) and organochlorine pesticides (OCPs) from soils, sediments, fly ash, solid-phase extraction media, and other solid materials which are amenable to extraction with conventional solvents. This method is suitable for use with any supercritical fluid extraction (SFE) system that allows extraction conditions (e.g., pressure, temperature, flow rate) to be adjusted to achieve separation of the PCBs and OCPs from the matrices of concern. The following compounds have been extracted by this method during validation studies.