Woodwork Joints; How They Are Set Out, How Made and Where Used
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Mechanical Characterization of Traditional Connections in Half-Timbered Walls: Experimental Results and Retrofitting Solutions
Aikaterini Maria Koukouviki Mechanical characterization of traditional connections in half-timbered walls: experimental results and retrofitting solutions Portugal | 2013 Mechanical characterization of traditional connections in half-timbered walls: experimental results and retrofitting solutions DECLARATION Name: Aikaterini Maria Koukouviki Email: [email protected] Title of the Mechanical characterization of traditional connections in half-timbered walls: Msc Dissertation: experimental results and retrofitting solutions Supervisor(s): Graça Vasconcelos, Jorge Branco Year: July 2013 I hereby declare that all information in this document has been obtained and presented in accordance with academic rules and ethical conduct. I also declare that, as required by these rules and conduct, I have fully cited and referenced all material and results that are not original to this work. I hereby declare that the MSc Consortium responsible for the Advanced Masters in Structural Analysis of Monuments and Historical Constructions is allowed to store and make available electronically the present MSc Dissertation. University: University of Minho Date: 24 July 2013 Signature: ___________________________ Erasmus Mundus Programme ADVANCED MASTERS IN STRUCTURAL ANALYSIS OF MONUMENTS AND HISTORICAL CONSTRUCTIONS i Mechanical characterization of traditional connections in half-timbered walls: experimental results and retrofitting solutions Erasmus Mundus Programme ii ADVANCED MASTERS IN STRUCTURAL ANALYSIS OF MONUMENTS AND HISTORICAL CONSTRUCTIONS Mechanical -

Apprenticeshop Catalog 2021 Boats Building People
APPRENTICESHOP CURRICULUM 2020 12 -WEEK, 9-MONTH, AND 2-YEAR BOATBUILDING APPRENTICESHIPS APPRENTICESHOP CATALOG 2021 BOATS BUILDING PEOPLE Photo Credit: Erin Tokarz Table of Contents Mission, Vision and Values 3 Leadership and Faculty 4 Board of Directors…………………………………………………………………. 4 Staff…………………………………………………………………………………. 6 Facility 9 Boatbuilding Programs 12 12-Week Traditional Boatbuilding……….……………………………………….. 12 9-Month Apprenticeship Program………………………………………………... 17 2-Year Apprenticeship Program..…………………………………………………. 29 Standards of Progress 42 Assessing Progress………………………………………………………............... 43 Addendum A: Program Application 27 Addendum B: Evaluations 48 Progress Review……..………………………………..…………………………… 48 Exit Interview……………………………………………………………………… 50 2 CATALOG 2021 Mission, Vision and Values Our Mission To inspire personal growth through craftsmanship, community, and traditions of the sea. Our Vision Anchored in Maine’s maritime heritage, we envision a world enriched by creative, collaBorative, self- reliant, and thoughtful makers who explore and engage with the intersection of traditional craft and contemporary culture. Our Values HUMAN POTENTIAL We are all capaBle of building and sailing boats. By navigating challenges within a supportive community, we come to understand what we are capaBle of, and build resilience, self-confidence, and resourcefulness in the process. LEARNING BY DOING Through repeated, hands-on practice, we accumulate knowledge, develop skills, inform our judgment, and expand our creativity. As we encounter proBlems, we innovate toward solutions. This way of learning demands patience and requires us to take an active role in our own education. COLLECTIVE EXPERIENCE Our community is inclusive, non-judgmental and welcomes people of all races, genders, ethnicities, religious affiliations, socioeconomic circumstances, sexual orientations, ages, and past experiences. We Build and sail together. Shared work fosters trust, cultivates accountaBility, and pushes us to develop a personal stake in the execution of communal goals. -
P.Kothakota Department of Mechanical Engineering
VEMU INSTITUTE OF TECHNOLOGY::P.KOTHAKOTA NEAR PAKALA, CHITTOOR-517112 (Approved by AICTE, New Delhi & Affiliated to JNTUA, Anantapuramu) DEPARTMENT OF MECHANICAL ENGINEERING Engineering Workshop Lab Manual VEMU INSTITUTE OF TECHNOLOGY::P.KOTHAKOTA NEAR PAKALA, CHITTOOR-517112 (Approved by AICTE, New Delhi & Affiliated to JNTUA, Anantapuramu) DEPARTMENT OF MECHANICAL ENGINEERING Engineering Workshop Lab Manual Name:_____________________________________________ Reg. No:___________________________________________ Year/Semester:______________________________________ ENGINEERING WORKSHOP (19A03101) (Common to all branches) Course Objective: To familiarize students with wood working, sheet metal operations, fitting and electrical house wiring skills Course Outcomes: After completion of this lab the student will be able to 1. Apply wood working skills in real world applications. (L3) 2. Build different parts with metal sheets in real world applications. (L3) 3. Apply fitting operations in various applications. (L3) 4. Apply different types of basic electric circuit connections. (L3) 5. Demonstrate soldering and brazing. (L2) Wood Working: Familiarity with different types of woods and tools used in wood working and make following joints a) Half – Lap joint b) Mortise and Tenon joint c) Corner Dovetail joint or Bridle joint Sheet Metal Working: Familiarity with different types of tools used in sheet metal working, Developments of following sheet metal job from GI sheets a) Tapered tray b) Conical funnel c) Elbow pipe d) Brazing Fitting: Familiarity with different types of tools used in fitting and do the following fitting exercises a) V-fit b) Dovetail fit c) Semi-circular fit d) Bicycle tire puncture and change of two wheeler tyre Electrical Wiring: Familiarities with different types of basic electrical circuits and make the following connections a) Parallel and series b) Two way switch c) Go down lighting d) Tube light e) Three phase motor f) Soldering of wires LIST OF EXPERIMENTS WOOD WORKING 1. -

Light, Strong, Stackable Sawhorses
TAUNTON’S Light, Strong, Stackable Sawhorses A project plan for building versatile sawhorses For more FREE ©2009 The Taunton Press project plans from Build an Oak Bookcase S m i pS eu lt, dr yW o kr b e n c h From Getting Started in Woodworking, Season 2 Simple,From Sturdy Getting Started inWorkbench Woodworking, Season 2 o u c a n t h a n k M i k e P e k o v i c hBY , AS Fine Woodworking Fine Woodworking’s art direc A CHRISTI Ytor, for designing this simple but From Getting Startedstylish bookcase. in Woodworking, He took a straightfor Season 2 A ward form--an oak bookcase with dado N A BYA CHRISTI-AS and rabbet joints--and added nice pro- A N A BYportions ASA and CHRISTI elegant curves. A N A - We agreed that screws would reinforce his workbench is easy and the joints nicely, and that gave us a de- inexpensive to build, yet is sturdy and sign option on the sides. Choose oak T LUMBER, HAR versatileplugs, and align the grain carefully, andDWARE D ANSUPP enough for any woodworker. 4 LIESLIS T his workbench is easy and inexpensiveThe basethe plugs isLU disappear.MBER, HAR MakeDWARE 8-ft.-longthem from AN Da2x4s, SUPP kiln-driedLIES LIST construction lumber (4x contrasting wood, like walnut,2 and the Tto build, yet is sturdy and versatile4s and 2x4s), joined4 8-ft.-long 2x4s,8-ft.-long kiln-dried 4x4s, kiln-dried rows of plugs add a nice design feature simply with long bolts and s 1 4x8 sheet of MDF Enjoy our entire site enough for any woodworker. -
Butt Joint and Fastener Finishing Guidelines Issue 2
________________________________________________________________________ TECHNICAL BULLETIN No.: 042314-1007 Subject: Butt Joint and Fastener Finish Guideline Issue Date: April 23, 2014 Issue No.: 1 1.0 PURPOSE 1.1 To provide a butt joint and fastener preparation guideline. 2.0 GENERAL 2.1 Magnum Board® can be finished with almost any product on the market today including, but not limited to, Portland type stuccos, synthetic stuccos, stone, brick, fabric finishes and paint. 2.2 When using these products, always follow the Manufacturer’s guidelines for surface preparation and installation. 3.0 RESPONSIBILITY 3.1 It is the responsibility of the installer to ensure the framing to which the Magnum Board® sheathing is to be fastened is square and will provide the finished look desired by the owner and / or contractor. 3.2 It is also the responsibility of the applicator of the above finish product to ensure the installed Magnum Board® is properly prepared to receive the selected finish. 4.0 MATERIAL HANDLING REQUIREMENTS 4.1 Stage materials as close to the point of installation as possible. 4.2 Store Magnum Board® flat and protect it from weather and jobsite dirt before, during and after installation. 4.3 Protect the corners of Magnum Board® prior to and during installation. 4.4 Do not stack other materials on top of Magnum Board®. 1 5.0 MATERIAL REQUIREMENTS 5.1 Premium-grade, high-performance, moisture-cured, 1-component, polyurethane-based, non-sag elastomeric sealant / adhesive such as “Sikaflex 1a” or equal. 5.2 Joint compound. Lightweight exterior spackling can be substituted for fastener finishing. 5.3 Fiberglass joint taper, woven. -

End Jointing of Laminated Veneer Lumber for Structural Use
End jointing of laminated veneer lumber for structural use J.A. Youngquist T.L. Laufenberg B.S. Bryant proprietary process for manufacturing extremely long Abstract lengths of the material both in panel widths and in LVL Laminated veneer lumber (LVL) materials rep- form. The proprietary process requires a substantial resent a design alternative for structural lumber users. capital investment, limiting production of LVL. If ex- The study of processing options for producing LVL in isting plywood facilities were adapted to processing of plywood manufacturing and glued-laminating facilities 5/8-inch- to 1-1/2-inch-thick panels, subsequent panel is of interest as this would allow existing production ripping and end jointing of the resultant structural equipment to be used. This study was conducted in three components could conceivably compete both in price and phases to assess the feasibility of using visually graded performance with the highest structural grades of lum- veneer to produce 8-foot LVL lengths which, when end ber. Herein lies the major concern of this study: Is it jointed, could be competitive with existing structural technically feasible to manufacture end-jointed LVL lumber products. Phase I evaluated panel-length from PLV panels made in conventional plywood 3/4-inch-thick LVL made from C- or D-grade 3/16-, 1/8-, presses? or 1/10-inch-thick veneer, and the effect of specimen width on flexural and tensile properties. Phase II evalu- An evaluation of the production and marketing ated the use of vertical and horizontal finger joints and feasibility of LVL products made from panel lengths scarfjoints to join 3/4-inch thicknesses of LVL. -
AZEK Trim & Moulding Install Guide
AZEK® Trim and Moulding AZEK Trim & Moulding Install Guide Storage & Handling, Cutting, Drilling, Routing ................................................................................ 2 Fastening, Expansion & Contraction ................................................................................................ 3 Painting, Gluing............................................................................................................................... 4 Spanning, Water Table ................................................................................................................... 5 Garage Door Thermostop, Rabbeted Cornerboard .......................................................................... 6 Universal Skirt Board, Integrated Drip Edge ................................................................................... 7 Installing Finish Grade Trim ......................................................................................................... 8-9 Installing Column Wrap ........................................................................................................... 10-11 Care and Cleaning ..........................................................................................................................12 • These guidelines cover the general installation recommendations for AZEK Trim and AZEK Moulding. See specific installation information for Universal Skirt Board, Integrated Drip Edge, Rabbeted Cornerboard, Column Wrap, Finish Grade Trim, Water Table, and Garage Door Thermostop. -

Effect of Different Veneer-Joint Forms and Allocations on Mechanical Properties of Bamboo-Bundle Laminated Veneer Lumber
PEER-REVIEWED ARTICLE bioresources.com Effect of Different Veneer-joint Forms and Allocations on Mechanical Properties of Bamboo-bundle Laminated Veneer Lumber Dan Zhang, Ge Wang,* and Wenhan Ren Bamboo-bundle laminated veneer lumber (BLVL) was produced by veneer lengthening technology. The objective of this study was to evaluate the effect of different veneer-joint forms and allocations on the mechanical properties of BLVL. Four veneer-joint forms, i.e., butt joint, lap joint, toe joint, and tape joint, and three lap-joint allocations, i.e., invariable allocation (Type I), staggered allocation (Type II), and uniform allocation (Type III), were investigated in laminates. The results revealed that the mechanical properties of veneer-joint BLVL were reduced in comparison with that of un-jointed BLVL. It was found that the best veneer-joint form was the lap joint laminate, of which the tensile strength, modulus of elasticity, and modulus of rupture values were reduced by 38.41%, 0.66%, and 10.92%, respectively, when compared to the un- jointed control samples. Type III showed the lowest influence on bending and tensile properties, followed by Type II. Keywords: Bamboo-bundle laminated veneer lumber; Joint forms; Mechanical properties; Joint allocations Contact information: International Centre for Bamboo and Rattan, Beijing, P.R. China, 100102; * Corresponding author: [email protected] INTRODUCTION As wood resource availability declines and its demand increases in today’s modern industrialized world, it is important to explore new, sustainable building materials. In particular, bamboo has recently been recognized as a promising alternative raw material due to its abundance, fast growth rate, and high tensile strength (Jiang et al. -

Secoroc COP M6 Down-The-Hole Hammer
Secoroc COP M6 down-the-hole hammer Operator’s instructions Spare parts lists Contents Introduction �����������������������������������������������������������������3 General info ......................................................................................... 3 How the hammer works ..................................................................... 3 Safety ����������������������������������������������������������������������������4 Preparations �����������������������������������������������������������������4 Hose connection ................................................................................. 4 Setting up the rig ................................................................................ 5 What drill rig do you need ................................................................. 5 Safety: Preparations ........................................................................... 5 Operation ���������������������������������������������������������������������5 Getting started .................................................................................... 5 Impact .................................................................................................. 5 Rotation ............................................................................................... 6 Feed ..................................................................................................... 7 Flushing ............................................................................................... 7 How to collar the hole -

Unit 1 .- . Carpentry
UNIT 1 .- .CARPENTRY Structure 1.1 Introduction Objectives 1.2 Timber 1.2.1 Market Sizes of Tiniber 1.2.2 ClassificiiLion of Wood 1.2.3 Some Common Timber and Their Characteristics~ses 1.2.4 Felling and Seasoning of Wood 1.2.5 Character-isticsof Good Timber 1.3 Carpentry Tools 1.3.1 Marking and Measuring 7'ot)ls 1.3.2 Holding Tool\ 1.3.3 Planning T(:cll\ 1.3.1 Cutting Touls 1.3.5 Chisels 1.3.6 Drilling and Boring Tools 1.3.7 Miscellanec~usTools 1.4 Wood Working Procedure 1.4.1 Selection and Laying Out 1.4.2 Marking 1.4.3 Planning 1.4.4 Chiscling 1 4.5 Drilling of Boring Holes 1.5 Wood Joints I 5.1 Tap Joints 1.5.2 Mortise and Tenon loint 1.5.3 Bridle loint 1.6 Aljaterial Selection 1.7 Joinery Materials I .7.1 Adhesives 1.7.2 Nails 1.7.3 Wood Screws 1.7.4 Bolts and Nuts 1.7.5 Dowels and Pegs 1.8 Safe Practices and Maintenance of Tools Carpentry is described as the technological process of making wooden components. It starts from a marketable fonn of wood and ends with a formation of useful value added finished product. The carpentry plays a vital role in the field of building work, furniture, cabinet-manufacturing, interior decoration, toy manufacturing and so forth. Joinery, the making of joints is one of the significant operations in all wood works. Workshop Technology Objectives Laboratory After going through this chapter you must be able to understand the process of converting timber to wood, identify and apply all the tools of carpentry, perform all carpentry operations such as marking, planing, cutting, chiseling, and finishing, make various types of joints, and make different types of wooden patterns used for foundrylmoulding. -
Jointing Sharpening Now Observe How the Clock
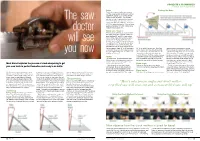
PROJECTS & TECHNIQUES Product tech – saw doctor PHOTOGRAPHS BY MARK HARRELL Rake Finding the Rake Rake is the degree of offset from vertical, and this angle governs whether you want an aggressive, ripping cut, or a clean, slower crosscut. Note the angle – we generally set rake for a rip filing somewhere between The saw 0° to 8°. Establish rake closer to zero for aggressive ripping in softwoods, and closer to 10° for dense hardwoods. Crosscut filings generally mandate 15° to 20°. Hybrid-filing finds the sweet spot at 10°. Bevel (aka ‘fleam’) doctor Bevel indicates whether you desire to knife the cutting edge of a sawtooth. Little to no bevel (between 0° and 8°), is best suited for rip filings. Again, the rule here is select closer to 0° for ripping softwoods, and gravitate closer to 8° for ripping hardwoods. will see I usually find that 5° for dedicated rip either way delivers a crisp, assertive action, and mitigates tear-out on the far side of the cut. As for crosscut filings, 15° to 20° delivers a 20° is the perfect bevel angle.” Don’t buy and somewhere in between for hybrid. clean, knife-like action when sawing across into it. Anyone who says they consistently Here’s why precise angles just don’t matter: the grain. Hybrid-filing finds the sweet spot hit a certain degree standard when hand- a rip-filed saw will crosscut, and a crosscut- you now for both at 10° to 12°. sharpening a saw is full of it. Again, the filed saw will rip. The point is, any properly important thing isn’t hitting a certain degree. -

Beginner's Guide
Hand woodworking Hand woodworking Red oak cut through the cells Stud joined with nails or screws and Mitre joint on a picture frame held with a dowel joint, both examples of using only glue The butt joint mechanical means to joint end grain to I’m going to start with the most basic long grain joint of all: the butt joint. This joint consists of two pieces of wood that a biscuit, mortise and tenon, dowels are simply butted against each other, or pocket screws in addition to glue. typically forming a ‘T’ joint or corner Picture frames are a good example joint in a cabinet face frame or mitred of a butt joint – here you can see the corners of a picture frame or box. result of a butt joint using only glue; The strongest butt joint consists of the wood has started to pull away due joining straight grain to straight, such to seasonal change. With joining end as when joining boards for a tabletop grain to long grain, where the wood is Lapped dovetail or half-blind dovetail – see issue 2, pages 51-54. This is moving at different rates, it is clear that because boards that are cut lengthwise a stronger joint is needed. are often used interchangeably, but preserve the grain structure, whereas while a halving and half lapped joint joining end grain to end grain or end Half-lap, halving joint or is a lapped joint, a lapped joint is not grain to straight grain slices through lap joint always a halved joint. cells that were once strong and the Let’s look at joining wood with another Here you can see a half-blind original strength of the board is lost.