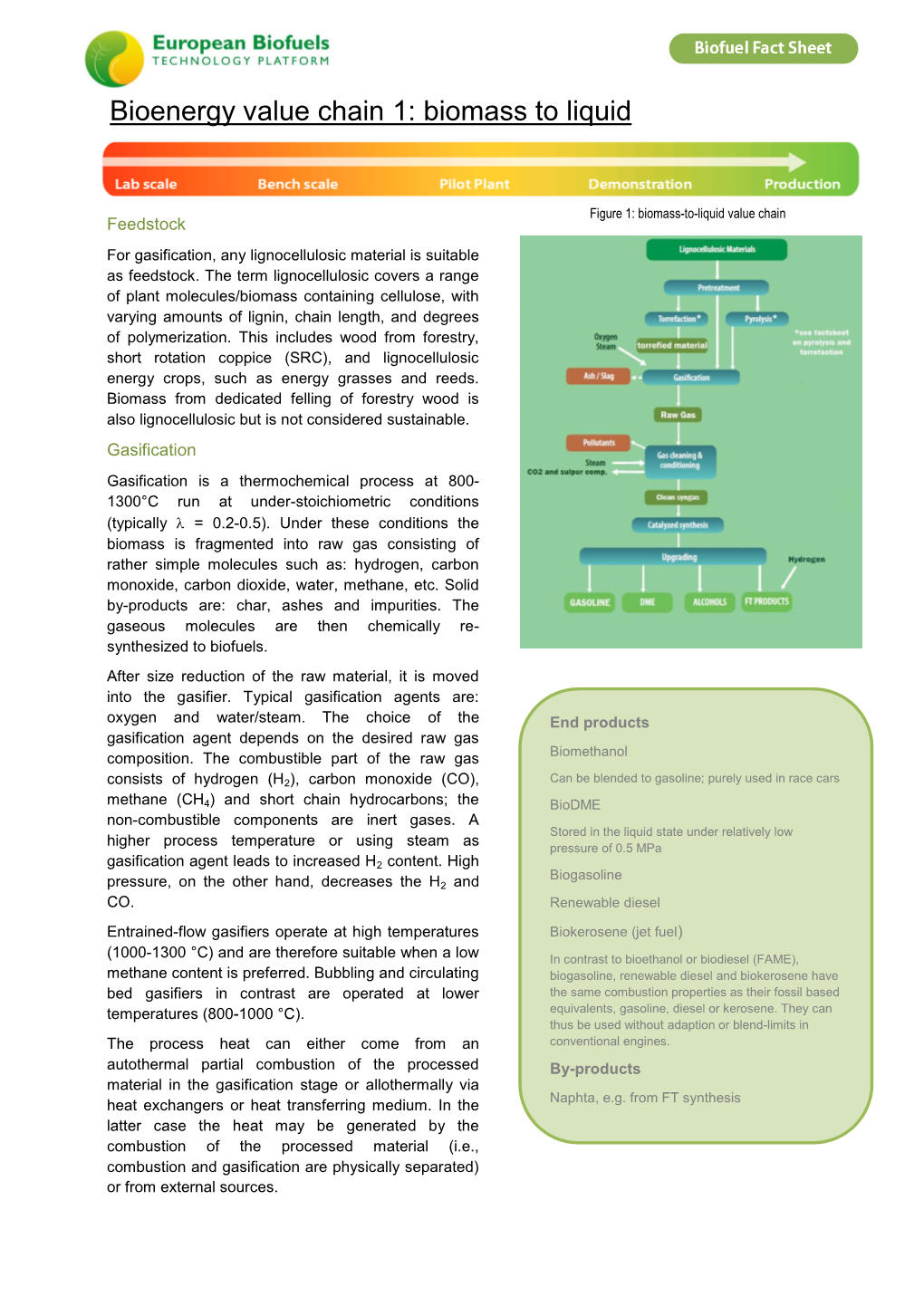
Bioenergy Value Chain 1: Biomass to Liquid
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Process Technologies and Projects for Biolpg
energies Review Process Technologies and Projects for BioLPG Eric Johnson Atlantic Consulting, 8136 Gattikon, Switzerland; [email protected]; Tel.: +41-44-772-1079 Received: 8 December 2018; Accepted: 9 January 2019; Published: 15 January 2019 Abstract: Liquified petroleum gas (LPG)—currently consumed at some 300 million tonnes per year—consists of propane, butane, or a mixture of the two. Most of the world’s LPG is fossil, but recently, BioLPG has been commercialized as well. This paper reviews all possible synthesis routes to BioLPG: conventional chemical processes, biological processes, advanced chemical processes, and other. Processes are described, and projects are documented as of early 2018. The paper was compiled through an extensive literature review and a series of interviews with participants and stakeholders. Only one process is already commercial: hydrotreatment of bio-oils. Another, fermentation of sugars, has reached demonstration scale. The process with the largest potential for volume is gaseous conversion and synthesis of two feedstocks, cellulosics or organic wastes. In most cases, BioLPG is produced as a byproduct, i.e., a minor output of a multi-product process. BioLPG’s proportion of output varies according to detailed process design: for example, the advanced chemical processes can produce BioLPG at anywhere from 0–10% of output. All these processes and projects will be of interest to researchers, developers and LPG producers/marketers. Keywords: Liquified petroleum gas (LPG); BioLPG; biofuels; process technologies; alternative fuels 1. Introduction Liquified petroleum gas (LPG) is a major fuel for heating and transport, with a current global market of around 300 million tonnes per year. -

CHAPTER 2 Biofuel Promotion and Development in East Asia Countries
Chapter 2 Biofuel Promotion and Development in East Asia Countries Study on Asia Potential of Biofuel Market Working Group June 2013 This chapter should be cited as Study on Asia Potential of Biofuel Market Working Group (2013), ‘Biofuel Promotion and Development in East Asia Countries’, in Yamaguchi, K. (ed.), Study on Asia Potential of Biofuel Market. ERIA Research Project Report 2012-25, pp.5-153. Available at: http:/www.eria.org/RPR_FY2012_No.25_Chapter_2.pdf CHAPTER 2 Biofuel Promotion and Development in East Asia Countries 2.1. Australia Policies and Program to Promote the Utilization of Biofuel (1) Policy Overview With the publishing of the “Clean Energy Future Plan” in Jul. 2011, Australian Prime Minister Gillard made a commitment to reduce Carbon dioxide (CO2) emissions by at least 5% (compared with the 2000 level) by 2020 and to raise the CO2 emissions reduction goal for 2050 from 60% to 80%. Clean energy supply is also mentioned in the “Australia’s Energy Transformation 2012” (hereinafter, referred to as the “White Paper”) published in Nov. 2012. Biofuels, along with other clean fuels and emerging vehicle technologies are anticipated to play an important role in transforming the country’s transport sector through 2050. (2) Target As of Jan. 1, 2012, there were 3 ethanol manufacturers (3 plants, manufacturing capacity of 440,000,000 liters) and 4 major biodiesel manufacturers (manufacturing capacity of 500,000,000 liters). However, as of Jan. 1, 2012, only 4 biodiesel plants were running with production capacity of approx. 100,001,500 liters. The following figures and tables show the locations and the lists of biofuel manufacturing plants. -

Production of Biogasoline from Waste Cooking Oil As an Environmentally Friendly Alternative Liquid Fuel
Production of Biogasoline from Waste Cooking Oil as an Environmentally Friendly Alternative Liquid Fuel Submitted by Mampuru, Madinoge Bridgiliah (361967) A Dissertation submitted to the Faculty of Engineering and the Built Environment, University of the Witwatersrand, Johannesburg, South Africa, in fulfillment for the degree of Master of Science. Supervisor: Dr. Diakanua Bavon Nkazi Johannesburg, 20th of September 2017 DECLARATION I declare that this thesis titled “Production o f Biogasoline from Waste Cooking Oil as an Environmentally Friendly Alternative Liquid Fuel ” is the result of my own unaided research work, except as cited and acknowledged in the references. This thesis has not been submitted for any degree. Name: Mampuru, Madinoge Bridgiliah Student Number: 361967 Signature: ..................... Date: i . ' T.M I l f . DEDICATION This work is dedicated to: My dear parents Mr L.M. and Mrs E.M. Mampuru, my beloved siblings Lennies Nkgabe, Sharol Diphale, Collins Matime and Bradley Segatle 11 ACKNOWLEDGEMENTS The successful completion and outcomes of this study were possible through of the collective efforts and support I have received. I will like to acknowledge and express my sincere gratitude to the following individuals and organizations that have contributed positively to the work done during my study: First and foremost, I would like to express my sincerest gratitude and honour to Almighty God, Father, for his Love, Mercy and Grace throughout this journey. Thank you for keeping me going when the going got tough. Thank you Daddy for walking with me until the finish line of this journey. To my supervisor, Dr Diakanua Bavon Nkazi, your work ethic is admirable and phenomenal. -

Cellulosic Biofuels July 2008
Cellulosic Biofuels July 2008 Cellulosic biofuels are not as far off as often assumed. EESI’s investigation of this issue found some pilot scale cellulosic biofuel production facilities already online and many more demonstration and commercial scale biorefineries under construction or on the drawing board. In fact, 55 cellulosic biorefineries are complete, under construction or in the planning stage in a total of 31 states across the country, adding up to an expected nameplate capacity of 629.5 million gallons per year (MGY) and a potential expansion to 995 MGY. Most of the demonstration and commercial scale facilities are scheduled to start operation in 2009 or 2010. CELLULOSIC BIOREFINERIES BY SCALE & STAGE OF DEVELOPMENT Commercial Demonstration Pilot Scale Scale Scale Completed – 2 3 Under Construction 1 3 5 Planning Stage 21 14 6 Total 22 19 14 The U.S. Department of Energy (DOE) defines a commercial scale biorefinery as one that uses at least 700 tons of feedstock per day to produce 10‐20 MGY of biofuel. Small scale (demonstration) facilities use approximately 70 tons of feedstock per day, yielding at least 1 MGY.i Pilot scale facilities are generally smaller and are used to develop new methods and technologies. CELLULOSIC BIOREFINERIES BY STATE Alabama (2) Indiana (2) Minnesota (1) Pennsylvania (3) Arkansas (1) Iowa (1) Missouri (1) South Carolina (1) California (2) Kansas (1) Montana (1) South Dakota (1) Colorado (3) Kentucky (1) Nebraska (1) Tennessee (2) Connecticut (1) Louisiana (2) Nevada (1) Washington (1) Florida (6) Maine (1) New York (3) Wisconsin (3) Georgia (1) Maryland (1) North Carolina (2) Wyoming (1) Hawaii (1) Michigan (1) Oregon (2) Four facilities have not disclosed their locations. -

2015 Bioenergy Market Report
BIOENERGY TECHNOLOGIES OFFICE 2015 Bioenergy Market Report February 2017 Prepared for the U.S. Department of Energy Bioenergy Technologies Office Prepared by the National Renewable Energy Laboratory, Golden, CO 80401 2015 BIOENERGY MARKET REPORT Authors This report was compiled and written by Ethan Warner, Kristi Moriarty, John Lewis, Anelia Milbrandt, and Amy Schwab of the National Renewable Energy Laboratory in Golden, Colorado. ii Authors 2015 BIOENERGY MARKET REPORT Acknowledgments Funding for this report came from the U.S. Department of Energy Office of Energy Efficiency and Renewable Energy’s Bioenergy Technologies Office. The authors relied upon the hard work and valuable contributions of many professional reviewers, including Chris Ramig (U.S. Environmental Protection Agency), Mary Biddy (National Renewable Energy Laboratory), Chris Cassidy (U.S. Department of Agriculture), Harry Baumes (U.S. Department of Agriculture), Patrick Lamers (Idaho National Laboratory), and Sara Ohrel (U.S. Environmental Protection Agency). Acknowledgements iii 2015 BIOENERGY MARKET REPORT Notice This report is being disseminated by the U.S. Department of Energy (DOE). As such, this document was prepared in compliance with Section 515 of the Treasury and General Government Appropriations Act for Fiscal Year 2001 (Public Law 106-554) and information quality guidelines issued by DOE. Though this report does not constitute “influential” information, as that term is defined in DOE’s information quality guidelines or the Office of Management and Budget’s Information Quality Bulletin for Peer Review, the report was reviewed both internally and externally prior to publication. Neither the U.S. government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. -

Biogasoline Options for Conventional Spark-Ignition Cars
VTT WORKING PAPERS 187 Päivi Aakko-Saksa, Päivi Koponen, Johanna Kihlman, Matti Reinikainen, Eija Skyttä, Leena Rantanen-Kolehmainen & Ari Engman Biogasoline options for conventional spark-ignition cars ISBN 978-951-38-7529-9 (URL: http://www.vtt.fi/publications/index.jsp) ISSN 1459-7683 (URL: http://www.vtt.fi/publications/index.jsp) Copyright © VTT 2011 JULKAISIJA – UTGIVARE – PUBLISHER VTT, Vuorimiehentie 5, PL 1000, 02044 VTT puh. vaihde 020 722 111, faksi 020 722 4374 VTT, Bergsmansvägen 5, PB 1000, 02044 VTT tel. växel 020 722 111, fax 020 722 4374 VTT Technical Research Centre of Finland, Vuorimiehentie 5, P.O. Box 1000, FI-02044 VTT, Finland phone internat. +358 20 722 111, fax +358 20 722 4374 Series title, number and report code of publication VTT Working Papers 187 VTT-WORK-187 Author(s) Päivi Aakko-Saksa, Päivi Koponen, Johanna Kihlman, Matti Reinikainen, Eija Skyttä, Leena Rantanen-Kolehmainen & Ari Engman Title Biogasoline options for conventional spark-ignition cars Abstract The purpose of this study is to explore feasible gasoline biocomponents supplemen- tary to ethanol, and to assess their exhaust emissions performance. Although ethanol is the dominant liquid biofuel globally, technical restrictions limit its use in convention- al gasoline cars to 10–15 v/v% (bio-energy 7–10%). Since current conventional cars will continue to take the major share of gasoline car fleets for at least the next 10–20 years, it is necessary to establish and assess biocomponent options for them. Today, higher ethanol blending ratios are possible only with the use of flexible fuel vehicle (FFV) technology. The European Union requires renewable energy to have at least a 10% share of transport energy by 2020, and even higher shares are being attempted regionally. -

SUSTAINABLE ADVANCED BIOFUELS Technology Market Report
SUSTAINABLE ADVANCED BIOFUELS Technology market report Joint EUR 29929 EN Research Centre This publication is a Technical report by the Joint Research Centre (JRC), the European Commission’s science and knowledge service. It aims to provide evidence-based scientific support to the European policymaking process. The scientific output expressed does not imply a policy position of the European Commission. Neither the European Commission nor any person acting on behalf of the Commission is responsible for the use that might be made of this publication. Contact information Name: Monica PADELLA Address: European Commission, Joint Research Centre, Ispra, Italy Email: [email protected] Name: Maria GEORGIADOU Address: European Commission DG Research and Innovation, Brussels, Belgium Email: [email protected] Name: Thomas SCHLEKER Address: European Commission DG Research and Innovation, Brussels, Belgium Email: [email protected] JRC Science Hub https://ec.europa.eu/jrc JRC118309 EUR 29929 EN ISSN 2600-0466 PDF ISBN 978-92-76-12585-3 doi:10.2760/487802 ISSN 1831-9424 (online collection) ISSN 2600-0458 Print ISBN 978-92-76-12586-0 doi:10.2760/905250 ISSN 1018-5593 (print collection) Luxembourg: Publications Office of the European Union, 2019 © European Union, 2019 The reuse policy of the European Commission is implemented by Commission Decision 2011/833/EU of 12 December 2011 on the reuse of Commission documents (OJ L 330, 14.12.2011, p. 39). Reuse is authorised, provided the source of the document is acknowledged and its original meaning or message is not distorted. The European Commission shall not be liable for any consequence stemming from the reuse. -

Algae As a Feedstock for Transportation Fuels –
Algae as a Feedstock for Transportation Fuels – The Future of Biofuels? A White Paper Prepared for the IEA Advanced Motor Fuels Implementing Agreement By: Ralph McGill Presented to the 35th Executive Committee Meeting May 2008 Vienna, Austria (Page left blank intentionally) 1 INTRODUCTION: Events in world energy markets over the past several years have prompted many new technical developments as well as political support for alternative transportation fuels, especially those that are renewable. We have seen dramatic rises in the demand for and production of fuel ethanol from sugar cane and corn and biodiesel from vegetable oils. The quantities of these fuels being used continue to rise dramatically, and their use is helping to create a political climate for doing even more. But, the quantities are still far too small to stem the tide of rising crude prices worldwide. In fact, the use of some traditional crops (corn, sugar, soy, etc.) in making fuels instead of food is apparently beginning to impact the cost of food worldwide. Thus, there is considerable interest in developing alternative biofuel feedstocks for use in making fuels – feedstocks that are not used in the food industries. Of course, we know that there is a lot of work in developing cellulosic‐based ethanol that would be made from woody biomass. Process development is the critical path for this option, and the breakthrough in reducing the cost of the process has been elusive thus far. Making biodiesel from vegetable oils is a well‐developed and inexpensive process, but to date there have been few reasonable alternatives for making biodiesel, although advanced processes such as gasification of biomass remain an option. -

2013 Bioenergy Market Report March 2016
BIOENERGY TECHNOLOGIES OFFICE 2013 Bioenergy Market Report March 2016 Prepared for Prepared by the U.S. Department of Energy National Renewable Energy Laboratory Bioenergy Technologies Office Golden, CO 80401 Authors This report was compiled and written by Amy Schwab, Kristi Moriarty, Anelia Milbrandt, Jesse Geiger, and John Lewis of the National Renewable Energy Laboratory in Golden, Colorado. Acknowledgments Funding for this report came from the U.S. Department of Energy’s Office of Energy Efficiency and Renewable Energy, Bioenergy Technologies Office. The authors relied upon the hard work and valuable contributions of many professionals, including Jake Jacobson (Idaho National Laboratory), Ken Skog (U.S. Forest Service), Chris Cassidy (U.S. Department of Agriculture), Harry Baumes (U.S. Department of Agriculture), Matt Langholtz (Oak Ridge National Laboratory), Paul Argyropoulos (U.S. Environmental Protection Agency), Chris Ramig (U.S. Environmental Protection Agency), Brian Duff (Northrop Grumman Corporation), Corinne Drennan (Pacific Northwest National Laboratory), as well as the U.S. Department of Agriculture library staff, the Renewable Fuels Association, National Biodiesel Board, and Biodiesel Magazine. Notice This report is being disseminated by the U.S. Department of Energy (DOE). As such, this document was prepared in compliance with Section 515 of the Treasury and General Government Appropriations Act for Fiscal Year 2001 (Public Law 106-554) and information quality guidelines issued by DOE. Though this report does not constitute “influential” information, as that term is defined in DOE’s information quality guidelines or the Office of Management and Budget’s Information Quality Bulletin for Peer Review, the report was reviewed both internally and externally prior to publication. -

The Role of Biofuels, Electrofuels and Electricity in the Transformation of the Transport Sector
Biofuel and electrification, do we need both? The role of biofuels, electrofuels and electricity in the transformation of the transport sector Maria Grahn Fysisk Resursteori, Institutionen för Rymd- geo- och miljövetenskap, Chalmers tekniska högskola 2018-04-26 Different fuels and vehicle technology options in different transport modes? Liquid fuels ICEV, HEV Aviation (petro, methanol, (internal combus- Fossil ethanol, tion engine vehicles (oil, natural biodiesel) and hybrids) Shipping (short) gas, coal) Methane Shipping (long) (biogas, SNG, FCV Biomass (fuel cell vehicles) natural gas) Road (short) (cars, busses, Solar, Hydrogen distribution trucks) BEV, PHEV wind etc Production (battery electric of electro Electrolysis vehicles) Road (long) fuels (long distance trucks and busses) Water CO2 Inductive and conductive Rail Electricity electric (train, tram) ENERGY SOURCES ENERGY CARRIERS VEHICLE TECHNOLOGIES TRANSPORT MODES Example of biofuels and conversion processes Electricity Cellulose & Combustion Lignin e.g. wood, black Hydrogen liquor, grass Gasification to syngas Fischer-Tropsch Fuels Starch (CO and H2) e.g. wheat, corn, DME potatoes Anearobic (Dimethyleter) digestion to biogas Sugar Methanol Fermentation Oil of sugar Methane e.g. rapeseed, palmoil, soy Ethanol Pressing and esterification Rest flows FAME (Fatty acid methyl e.g. straw, sawdust, ester, eg RME) manure, sludge, Hydrotreating food waste of vegetable oil HVO BIOMASS CONVERSION PROCESS ENERGY CARRIER Which fuel is best? Depends on… Energy balance and climate impact Coal-based DME, diesel Conventional gasoline, diesel Ethanol (wheat, sugerbeet) Ethanol Biodiesel (cellolose, (FAME, HVO) sugarcane) Wood-based DME, diesel Biogas (manure) Well-to-wheel energy expended and greenhouse gas emissions for different fuel production pathways, assuming technology matureness by year 2020. -

Biofuels Data and Social Accounting Matrices Prepared for Policy Assessment Models Based on the GTAP 7 Data Base
Biofuels Data and Social Accounting Matrices Prepared for Policy Assessment Models based on the GTAP 7 Data Base February 2011 by Xin Zhou and Satoshi Kojima Economy and Environment Group Institute for Global Environmental Strategies Table of Contents Conversion rates ........................................................................................................................................... iv Exchange Rates (from one unit local currency to US Dollar) ..................................................................... iv CPI Inflation Rates ....................................................................................................................................... iv Abbreviations ................................................................................................................................................ v 1. Introduction ............................................................................................................................................ 1 2. Biofuels Production and Consumption ................................................................................................ 2 3. International Trade ............................................................................................................................... 4 4. Production Costs .................................................................................................................................... 5 5. Biofuels Prices ....................................................................................................................................... -

IEA Bioenergy Countries' Report – Update 2018
IEA Bioenergy Countries’ Report – Update 2018 Bioenergy policies and status of implementation IEA Bioenergy: ExCo: 2018:04 IEA Bioenergy Countries’ Report – Update 2018 Bioenergy policies and status of implementation Edited by Luc Pelkmans, Technical Coordinator IEA Bioenergy Copyright © 2018 IEA Bioenergy. All rights Reserved Published by IEA Bioenergy IEA Bioenergy, also known as the Technology Collaboration Programme (TCP) for a Programme of Research, Development and Demonstration on Bioenergy, functions within a Framework created by the International Energy Agency (IEA). Views, findings and publications of IEA Bioenergy do not necessarily represent the views or policies of the IEA Secretariat or of its individual Member countries. INTRODUCTION TO NATIONAL COUNTRY REPORTS This report, together with the separate country The first figure presents the total primary reports, was prepared from IEA statistical data1, energy supply by source. TPES is defined combined with data and information provided as production plus imports minus exports by the IEA Bioenergy Executive Committee minus marine and aviation bunkers and plus/ and its Tasks. All individual country reports minus stock changes (see definition section). were reviewed by the national delegates to the Thus, according to the IEA definition of IEA Bioenergy Executive Committee, who have TPES, because of imports, both primary approved the content. and secondary energy carriers are displayed. Nevertheless, this figure depicts the share of The individual country reports are available