Tool Management
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Heavy Equipment Technology Required Tool List
Heavy Equipment Technology Required Tool List WRENCHES 1 1/2” Drive socket set: - Sockets, 3/8” to 1-1/14”, 6 point, shallow well - Sockets, 7/16” to 1-1/8”, 6 point, deep well - Sockets, 7/16” to 15/16”, Impact, 6 point, shallow well - Sockets, 7/16” to 15/16”, Impact, 6 point, deep well - Sockets, 10mm to 32 mm, 6 point, shallow well - Sockets, 10mm to 19mm, 6 point, deep well - Sockets, 10mm to 25mm’ Impact, 6 point, deep well - Ratchet - Breaker Bar - Drive Extensions: 1-1/2”, 3”, 5”, 10”, and 15” - Drive Adapter: 1/2” to 3/8” - 250 lb. Torque Wrench, Micrometer adjust - Impact Wrench, 3/4 or 1/2, Pneumatic or Battery - Universal Joint 1 3/8” Drive socket set: - Sockets, 1/4" to 15/16”, 6 point, shallow well - Sockets, 6mm to 19mm, 6 point shallow well - Universal Sockets, 3/8” to 3/4", 6 point shallow well - Sockets, T30 to T55, Drivers - Spark plug Sockets, 5/8” and 13/16” - Ratchet - Breaker bar - Drive extensions: 1-1/2”, 3”, 6”,10” - Universal Joint 1 1/4” Drive socket set: - Sockets, 3/16” to 9/16”, 6 point, shallow well - Sockets, 3/16” to 9/16”, 6 point, deep well - Sockets, 5.5mm to 14mm, 6 point, shallow well - Sockets, 5.5mm to 14mm, 6 point, deep well - Sockets, T8 to T27, Drivers - Ratchet - Drive extensions: 2”, 4”, 6” - Universal Joint 1 Combination End set: - 1/4" to 1-1/4”, Long - 6mm to 24mm, Long 1 Flare Nut set: - 1/4" to 13/16” - 9mm to 21mm 1 Ratcheting Box End: - 1/4” x 3/8” and 3/16” x 5/16”, Square, Air Conditioning 1 8” Adjustable Wrench 1 14” Pipe Wrench 1 Hex Key set: - 5/64” to 3/8”, Long Arm -1.5mm to -

Success Measured Beyond Tool Life
SUCCESS MEASURED BEYOND TOOL LIFE ENGINEERING CASE STUDIES 04 USING SMARTER TOOL MANAGEMENT FEATURES IN MAKINO A-51NX MILLS Manufacturing Mastery Since 1924 Central Screw Products Company (CSP) is a 3rd generation machin- ing company, founded in 1924. CSP leverages the latest in robot- ics and automation technology to achieve one of the machining industry’s most efficient engineer- ing to production ratios. The re- sult is mastery and control of the manufacturing process, maximum customer value, and unparalleled quality. We machine Titanium, Inconel, and other hard materials to precise tol- erances for the most demanding industries such as defense, medi- cal, aerospace, and automotive. Our global supply chain provides a reliable single source for diverse secondary operations and value added logistics. The Makino brand is universally renowned for high-power, high-speed precision equipment. However, all of this capability comes to a halt without smart tool CSP is ISO 9001:2015 Certified, management. AS 9100 Compliant, ITAR Regis- tered, and a proud recipient of a Central Screw Products use our Makinos to machine demanding superalloys like number of industry and OEM sup- Inconel 718. Using the tool management features built into our Makino, in con- plier quality awards. junction with Haimer holders and OSG drills, our OEE (Overall Equipment Effec- tiveness) has nearly doubled! This increased uptime in our spindles makes DGW www.centralscrewproducts.com a leader in superalloy machining. Read all CSP case studies here The Makino A51NX provides a sophisticated array of tool management features. Subscribe to CSP news For example, we can monitor and replace tools based on time, the number of workpieces, or even active parameters from spindle load monitoring or external broken tool detection. -
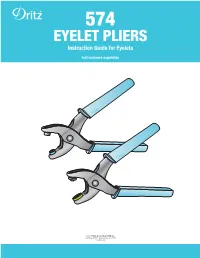
EYELET PLIERS Instruction Guide for Eyelets
574 EYELET PLIERS Instruction Guide for Eyelets Instrucciones españolas ©2015 Prym Consumer USA Inc. 950 Brisack Rd. • Spartanburg, SC 29303 www.dritz.com 574 EYELET PLIERS – Instructions Fabric Preparation for Use two layers of light to medium-weight fabric, reinforced with interfacing. " and ¼" Eyelets Mark position of eyelets. ⁵∕₃₂ Test an eyelet on swatch of fabric. Instructions for Cutting ⁵∕₃₂" Holes in Fabric Pliers Tools: Inserting Tools: Insert die base (large hole opening Metal Die Metal Cone facing out) in one side of pliers Base Punch and cone punch in other side. Cutting Holes: Removing Tools: 1. Position fabric in pliers and 2. After cutting several holes, it may be 3. If pliers’ tools will not cut Slip hook of gray tool remover center tools over mark. necessary to clear hole cutouts from through your specic type of inside ledge of pliers and press Squeeze pliers rmly to die base. Use a strong straight pin to fabric, trace inside of eyelet down to release tool. cut hole. remove fabric cutouts from die. and cut hole with scissors. Repeat for opposite side. 1. 2. 3. Instructions for Cutting ¼" Holes in Fabric Pliers Tools: Inserting Tools: Insert round die base in one Metal Round Metal Cone side of pliers and cone punch Die Base Punch in other side. Cutting Holes: Removing Tools: 1. Position fabric in pliers and 2. After cutting several holes, it may be 3. If pliers’ tools will not cut Slip hook of gray tool remover center tools over mark. necessary to clear hole cutouts from through your specic type of inside ledge of pliers and press Squeeze pliers rmly to die base. -

Reducing the Risk of Injury
CHAPTER 5 Reducing the Risk of Injury CONTENTS 1 Standards for Ergonomic Tools 2 Tools and the Upper Extremities 3 Preventing Back Injuries 4 Workplace Conditions 72 INTRODUCTION Changing the way work is done can be difficult. It is also hard for most people to believe that what is done today may be causing unseen damage OBJECTIVES that won’t show up for months, years, or longer. The first step is to under- Upon successful completion stand why change must happen. Other chapters in Ergonomics discuss the of this chapter, the role risk factors play in developing cumulative trauma disorders (CTDs) participant should be work-related musculoskeletal disorders WMSDs and ( ). The best way to able to: prevent workplace injuries, disease, and permanent damage to the body is to find ways to change the work process and to minimize or eliminate 1. Recognize features of these risks. ergonomic hand tool design. 2. Describe an KEY TERMS ergonomic tool. cumulative trauma disorder (CTD) injury caused by certain work 3. Select tools based on activities performed every day that mainly affects the knees, back, and design and use. upper extremities, which are shoulders, elbows, wrists, hands ergonomics the study of how the work, the worker, and the workplace 4. Examine current fit together practices and recommend micro-break short break from work or using different muscles or per- forming a different task for a short time to provide rest for fatigued improvements. muscles work-related musculoskeletal disorder (WMSD) injury that usually develops over time, but may have a sudden onset, that mainly affects the muscles, nerves, tendons, ligaments, joints, cartilage, and spinal discs 73 1 Standards for Ergonomic Tools Carpenters use many hand tools, such as, hammers, screwdrivers, pliers, wrenches, and tin snips, plus power tools, such as electric drills, power saws, and screw guns. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

How to Use Tools / Mistakes to Avoid CARLTSOE SAFETY TOOLS
CARLTSOE SAFETY TOOLS If you just had the right tools How to Use Tools / Mistakes to Avoid Tool Proper Uses Abuse/Misuse Nail Hammers Nail hammers are intended for driving and pulling common, Never strike one hanmmer with or against another hammer unhardened nails only, and for ripping apart wooden or a hatchet. Never strike nail pullers, steel chisels or structures. They may be used to strike nail sets with the other hardened objects with a nail hammer as the face may center of the striking face. chip, possibly resulting in eye or other serious injury. Ball Pein Hammers Ball pein hammers of the proper size are designed for striking chisels and punches, and for riveting, shaping and Strike squarely and avoid glancing blows that may cause straightening unhardened metal. the edge of the face to chip, possibly resulting in eye or When striking a struck tool (chisel or punch), the striking face other serious injury. Never strike with or against the side, of the hammer should have a diameter at least 3/8" larger or cheek, of any hammer. than the struck face of the tool. Riveting and Setting Hammers The Riveting hammer is designed for driving and spreading Never use these special-purpose hammers for general- rivets on sheet metal work. The Setting hammer is designed purpose work. The square, sharp edges of the setting for forming sharp corners, closing and peining seams and lock hammer make it vulnerable to chipping if improperly used. edges, and for use by glaziers for inserting glazier points. Never strike against other steel tools. -

Pliers, Clamping, & Cutting
PLIERS, CLAMPING, & CUTTING TABLE OF CONTENTS XL SERIES PLIERS . 742-743 LOCK JOINT PLIERS . .744 POWER-TRACK® II PLIERS . .745 ASSORTED PLIERS SETS . .746 NEEDLE-NOSE PLIERS . 747-748 CUTTING PLIERS . 749-752. LINEMAN'S PLIERS . 752-753. SPECIALTY PLIERS. 754 MINIATURE PLIERS . 755. LOCKING PLIERS . 756-762. LOCKING C-CLAMPS . 762-765 SAFETY WIRE TWISTERS. 766 WIRE STRIPPERS & CUTTERS . .767 AUTOMOTIVE PLIERS . 768-769. RETAINING RING PLIERS SETS . 770-772 RETAINING RING PLIERS . 773-774 1000V PLIERS . 775-781. HACKSAW . 782. C-CLAMPS . 782-784 EYE BOLTS . 785. SNIPS . 785-787 . MULTI-PURPOSE TOOLS . .787 KNIVES. 788 PROTO® STAINLESS STEEL ELECTRICIAN'S SCISSORS A handy electrician's tool that can accomplish common tasks like stripping, crimping, cutting, and snipping from thin delicate wires to thicker multi-core cables, conveniently locked on the belt until needed. Ergonomic handles with hole for tethering. Built-in wire stripper can strip and crimp for AWG 12, 14 and 16 cables. Stainless steel construction. Includes a holder with a quick release button and a belt clip. Cuts multi- wire cables and snips tiny wires. Micro anti-slip teeth on blades for better cutting grip. SAFETY WIRE PLIERS Safety wire is a type of positive locking device that prevents fasteners from loosening due to vibration and other forces. The presence of safety wiring also serves to indicate that the fasteners have been properly tightened. Safety wire is available in a variety of gauges and materials, depending on the application. In aircraft and racing applications, stainless steel wire is used, most commonly in .032" diameter. Typically, the wire is threaded through a hole drilled into a fastener or part, then twisted and anchored to a second fastener or part, then twisted again. -

Enghandbook.Pdf
785.392.3017 FAX 785.392.2845 Box 232, Exit 49 G.L. Huyett Expy Minneapolis, KS 67467 ENGINEERING HANDBOOK TECHNICAL INFORMATION STEELMAKING Basic descriptions of making carbon, alloy, stainless, and tool steel p. 4. METALS & ALLOYS Carbon grades, types, and numbering systems; glossary p. 13. Identification factors and composition standards p. 27. CHEMICAL CONTENT This document and the information contained herein is not Quenching, hardening, and other thermal modifications p. 30. HEAT TREATMENT a design standard, design guide or otherwise, but is here TESTING THE HARDNESS OF METALS Types and comparisons; glossary p. 34. solely for the convenience of our customers. For more Comparisons of ductility, stresses; glossary p.41. design assistance MECHANICAL PROPERTIES OF METAL contact our plant or consult the Machinery G.L. Huyett’s distinct capabilities; glossary p. 53. Handbook, published MANUFACTURING PROCESSES by Industrial Press Inc., New York. COATING, PLATING & THE COLORING OF METALS Finishes p. 81. CONVERSION CHARTS Imperial and metric p. 84. 1 TABLE OF CONTENTS Introduction 3 Steelmaking 4 Metals and Alloys 13 Designations for Chemical Content 27 Designations for Heat Treatment 30 Testing the Hardness of Metals 34 Mechanical Properties of Metal 41 Manufacturing Processes 53 Manufacturing Glossary 57 Conversion Coating, Plating, and the Coloring of Metals 81 Conversion Charts 84 Links and Related Sites 89 Index 90 Box 232 • Exit 49 G.L. Huyett Expressway • Minneapolis, Kansas 67467 785-392-3017 • Fax 785-392-2845 • [email protected] • www.huyett.com INTRODUCTION & ACKNOWLEDGMENTS This document was created based on research and experience of Huyett staff. Invaluable technical information, including statistical data contained in the tables, is from the 26th Edition Machinery Handbook, copyrighted and published in 2000 by Industrial Press, Inc. -
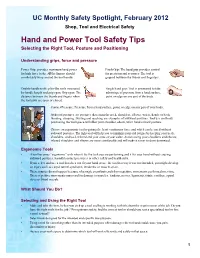
Hand and Power Tool Safety Tips Selecting the Right Tool, Posture and Positioning
UC Monthly Safety Spotlight, February 2012 Shop, Tool and Electrical Safety Hand and Power Tool Safety Tips Selecting the Right Tool, Posture and Positioning Understanding grips, force and pressure Power Grip: provides maximum hand power Pinch Grip: The hand grip provides control for high force tasks. All the fingers should for precision and accuracy. The tool is comfortably wrap around the tool handle gripped between the thumb and fingertips. Double-handle tools: plier-like tools measured Single hand grip: Tool is positioned to take by handle length and grip span. Grip span: The advantage of pressure from a hard surface, distance between the thumb and fingers when point or edge on any part of the body. the tool jaws are open or closed. Contact Pressure: Pressure from a hard surface, point, or edge on any part of your body. Awkward postures are postures that strain the neck, shoulders, elbows, wrists, hands or back. Bending, stooping, twisting and reaching are examples of awkward postures. Tool use and body positioning the work piece will affect your shoulder, elbow, wrist, hand or back posture. Choose an ergonomic tool requiring the least continuous force and which can be used without awkward postures. The right tool will help you to minimize pain and fatigue by keeping your neck, shoulders, and back relaxed and your arms at your sides. Avoid raising your shoulders and elbows; relaxed shoulders and elbows are more comfortable and will make it easier to drive downward. Ergonomic Tools • A tool becomes “ergonomic” only when it fits the task you are performing and it fits your hand without causing awkward postures, harmful contact pressures or other safety and health risks. -

Pliers Wrench Pliers and a Wrench in a Single Tool
86 06 250 Pliers Wrench pliers and a wrench in a single tool ● Replaces the need for sets of metric and imperial spanners ● Smooth jaws for damage free installation of plated fittings - working directly on chrome! ● Adjustable tightening tool ● Also excellent for gripping, holding, pressing and bending workpieces ● Push the button for adjustment on the workpiece ● Zero backlash jaw pressure prevents damage to edges of sensitive components ● Parallel jaws give a more solid grip; its design allows flexible adjustment of all widths up to the specified maximum size ● Reliable catching of the hinge bolt: no unintentional shifting ● The ratchet type principle allows quick and easy tightening and release of all bolted connections ● Lever transmission greater than 10 : 1 for strong gripping power ● Chrome vanadium electric steel, forged, oil-hardened ● With scaling for presetting the width apart from the workpiece The smooth jaws grip all parallel surfaces in the capacity range with a high degree of pressure if necessary and open up almost unlimited application possibilities for the pliers wrench: e.g. for tightening locknuts, exerting pressure to activate the adhesive power of contact adhesives, edge breaking in tile work, snapping cable ties, utilisation as a small vice. Article No. 86 06 250 EAN 4003773082408 Pliers chrome plated insulated with multi- Handles component grips, VDE- tested Insulation standard IEC 60900 DIN EN 60900 Pliers wrench: zero Conventional open end backlash contact wrench: edge pressure B2 mm 8,0 pressure, no damage to causes surface damage B3 mm 14,0 edges B1 mm 8,0 Adjustment positions 19 Capacities for nuts 2 Inch Capacities for nuts mm 52 Length mm 250 Net weight g 515 Fast adjustment at the Working on plated replaces the need for touch of a button fittings without damage sets of metric and of the surface imperial spanners technical change and errors excepted Ideal for bending operations KNIPEX-Werk C. -

Management and Monitoring of Rfidbased Cutting Tool Information
ISSN (Print) : 2319-8613 ISSN (Online) : 0975-4024 Mior Uzair Mior Hassan et al. / International Journal of Engineering and Technology (IJET) Management and Monitoring of RFID- based Cutting Tool Information for Integrated Manufacturing Mior Uzair Mior Hassan#1 , Aini Zuhra Abdul Kadir#2 # Faculty of Mechanical Engineering, Universiti Teknologi Malaysia, UTM Skudai, Johor, Malaysia 1 [email protected] 2 [email protected] Abstract—The demand of integrating manufacturing design and process planning with actual production activities such as cutting tool information is essential to enhance planning efficiency as well as improve simulation accuracy. However, cutting tools information that involves static and dynamic data is difficult to track causing the planning and simulation activities to be isolated, using outdated information and lack of reliability. This paper presents the initial functions of an Integrated Cutting Tool Management and Monitoring system (ICTMMs) utilizing RFID technology. RFID is used as a device to identify individual cutting tool as well as to track cutters data at production floor. Integration is possible with the use of STEP-NC as the exchange data format. User interface is designed using Labwindows. General overview are discussed based on STEP-NC input file. The development of ICTMMs helps to simplify management of cutting tool at production floor and support the integration of tool information throughout the manufacturing chain. Keyword-Tool management, RFID, STEP-NC I. INTRODUCTION Integrated manufacturing environment involves continuous interaction of various computer-aided (CAx) systems functions to ensure full information can be utilized in assisting various manufacturing activities. For example, during production planning activities, cutting tools data is essential for effective machining operation which is normally obtained beforehand based on operator’s experience, catalogues or any theoretical documents. -

End Mill Holders
MASTER TOOLHOLDING CATALOG Toolholding, Tapping, and Boring solutions Toolholding Tapping Boring HISTORY Parlec is established in Rochester N.Y., as a job shop specializing in 1948 the manufacturing of Sulky Hubs. Parlec begins producing and distributing the Numertap and 1973 Autofacer product lines. Parlec expands its product line with the introduction of Toolholders, 1977 which are sold as Numertap and Autofacer accessories. 1980 The first Parsetter TMM® is produced. Parlec builds a new 42,000 square-foot, state-of-the-art 1985 manufacturing facility just outside of Rochester in Fairport, N.Y. Parlec begins to manufacture and distribute its own line of 1992 Boring Tools. Parlec becomes ISO 9001 certified. Parlec’s sales triple from 1997 1992-1997. Parlec further enhances its product line to include Workholding. 1998 Construction of a 58,000 square-foot plant addition begins. Parlec enters the Asian market with the opening of a sales and 2003 service office in Nanjing China. Parlec acquires Bristol Tool. Driven and static tools are added 2004 to Parlec’s extensive product line. A new sales, engineering and distribution facility opens in Bristol, England. Parlec continues to expand its world wide footprint by opening a Wholly Owned Foreign Enterprise in Nanjing. This gives the 2006 company full sales, engineering, customer support and distribution capabilities on 3 continents. Sales offices are opened in Tianjin, Xian, Wuxi, and Chengdu to 2009 expand the China presence. Parlec partners with Gerardi for distribution of Driven & Static 2010 Tooling in Europe. Parlec begins distribution of Right angle heads in China. Parlec successfully completes a $5 million dollar capital investment 2012 campaign to automate and expand its manufacturing capabilities in the United States.