An Industrial Robotics Course for Manufacturing Engineers
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Robotics and Autonomous Systems
Spring 2015 Industry Study Final Report Robotics and Autonomous Systems The Dwight D. Eisenhower School for National Security and Resource Strategy National Defense University Fort McNair, Washington, D.C. 20319-5062 i ROBOTICS AND AUTONOMOUS SYSTEMS 2015 ABSTRACT: The Robotics and Autonomous Systems (RAS) industry plays a critical role producing America’s preferred means of global power projection: unmanned aircraft systems. But in a larger sense, RAS technology has also altered the defense industry’s relationship with DoD, as the defense sector increasingly finds itself following commercial sector innovations. This report outlines the major issues affecting the defense sector of the RAS industry and DoD’s ability to acquire and employ RAS. It then makes recommendations to enable DoD to better capitalize on the technology, strengthen its relationship with the industry and ultimately improve the nation’s warfighting capability. BG Mordechay Baruch, Israeli Defense Force LTC Clinton Cox, US Army Mr. Terry Emmert, Office Secretary Defense COL Daniel Friend, US Army Mr. Riley Jay, National Geospatial Agency Lt Col Linell Letendre, US Air Force Lt Col Robert Masaitis, US Air Force Mr. David Mico, Dept of State Lt Col Kevin Murray, US Marine Corps Lt Col Richard Neitzey, US Marine Corps Dr. Jeffery Paull, Dept of Navy CDR Jerome Smith, US Navy COL Stephanie Tutton, US Army Mr. Thomas Wilson, Veterans Affairs Lt Col Lori Winn, US Air Force CAPT Matthew Pregmon, US Navy, Faculty lead COL David Shugart, US Army, Faculty ii PLACES VISITED Domestic: -

Strategic Alliance: Rockwell Automation and FANUC
The power of STRATEGIC ALLIANCE: ROCKWELL AUTOMATION AND FANUC: Streamline operations, collaboration maintenance, management, and intelligence with agile manufacturing systems FANUC and Rockwell Automation design complementary solutions based on the Rockwell Automation Integrated Architecture™ with a complete hardware and software working for you suite for your powertrain application. The Integrated Architecture production control and information system can help you improve productivity and reduce costs. PartnerNetwork™ solutions Today, within a complex system, more sophisticated devices are being used that need from Rockwell Automation to be connected, controlled and have the ability to communicate data over integrated control and information networks. Additionally, these systems need to be integrated across multiple suppliers’ machines in continuously shorter project cycles. To address the market challenges of the increasing complexity of machine systems, new safety and security requirements and the growing importance of information technologies, FANUC and Rockwell Automation offer a pre-engineered integrated automation solution for powertrain applications. This solution integrates FANUC CNCs and robots to Rockwell Automation cell controllers so manufacturers can more easily manage operations across equipment controlled by the two systems. This provides cost efficiencies, reduced set-up, better part quality, safer work environments, usable manufacturing intelligence and overall increased productivity. For more information, please visit: -
Cobots Ebook
COBOTS EBOOK Collaborative Robots Buyer's Guide INTRODUCTION A new kind of robot has made its way into industrial settings, challenging our preconceived notions of robotics. These robots’ main feature is the ability to work safely alongside humans, and now it seems human-robot collaboration is the most sought-after characteristic for robots. There’s a lot of talk about them on the web, but what are they really? Until now, robots have always been big, strong, robust devices that work on specific tasks which were designed for them. They’ve been kept in cages and surrounded by guards for safety purposes. Their bright color was used to warn surrounding workers about the danger they represented. And it took a lot of programming skills just to set up these robots. Collaborative robots, on the other hand, are designed to work with humans. They’re built with safety features such as integrated sensors, passive compliance, or overcurrent detection. The integrated sensors will feel external forces and, if this force is too high, lead the robot to stop its movement. Passive compliance is produced by mechanical components. If an external force acts on a joint, this joint will submit itself to this force. So, in the case of a collision, the joint will move in the opposite direction or stop completely to avoid causing injury. Most collaborative robots can be easily taught by demonstration, rather than requiring a deep knowledge of programming. Thanks to their ease of implementation and the fact that no additional safety features are required (no fences, switches, etc.), they can be brought on-line much more quickly. -
The Robotics Market First Half 2012 Results and Trends
The Robotics Market First Half 2012 Results and Trends This report is based on data supplied to RIA by its member companies. The numbers represent the industrial robot units ordered and shipped, plus the dollar value added to the total robot system. RIA does not include numbers that other countries reporting to the International Federation of Robotics might include as robot units; e.g., RIA does not include four axis chip placement devices in standard electronic assembly machines. Table of Contents 1. First Half News Release 2. First Half 2012 -Application Trends — New Orders • Assembling and Disassembling • Processing • Dispensing • Welding and Soldering (all materials) • Handling Operations/Machine Tending • Other First Half 2012 - Application Trends — Shipments • Assembling and Disassembling • Processing • Dispensing • Welding and Soldering (all materials) • Handling Operations/Machine Tending • Other 3. 2012 vs. 2011 New Orders and Shipments Totals — Units 2012 vs. 2011 New Orders and Shipments Totals — Dollars Robotic Industries Association 900 Victors Way, Suite140 Contact: Jeff Burnstein Ann Arbor, Michigan 48108 USA President Telephone: (734) 994-6088 (734) 994-6088 Fax: (734) 994-3338 [email protected] www.Robotics.org PRESS RELEASE North American Robotics Industry Posts Best Quarter Ever, According to New Statistics from RIA (Ann Arbor, Michigan – July 26, 2012) North American robotics companies sold more industrial robots in the second quarter of 2012 than any previous quarter in history, according to new statistics released by Robotic Industries Association (RIA), the industry’s trade group. A total of 5,556 robots valued at $403.1 million were sold to North American companies, a jump of 14% in units and 28% in dollars over the same quarter in 2011. -
Apprenticeship That Works
Apprenticeships That Work The RAMTEC Model Ritch Ramey Success Bound Conference RAMTEC Coordinator May 9th, 2018 Tri-Rivers RAMTEC Building a Robotic & Automation Technician Pipeline High Education K-5 6-8 9-12 Career Ritch Ramey RAMTEC Coordinator Tri-Rivers Career Center Marion, Ohio Robotics and our Manufacturing Crisis “Over the next decade, nearly three and a half million manufacturing jobs will be needed to be filled and the skills gap is expected to result in 2 million of those jobs going unfilled” Source; The manufacturing Institute Current Manufacturing Gap • “800 New Hires Needed in Our Honda Plant to Replace Retirees” • “300 Robotic Technicians Needed in Next 3 years” • “200 Robotic & Automation Technicians needed in next 2 Years” • “100 Skilled Workers Needed in next 6 Months” • “50 Skilled Workers in Next 6 months” • “We need 15 Entry Level Robotic Technicians Immediately” • “We Will Hire Your Whole Graduating Class as Robotics Techs ” • We will Graduate 21 Engineering Technologies students this year Our Answer to the Manufacturing Gap RAMTEC Ohio Growth • September 2013 RAMTEC Ohio at Tri- Rivers in Marion opened • June 2014 RAMTEC Ohio $14,995,000 Straight A Grant to create 8 additional RAMTEC sites funded • November 2015 additional $ 8,000,000 funding for 14 more RAMTEC Ohio sites • Provided Training for 96 Instructors • Hosted Summer Camps for more than 500 Participants Why is the RAMTEC Program Needed? Exposure of our our next generation to Highly Rewarding STEM & Manufacturing Careers Prepared for Apprenticeships "RAMTEC Engineering Technology graduates have been a great addition to our Maintenance Apprenticeship program. They have a solid foundation in electrical, PLC, hydraulics, and robotics, all which are key components of our multi-craft workforce. -

INVESTORS GUIDE 2019 Osaka Office to Our Shareholders and Investors Fukuoka Sales Office Shinjuku Office Shinjuku Support Center Tachikawa Sales Office
TOKYO ELECTRON DEVICE LIMITED Securities code: 2760 Business Locations (As of July 1, 2019) Business Location Domestic Subsidiary Omiya Sales Office Matsumoto Sales Office Sendai Sales Office Tsukuba Sales Office Iwaki Sales Office Nagoya Sales Office Mito Sales Office Kyoto Sales Office INVESTORS GUIDE 2019 Osaka Office To Our Shareholders and Investors Fukuoka Sales Office Shinjuku Office Shinjuku Support Center Tachikawa Sales Office Engineering Center Headquarters (Yokohama) FAST CORPORATION (Yamato-city, Kanagawa prefecture) TOKYO ELECTRON DEVICE Mishima Sales Office NAGASAKI LTD. Hamamatsu Sales Office (Isahaya-city, Nagasaki prefecture) Business/Marketing location Overseas Design and development location Dalian Yokohama Ottawa Seoul Silicon Valley Shanghai Taipei Shenzhen Bangkok Wuxi Hong Kong Singapore Philippines Note on forward-looking statements This Investors Guide was prepared on July 1, 2019. Forward looking statements, including business strategies and business forecasts, were made by the Company’s management, based on information available at that time, and may be revised due to changes in the business environment. Therefore, please be advised that the Company cannot guarantee the accuracy or the reliability of the statements. For the latest information, please refer to our information releases or our website. Note also that product and service names remain the trademarks of their respective owners. Corporate Communications Dept. https://www.teldevice.co.jp World Headquarters Yokohama East Square, 1-4 Kinko-cho, Kanagawa-ku,Yokohama -

CERT Education Tools
[ CNC ] [ ROBOTICS ] [ ROBOMACHINE ] [ SERVICE ] [ EDUCATION ] CERTIFIED EDUCATION PROGRAMS AUTOMATION & ADVANCED MACHINING FANUC Cert Program.indd 1 7/19/2016 6:32:30 PM MANUFACTURING IS GROWING The need for skilled workers with automation training certifi cations is growing, too. According to The Manufacturing Institute, there are over 600,000 unfi lled manufac- turing positions in the US, but many applicants lack the skills and training to do the job. In the next ten years, this gap is expected to grow to as many as 2 million unfi lled manufacturing jobs as the number of highly skilled manufacturing jobs continues to outpace the pool of trained candidates. FANUC Certifi ed Education Training FANUC certifi ed education programs provide industry-relevant training and competency- based skills development across the FANUC CNC and robotics product lines. FANUC collaborates with other industry technology leaders in automation, advanced manufac- 80% turing, the connected enterprise, and education to develop a certifi cation program that of Manufacturers addresses the needs of employers and aligns with secondary and post-secondary pro- Report Shortage of Skilled Workers grams of study. FANUC is an authorized provider of Continuing Education Units. All FANUC educational programs meet the national ANSI/IACET standards. 2 FANUC Cert Program.indd 2 7/19/2016 6:32:36 PM CERTIFIED EDUCATION Our programs provide manufacturers and educators with a STEM-based curriculum centered on CNC and robot programming and operation. With the majority of industry turning to FANUC robots and CNC systems, graduates who are familiar with FANUC equip- ment and systems have an advantage over their competitors in the job market. -

Mobile Robotics: a Tool for Application-Based Integration of Multidisciplinary Undergraduate Concepts and Research
AC 2010-22: MOBILE ROBOTICS: A TOOL FOR APPLICATION-BASED INTEGRATION OF MULTIDISCIPLINARY UNDERGRADUATE CONCEPTS AND RESEARCH Carlotta Berry, Rose-Hulman Institute of Technology Dr. Berry is an assistant professor in the department of electrical and computer engineering at Rose-Hulman Institute of Technology. She is one of the principal investigators on the multidisciplinary educational robotics initiative and the Rose building undergraduate diversity program. Her research areas include the design and evaluation of human-robot interfaces and innovations in engineering education using active learning and mobile robotics. Page 15.877.1 Page © American Society for Engineering Education, 2010 “Mobile Robotics: A tool for application-based integration of multidisciplinary undergraduate concepts and research” Abstract This paper presents the development of a mobile robotics course at the primarily undergraduate engineering school, Rose-Hulman Institute of Technology. This course is one of the final courses in the multidisciplinary educational robotics certificate program. The purpose of this course is to use the robot to provide the students with an appreciation of their discipline and how it applies to other disciplines. It is hypothesized that students will gain a more realistic model of their future workplace demographic while also learning about robotics theory and the open areas of robotics research. Introduction Undergraduate students in science and engineering frequently express a desire to relate the abstract theory presented in class to real-world or practical application. One method that can be used to integrate component theory with system or practical application is robotics. Since robotics theory includes topics such as sensors, controls, mechatronics, kinematics, microcontroller programming, embedded systems and software development; it is an ideal model for multidisciplinary application. -
XINT N Japan 225 P JPY Index
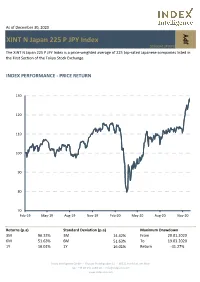
As of December 30, 2020 XINT N Japan 225 P JPY Index JPY DE000A13PWP8 The XINT N Japan 225 P JPY Index is a price-weighted average of 225 top-rated Japanese companies listed in the First Section of the Tokyo Stock Exchange. INDEX PERFORMANCE - PRICE RETURN 130 120 110 100 90 80 70 Feb-19 May-19 Aug-19 Nov-19 Feb-20 May-20 Aug-20 Nov-20 Returns (p.a) Standard Deviation (p.a) Maximum Drawdown 3M 96.33% 3M 14.42% From 20.01.2020 6M 51.63% 6M 51.63% To 19.03.2020 1Y 16.01% 1Y 16.01% Return -31.27% Index Intelligence GmbH - Grosser Hirschgraben 15 - 60311 Frankfurt am Main Tel.: +49 69 247 5583 50 - [email protected] www.index-int.com Top 10 Constituents FFMV (JPYm) Weight % Industry Sector Fast Retailing Co Ltd 5 12.13 Retail SoftBank Group Corp 2 6.34 Telecommunications Tokyo Electron Ltd 2 5.04 Technology FANUC Corp 1 3.33 Industrial Goods & Services M3 Inc 1 3.07 Health Care Daikin Industries Ltd 1 3.01 Construction & Materials KDDI Corp 1 2.41 Telecommunications Shin-Etsu Chemical Co Ltd 1 2.37 Chemicals Terumo Corp 1 2.26 Health Care Chugai Pharmaceutical Co Ltd 1 2.17 Health Care Total 16 42.13 This information has been prepared by Index Intelligence GmbH (“IIG”). All information is provided "as is" and IIG makes no express or implied warranties, and expressly disclaims all warranties of merchantability or fitness for a particular purpose or use with respect to any data included herein. -

"Rethink Robotics: Finding a Market". Stanford Casepublisher 204-2013
S TANFORD U NIVERSITY 2 0 1 3 - 2 0 4 - 1 S CHOOL OF E NGINEERING C ASEP UBLISHER Rev. June 3, 2013 Duhamel et al. “Rethink Robotics - Finding a Market” Stanford CasePublisher 204-2013-1. 20 May 2013. RETHINK ROBOTICS - FINDING A MARKET T ABLE OF C ONTENTS Introduction 1. Industry Overview 2. History of Rethink Robotics 3. Management 4. Technology 5. Financing 6. Rethink Corporate Strategy 7. Future Trends 8. References 9. Exhibits 10. Authors Professors Micah Siegel (Stanford University) and Fred Gibbons (Stanford University) guided the de- velopment of this case using the CasePublisher service as the basis for class discussion rather than to i$us- trate either e%ective or ine%ective handling of a business situation. S TANFORD 204-2013-01 Rethink Robotics Introduction !Since 1980, millions of manufacturing jobs have been outsourced to reduce labor costs in order to maintain competitiveness in the evolving global market for products. "1] While reducing cost, this has reduced the number of middle-income jobs in developed na- tions. Furthermore, outsourcing has created problems for firms that now operate in politi- cally and/or economically unstable regions. "2] Rethink Robotics hopes that its automated manufacturing robot, Baxter, will enable domestic firms to competitively insource manufac- turing jobs and thus improve e%ciency. Rethink Robotics was founded by Rodney Brooks in 2008 to build a low-cost, adaptive manufacturing robot. The original name, Heartland Robotics, reflects the company's ambi- tions to combat outsourcing. "3] In a 2012 press release, Brooks stated, “Rethink Robot- ics…will do for manufacturing workers what the PC did for o%ce workers & increase their productivity by giving them direct access to technological tools.” "4] Their distinctive ro- botic workforce is marketed as simpler, safer, smarter, and cheaper than traditional indus- trial robots. -

FTSE Publications
2 FTSE Russell Publications 20 May 2020 FTSE Japan Indicative Index Weight Data as at Closing on 31 March 2020 Constituent Index weight (%) Country Constituent Index weight (%) Country Constituent Index weight (%) Country 77 Bank 0.03 JAPAN Denso Corporation 0.45 JAPAN Isetan Mitsukoshi Holdings 0.06 JAPAN ABC-Mart 0.04 JAPAN Dentsu Inc 0.13 JAPAN Isuzu Motors 0.1 JAPAN Acom 0.05 JAPAN DIC 0.06 JAPAN Ito En 0.09 JAPAN Advantest Corp 0.24 JAPAN Disco 0.17 JAPAN Itochu Corp 0.87 JAPAN Aeon 0.48 JAPAN DMG Mori Seiki 0.03 JAPAN Itochu Techno Solutions 0.08 JAPAN AEON Financial Service 0.04 JAPAN Dowa Holdings 0.04 JAPAN Itoham Yonekyu Holdings 0.02 JAPAN Aeon Mall 0.05 JAPAN East Japan Railway 0.84 JAPAN Iyo Bank 0.04 JAPAN AGC 0.14 JAPAN Ebara 0.06 JAPAN Izumi Co Ltd 0.03 JAPAN Aica Kogyo 0.05 JAPAN Eisai 0.6 JAPAN J Front Retailing 0.06 JAPAN Ain Pharmaciez 0.05 JAPAN Electric Power Development 0.1 JAPAN Japan Airlines 0.06 JAPAN Air Water 0.08 JAPAN Ezaki Glico 0.07 JAPAN Japan Airport Terminal 0.06 JAPAN Aisin Seiki Co 0.13 JAPAN FamilyMart 0.13 JAPAN Japan Aviation Electronics 0.02 JAPAN Ajinomoto Co 0.28 JAPAN Fancl Corp 0.05 JAPAN Japan Exchange Group 0.29 JAPAN Alfresa Holdings 0.1 JAPAN Fanuc 0.8 JAPAN Japan Petroleum Exploration 0.02 JAPAN Alps Alpine 0.06 JAPAN Fast Retailing 0.65 JAPAN Japan Post Bank 0.12 JAPAN Amada 0.08 JAPAN FP Corporation 0.05 JAPAN Japan Post Holdings 0.32 JAPAN Amano Corp 0.05 JAPAN Fuji Electric 0.09 JAPAN Japan Post Insurance 0.07 JAPAN ANA Holdings 0.08 JAPAN Fuji Media Holdings 0.01 JAPAN Japan Steel -
Using a Single Cell to Create an Entire Organ
Message from the LARS/SBR 2016 General and Program Chairs The 13th Latin American Robotics Symposium (LARS 2016) and the 4th Brazilian Symposium on Robotics (SBR 2016) aims to promote a comprehensive scientific meeting in the area of intelligent robotics, bringing together researchers and undergraduate and graduate students studying computer science, electrical engineering, mechatronics engineering, mechanical engineering, and related areas. LARS/SBR 2016 can be considered the most important Latin American robotics symposium. LARS/SBR 2016 was the major scientific/academic event of Robotica 2016. There were some co-located events: the 15th Latin American Robotics Competition (LARC 2016), 14th Brazilian Robotics Competition (CBR 2016—14th Competição Brasileira de Robótica), Brazilian Robotics Olympiad (OBR 2016—Olimpíada Brasileira de Robótica), Mostra Nacional de Robótica (MNR 2016), 7th Workshop of Robotics in Education (WRE 2016), and Workshop on Thesis and Dissertations (WTDR 2016). These events were the result of a joint action of the Brazilian Computer Society (SBC), the IEEE Latin American Robotics Council, and the IEEE Robotics and Automation Society Chapter of Brazil. The joint conferences were held October 8–12, 2016, in Recife, PE, Brazil. The papers accepted for presentation at the symposium covered a large spectrum of topics, including active sensory processing and control; aerial vehicles; autonomous vehicles; bio- inspired robotics; CAD-based robotics; computing architectures; education issues in robotics; human/robot interaction;