Caliper Abuse for Beginners a Guide to Quick and Accurate Layout Using Digital Calipers
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

FIELD EXTENSIONS and the CLASSICAL COMPASS and STRAIGHT-EDGE CONSTRUCTIONS 1. Introduction to the Classical Geometric Problems 1
FIELD EXTENSIONS AND THE CLASSICAL COMPASS AND STRAIGHT-EDGE CONSTRUCTIONS WINSTON GAO Abstract. This paper will introduce the reader to field extensions at a rudi- mentary level and then pursue the subject further by looking to its applications in a discussion of some constructibility issues in the classical straight-edge and compass problems. Field extensions, especially their degrees are explored at an introductory level. Properties of minimal polynomials are discussed to this end. The paper ends with geometric problems and the construction of polygons which have their proofs in the roots of field theory. Contents 1. introduction to the classical geometric problems 1 2. fields, field extensions, and preliminaries 2 3. geometric problems 5 4. constructing regular polygons 8 Acknowledgments 9 References 9 1. Introduction to the Classical Geometric Problems One very important and interesting set of problems within classical Euclidean ge- ometry is the set of compass and straight-edge questions. Basically, these questions deal with what is and is not constructible with only an idealized ruler and compass. The ruler has no markings (hence technically a straight-edge) has infinite length, and zero width. The compass can be extended to infinite distance and is assumed to collapse when lifted from the paper (a restriction that we shall see is irrelevant). Given these, we then study the set of constructible elements. However, while it is interesting to note what kinds objects we can create, it is far less straight forward to show that certain objects are impossible to create with these tools. Three famous problems that we will investigate will be the squaring the circle, doubling the cube, and trisecting an angle. -
6. Determination of Height and Distance: Theodolite
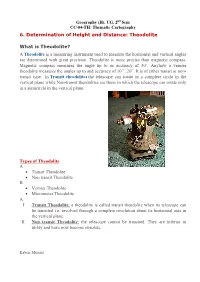
Geography (H), UG, 2nd Sem CC-04-TH: Thematic Cartography 6. Determination of Height and Distance: Theodolite What is Theodolite? A Theodolite is a measuring instrument used to measure the horizontal and vertical angles are determined with great precision. Theodolite is more precise than magnetic compass. Magnetic compass measures the angle up to as accuracy of 30’. Anyhow a vernier theodolite measures the angles up to and accuracy of 10’’, 20”. It is of either transit or non- transit type. In Transit theodolites the telescope can rotate in a complete circle in the vertical plane while Non-transit theodolites are those in which the telescope can rotate only in a semicircle in the vertical plane. Types of Theodolite A Transit Theodolite Non transit Theodolite B Vernier Theodolite Micrometer Theodolite A I. Transit Theodolite: a theodolite is called transit theodolite when its telescope can be transited i.e. revolved through a complete revolution about its horizontal axis in the vertical plane. II. Non transit Theodolite: the telescope cannot be transited. They are inferior in utility and have now become obsolete. Kaberi Murmu B I. Vernier Theodolite: For reading the graduated circle if verniers are used, the theodolite is called a vernier theodolit. II. Whereas, if a micrometer is provided to read the graduated circle the same is called as a Micrometer Theodolite. Vernier type theodolites are commonly used. Uses of Theodolite Theodolite uses for many purposes, but mainly it is used for measuring angles, scaling points of constructional works. For example, to determine highway points, huge buildings’ escalating edges theodolites are used. -

Surprising Constructions with Straightedge and Compass
Surprising Constructions with Straightedge and Compass Moti Ben-Ari http://www.weizmann.ac.il/sci-tea/benari/ Version 1.0.0 February 11, 2019 c 2019 by Moti Ben-Ari. This work is licensed under the Creative Commons Attribution-ShareAlike 3.0 Unported License. To view a copy of this license, visit http://creativecommons.org/licenses/by-sa/3.0/ or send a letter to Creative Commons, 444 Castro Street, Suite 900, Mountain View, California, 94041, USA. Contents Introduction 5 1 Help, My Compass Collapsed! 7 2 How to Trisect an Angle (If You Are Willing to Cheat) 13 3 How to (Almost) Square a Circle 17 4 A Compass is Sufficient 25 5 A Straightedge (with Something Extra) is Sufficient 37 6 Are Triangles with the Equal Area and Perimeter Congruent? 47 3 4 Introduction I don’t remember when I first saw the article by Godfried Toussaint [7] on the “collapsing compass,” but it make a deep impression on me. It never occurred to me that the modern compass is not the one that Euclid wrote about. In this document, I present the collapsing compass and other surprising geometric constructions. The mathematics used is no more advanced than secondary-school mathematics, but some of the proofs are rather intricate and demand a willingness to deal with complex constructions and long proofs. The chapters are ordered in ascending levels of difficult (according to my evaluation). The collapsing compass Euclid showed that every construction that can be done using a compass with fixed legs can be done using a collapsing compass, which is a compass that cannot maintain the distance between its legs. -

Ruler and Compass Constructions and Abstract Algebra
Ruler and Compass Constructions and Abstract Algebra Introduction Around 300 BC, Euclid wrote a series of 13 books on geometry and number theory. These books are collectively called the Elements and are some of the most famous books ever written about any subject. In the Elements, Euclid described several “ruler and compass” constructions. By ruler, we mean a straightedge with no marks at all (so it does not look like the rulers with centimeters or inches that you get at the store). The ruler allows you to draw the (unique) line between two (distinct) given points. The compass allows you to draw a circle with a given point as its center and with radius equal to the distance between two given points. But there are three famous constructions that the Greeks could not perform using ruler and compass: • Doubling the cube: constructing a cube having twice the volume of a given cube. • Trisecting the angle: constructing an angle 1/3 the measure of a given angle. • Squaring the circle: constructing a square with area equal to that of a given circle. The Greeks were able to construct several regular polygons, but another famous problem was also beyond their reach: • Determine which regular polygons are constructible with ruler and compass. These famous problems were open (unsolved) for 2000 years! Thanks to the modern tools of abstract algebra, we now know the solutions: • It is impossible to double the cube, trisect the angle, or square the circle using only ruler (straightedge) and compass. • We also know precisely which regular polygons can be constructed and which ones cannot. -

Michael Lloyd, Ph.D
Academic Forum 25 2007-08 Mathematics of a Carpenter’s Square Michael Lloyd, Ph.D. Professor of Mathematics Abstract The mathematics behind extracting square roots, the octagon scale, polygon cuts, trisecting an angle and other techniques using a carpenter's square will be discussed. Introduction The carpenter’s square was invented centuries ago, and is also called a builder’s, flat, framing, rafter, and a steel square. It was patented in 1819 by Silas Hawes, a blacksmith from South Shaftsbury, Vermont. The standard square has a 24 x 2 inch blade with a 16 x 1.5 inch tongue. Using the tables and scales that appear on the blade and the tongue is a vanishing art because of computer software, c onstruction calculators , and the availability of inexpensive p refabricated trusses. 33 Academic Forum 25 2007-08 Although practically useful, the Essex, rafter, and brace tables are not especially mathematically interesting, so they will not be discussed in this paper. 34 Academic Forum 25 2007-08 Balanced Peg Hole Some squares have a small hole drilled into them so that the square may be hung on a nail. Where should the hole be drilled so the blade will be verti cal when the square is hung ? We will derive the optimum location of the hole, x, as measured from the corn er along the edge of the blade. 35 Academic Forum 2 5 2007-08 Assume that the hole removes negligible material. The center of the blade is 1” from the left, and the center of the tongue is (2+16)/2 = 9” from the left. -

Fig. 1. Scale, 2/5. General View of Theodolite. F Ig . 2
Instruments for angular measurement have been greatly improved in recent years. Chief among these improvements are reduction of bulK and weight, increase in accuracy of reading, and simplification of the latter with a resulting increase in speed. These important results were confirmed at the Geometers’ Congress at Zurich in 1930. Theodolites are made nowadays which can be read directly to 1 ”, weigh less t^an 5 kilos (n lbs.) and cost less than the old-fashioned heavy theodolites of the same degree of accuracy. Fig. 1. Scale, 2/5. General view of theodolite. However, for work which does not require a high degree of accuracy, it is useful to have even smaller instruments available, with an accuracy of about 1’, and with the same advantages of quicK and accurate reading as modem precision theodolites. To obtain this result it was necessary to find a new, very simple, solution for the reading arrangements; for a mere reduction of size applied to the reading devices of the large precision theodolite would result in the price being out of all proportion with the accuracy desired. The use of a less accurate instrument has nothing to commend it unless this diminution of accuracy is accompanied by an appreciable diminution in the price of the instrument. Such a solution has been obtained by renouncing the use of a reading microscope and using a low-power magnifying glass in such a way as to read the juxtaposed images of the graduations situated on two diametrically opposite parts of the circle. In this way it is easy to read to one-twentieth of a division directly on the circle, if the size of this interval as seen in the field of view is greater than 1 mm. -

1Ruler–Compass Constructions
Ruler{Compass 1 Constructions The figures still haven't printed out (it's Saturday). If I can't fix this, I'll give you the pictures in class on Tuesday. Let Q denote the set of all rational numbers. In this project, the term field means a set F with Q ⊆ F ⊆ C which is closed under addition, multiplication, and reciprocals of nonzero elements: if a; b 2 F , then a + b 2 F and ab 2 F ; if a 2 F and a 6= 0, then 1=a 2 F . Here are some examples of fields. 1. Q itself, R, and C. 2. Q(i) = fa + bi : a:b 2 Qg. p p 3. Q( 3) = fa + b 3 : a:b 2 Qg. 4. Any intersection of fields is itself a field, and so we can speak of the smallest field containing any collection A of complex num- bers; namely, the intersection of all the fields that contain A. We denote this field by Q(A). The following observation is fundamental to our discussion. Gen- eralize the definition of vector space so that we only consider scalar multiplication by numbers in a field F . All the theorems about vec- tor spaces in Chapters 3 and 4 of the book hold in this more general situation. Proposition 1.1 Every field F is a vector space with scalars Q. Proof. Just check that all the axioms in the definition do hold. Abstract Algebra Arising from Fermat's Last Theorem Draft. c 2011 1 1 Ruler{Compass Constructions Draft. Do not cite or quote. -
Theodolite Survey
1 THEODOLITE SURVEY RCI4C001 SURVEYING Module IV Theodolite Survey: Use of theodolite, temporary adjustment, measuring horizontal andvertical angles, theodolite traversing Mr. Saujanya Kumar Sahu Assistant Professor Department of Civil Engineering Government College of Engineering, Kalahandi Email : [email protected] Theodolite Surveying 2 The system of surveying in which the angles (both horizontal & vertical) are measured with the help of a theodolite, is called Theodolite surveying Compass Surveying vs. Theodolite Surveying ➢Horizontal angles are measured by using a Compass with respect to meridian, which is less accurate and also it is not possible to measure vertical angles with a Compass. ➢So when the objects are at a considerable distance orsituated at a considerable elevation or depression ,it becomes necessary to measure horizontal and vertical angles more precisely. So these measurements are taken by an instrument known as a theodolite. How Does a Theodolite Work? A theodolite works by combining optical plummets (or plumb bobs), a spirit (bubble level), and graduated circles to find vertical and horizontal angles in surveying. An optical plummet ensures the theodolite is placed as close to exactly vertical above the survey point. The internal spirit level makes sure the device is level to to the horizon. The graduated circles, one vertical and one horizontal, allow the user to actually survey for angles. APPLICATIONS 3 • Measuring horizontal and vertical angles. • Locating points on a line. • Prolonging survey lines. • Finding difference of level. • Setting out grades • Ranging curves • Tacheometric Survey • Mesurement of Bearings CLASSIFICATION OF THEODOLITES 4 Theodolites may be classified as ; A. Primary i) Transit Theodolite. ii) Non Transit Theodolite. -

CHAPTER 6 Technical Drawing Tools Based on Technical Graphics Communication by Bertoline, Et Al Dr Simin Nasseri, Southern Polytechnic State University
CHAPTER 6 Technical Drawing Tools Based on Technical Graphics Communication by Bertoline, et al Dr Simin Nasseri, Southern Polytechnic State University OBJECTIVES After completing this chapter, you will be able to: 1. Identify the important parts of a CAD system used to create technical drawings. 2. Define the important terms related to CAD systems. 3. Identify the important traditional tools used to create technical drawings. 4. Define the important terms related to traditional tools. 5. Use traditional tools and CAD to draw lines, circles, arcs, and curves. 6. Use scales, dividers, and CAD to measure and scale drawings. 7. Identify standard metric, U.S., and architectural drawing sheet sizes. 8. Identify standard pencil grades, and identify those most commonly used for technical drawings. 9. Identify the types and thicknesses of the various lines in the alphabet of lines. 10. Use traditional tools and CAD to erase parts of a drawing. INTRODUCTION Just as the graphics language has evolved over the years into a sophisticated set of standards and conventions, so have the tools used to graphically communicate technical ideas. Tools are used to produce three basic types of drawings: freehand sketches, instrument drawings, and computer drawings and models. 6.1 TECHNICAL DRAWING TOOLS Computer-aided design/drafting (CAD) is computer software and related computer hardware that supplements or replaces traditional hand tools in creating models and technical drawings. Engineers use computer-aided design/computer-aided manufacturing (CAD/CAM) in the design and production processes. 6.2 COMPUTER-AIDED DRAWING TOOLS A CAD system consists of hardware devices used in combination with specific software. -

2018 Jeep Compass Owner's Manual
2018 Compass OWNER’S MANUAL 18MP-126-AD ©2017 FCA US LLC. All Rights Reserved. Fourth Edition Jeep is a registered trademark of FCA US LLC. Printed in the U.S.A. VEHICLES SOLD IN CANADA This manual illustrates and describes the operation of With respect to any Vehicles Sold in Canada, the name features and equipment that are either standard or op- INSTALLATION OF RADIO TRANSMITTING The antenna cable should be as short as practical and FCA US LLC shall be deemed to be deleted and the name tional on this vehicle. This manual may also include a EQUIPMENT routed away from the vehicle wiring when possible. Use FCA Canada Inc. used in substitution therefore. description of features and equipment that are no longer Special design considerations are incorporated into this only fully shielded coaxial cable. available or were not ordered on this vehicle. Please vehicle’s electronic system to provide immunity to radio DRIVING AND ALCOHOL Carefully match the antenna and cable to the radio to disregard any features and equipment described in this frequency signals. Mobile two-way radios and telephone Drunken driving is one of the most frequent causes of ensure a low Standing Wave Ratio (SWR). accidents. manual that are not on this vehicle. equipment must be installed properly by trained person- nel. The following must be observed during installation. Mobile radio equipment with output power greater than Your driving ability can be seriously impaired with blood FCA US LLC reserves the right to make changes in design normal may require special precautions. alcohol levels far below the legal minimum. -

Faithfull Catalogue Page
Engineering Calipers / Dividers / Compass / Trammel Set CALIPERS Manufactured from high quality carbon steel with a polished finish. The legs are made from carefully selected flat stock with heat treated points for durability, and they pivot on a roller while the bow spring ensures a precise tension setting. Accurate adjustments are made by turning the knurled nut on the threaded rod. The design of these calipers, with their fine adjustment feature, ensures quick and positive settings when taking or transferring specific measurements. Inside Spring Outside Spring Spring Dividers To scribe arcs and circles Calipers Calipers on metal, or to “step off’ For measuring hole For measuring thicknesses divisions on a line. diameters and and outside diameters distances between of objects. surfaces. CAPACITY Ex VAT Inc VAT CAPACITY Ex VAT Inc VAT CAPACITY Ex VAT Inc VAT FAICALIN3 75mm (3in) £5.06 £6.07 FAICALOUT3 75mm (3in) £5.06 £6.07 FAIDIV3 75mm (3in) £5.11 £6.13 FAICALIN4 100mm (4in) £5.37 £6.44 FAICALOUT4 100mm (4in) £5.37 £6.44 FAIDIV4 100mm (4in) £5.37 £6.44 FAICALIN6 150mm (6in) £6.94 £8.33 FAICALOUT6 150mm (6in) £6.90 £8.28 FAIDIV6 150mm (6in) £6.90 £8.28 FAICALIN8 200mm (8in) £8.34 £10.01 FAICALOUT8 200mm (8in) £8.34 £10.01 FAIDIV8 200mm (8in) £8.67 £10.40 Jenny Caliper Square Leg Trammel Head Fixed joint Jenny calipers are designed specifically to locate the centre of a Divider/Compass Set Square leg compasses, when fitted Used to draw circles and measure round or square section of steel. with a standard pencil or sizable distances with the accuracy The leg that holds the adjustable other marking implement, of a divider. -

15 Ruler and Compass Constructions
140 III. Applications of Galois Theory 12. Early on in the proof of the Lindemann-Weierstrauss theorem, we had an equation 2::;:1 ajeQ;j = 0, and we needed equations 2::;:1 ajea(Q;j) = 0, where u is an automorphism of an appropriate field. If u is continuous, then we can use infinite series to show that u( ea ) = eo-(a). Show that if u is an automorphism of a subfield F of C, then u is not continuous unless u = id or u is complex conjugation restricted to F. 15 Ruler and Compass Constructions In the days of the ancient Greeks, some of the major mathematical ques tions involved constructions with ruler and compass. In spite of the ability of many gifted mathematicians, a number of questions were left unsolved. It was not until the advent of field theory that these questions could be answered. We consider in this section the idea of constructibility by ruler and compass, and we answer the following four classical questions: 1. Is it possible to trisect any angle? 2. Is it possible to double the cube? That is, given a cube of volume V, a side of which can be constructed, is it possible to construct a line segment whose length is that of the side of a cube of volume 2V? 3. Is it possible to square the circle? That is, given a constructible circle of area A, is it possible to construct a square of area A? 4. For which n is it possible to construct a regular n-gon? The notion of ruler and compass construction was a theoretical one to the Greeks.