BEA Investigation Report
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Project No.: R. 089145.001
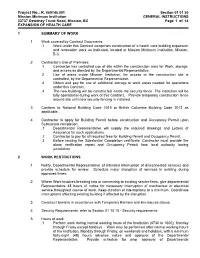
Project No.: R. 089145.001 Section 01 01 50 Mission Minimum Institution GENERAL INSTRUCTIONS 33737 Dewdney Trunk Road, Mission, BC Page 1 of 18 EXPANSION OF HEALTH CARE 1 SUMMARY OF WORK .1 Work covered by Contract Documents: .1 Work under this Contract comprises construction of a health care building expansion and renovation work as indicated, located at Mission Minimum Institution, Mission, B.C. .2 Contractor’s Use of Premises: .1 Contractor has controlled use of site within the construction area for Work, storage, and access as directed by the Departmental Representative. .2 Use of areas inside Mission Institution, for access to the construction site is controlled, by the Departmental Representative. .3 Obtain and pay for use of additional storage or work areas needed for operations under this Contract. .4 The new building will be constructed inside the security fence. The institution will be fully operational during work of this Contract. Provide temporary construction fence around site until new security fencing is installed. .3 Conform to National Building Code 2015 or British Columbia Building Code 2012 as applicable. .4 Contractor to apply for Building Permit before construction and Occupancy Permit upon Substantial completion. .1 Departmental Representative will supply the required drawings and Letters of Assurance for such applications. .2 Contractor to pay for all required fees for Building Permit and Occupancy Permit. .3 Before issuing the Substantial Completion certificate, Contractor must provide fire alarm verification report and Occupancy Permit from local authority having jurisdiction. 2 WORK RESTRICTIONS .1 Notify, Departmental Representative of intended interruption of disconnected services and provide schedule for review. -

Greenland 2019 West Greenland
Greenland 2019 West Greenland Hunting in Greenland is the world’s largest island. Having a surface of 2.18 million, km² and only Greenland about 59,000 inhabitants it is one of the least densely populated regions in the world. The capital city is Nuuk, which has not more than 12,000 inhabitants. A large part of the country is always covered with ice, which can reach a thickness of 3,500m. About one sixth of the island is ice-free. Away from the coasts, the inland is dominated by inhospitable ice and cold deserts. Arctic climate prevails with maximum temperatures from 20 °C in the south to -5 °C in the north. In winter, lowest temperatures are around -50 °C. Hunting We are hunting in different areas winter and autumn, and in two different areas in autumn. areas: In winter, we hunt in a big area outside the concessions, its south of Kangerlussuaq, and is about 350.000 acres. Transport is easy with snowmobiles, so we can easily get around in the area. In autumn we have two concession areas (other outfitters cannot hunt there, but local hunters can go meat hunt in the areas). Both areas is unique, since area 9 is partially in the Inuit hunting World Heritage Site, and all of area 11 is in the World Heritage Site. Only our company and one other outfitter can offer hunts in this unique area where the Inuit started hunting 4000 thousand years ago, and where their old settlements and stone installation for driven hunts is still there. -

Aerospace Engine Data
AEROSPACE ENGINE DATA Data for some concrete aerospace engines and their craft ................................................................................. 1 Data on rocket-engine types and comparison with large turbofans ................................................................... 1 Data on some large airliner engines ................................................................................................................... 2 Data on other aircraft engines and manufacturers .......................................................................................... 3 In this Appendix common to Aircraft propulsion and Space propulsion, data for thrust, weight, and specific fuel consumption, are presented for some different types of engines (Table 1), with some values of specific impulse and exit speed (Table 2), a plot of Mach number and specific impulse characteristic of different engine types (Fig. 1), and detailed characteristics of some modern turbofan engines, used in large airplanes (Table 3). DATA FOR SOME CONCRETE AEROSPACE ENGINES AND THEIR CRAFT Table 1. Thrust to weight ratio (F/W), for engines and their crafts, at take-off*, specific fuel consumption (TSFC), and initial and final mass of craft (intermediate values appear in [kN] when forces, and in tonnes [t] when masses). Engine Engine TSFC Whole craft Whole craft Whole craft mass, type thrust/weight (g/s)/kN type thrust/weight mini/mfin Trent 900 350/63=5.5 15.5 A380 4×350/5600=0.25 560/330=1.8 cruise 90/63=1.4 cruise 4×90/5000=0.1 CFM56-5A 110/23=4.8 16 -
2018 Annual Report WHERE YOU CAN FIND MORE INFORMATION Annual Report
2018 Annual Report WHERE YOU CAN FIND MORE INFORMATION Annual Report https://www.ge.com/investor-relations/annual-report Sustainability Website https://www.ge.com/sustainability FORWARD-LOOKING STATEMENTS Some of the information we provide in this document is forward-looking and therefore could change over time to reflect changes in the environment in which GE competes. For details on the uncertainties that may cause our actual results to be materially different than those expressed in our forward-looking statements, see https://www.ge.com/ investor-relations/important-forward-looking-statement-information. We do not undertake to update our forward-looking statements. NON-GAAP FINANCIAL MEASURES We sometimes use information derived from consolidated financial data but not presented in our financial statements prepared in accordance with U.S. generally accepted accounting principles (GAAP). Certain of these data are considered “non-GAAP financial measures” under the U.S. Securities and Exchange Commission rules. These non-GAAP financial measures supplement our GAAP disclosures and should not be considered an alternative to the GAAP measure. The reasons we use these non-GAAP financial measures and the reconciliations to their most directly comparable GAAP financial measures are included in the CEO letter supplemental information package posted to the investor relations section of our website at www.ge.com. Cover: The GE9X engine hanging on a test stand at our Peebles Test Operation facility in Ohio. Here we test how the engine’s high-pressure turbine nozzles and shrouds, composed of a new lightweight and ultra-strong material called ceramic matrix composites (CMCs), are resistant to the engine’s white-hot air. -

Fly-By-Wire - Wikipedia, the Free Encyclopedia 11-8-20 下午5:33 Fly-By-Wire from Wikipedia, the Free Encyclopedia
Fly-by-wire - Wikipedia, the free encyclopedia 11-8-20 下午5:33 Fly-by-wire From Wikipedia, the free encyclopedia Fly-by-wire (FBW) is a system that replaces the Fly-by-wire conventional manual flight controls of an aircraft with an electronic interface. The movements of flight controls are converted to electronic signals transmitted by wires (hence the fly-by-wire term), and flight control computers determine how to move the actuators at each control surface to provide the ordered response. The fly-by-wire system also allows automatic signals sent by the aircraft's computers to perform functions without the pilot's input, as in systems that automatically help stabilize the aircraft.[1] Contents Green colored flight control wiring of a test aircraft 1 Development 1.1 Basic operation 1.1.1 Command 1.1.2 Automatic Stability Systems 1.2 Safety and redundancy 1.3 Weight saving 1.4 History 2 Analog systems 3 Digital systems 3.1 Applications 3.2 Legislation 3.3 Redundancy 3.4 Airbus/Boeing 4 Engine digital control 5 Further developments 5.1 Fly-by-optics 5.2 Power-by-wire 5.3 Fly-by-wireless 5.4 Intelligent Flight Control System 6 See also 7 References 8 External links Development http://en.wikipedia.org/wiki/Fly-by-wire Page 1 of 9 Fly-by-wire - Wikipedia, the free encyclopedia 11-8-20 下午5:33 Mechanical and hydro-mechanical flight control systems are relatively heavy and require careful routing of flight control cables through the aircraft by systems of pulleys, cranks, tension cables and hydraulic pipes. -

ICE PROTECTION Incomplete
ICE PROTECTION GENERAL The Ice and Rain Protection Systems allow the aircraft to operate in icing conditions or heavy rain. Aircraft Ice Protection is provided by heating in critical areas using either: Hot Air from the Pneumatic System o Wing Leading Edges o Stabilizer Leading Edges o Engine Air Inlets Electrical power o Windshields o Probe Heat . Pitot Tubes . Pitot Static Tube . AOA Sensors . TAT Probes o Static Ports . ADC . Pressurization o Service Nipples . Lavatory Water Drain . Potable Water Rain removal from the Windshields is provided by two fully independent Wiper Systems. LEADING EDGE THERMAL ANTI ICE SYSTEM Ice protection for the wing and horizontal stabilizer leading edges and the engine air inlet lips is ensured by heating these surfaces. Hot air supplied by the Pneumatic System is ducted through perforated tubes, called Piccolo tubes. Each Piccolo tube is routed along the surface, so that hot air jets flowing through the perforations heat the surface. Dedicated slots are provided for exhausting the hot air after the surface has been heated. Each subsystem has a pressure regulating/shutoff valve (PRSOV) type of Anti-icing valve. An airflow restrictor limits the airflow rate supplied by the Pneumatic System. The systems are regulated for proper pressure and airflow rate. Differential pressure switches and low pressure switches monitor for leakage and low pressures. Each Wing's Anti Ice System is supplied by its respective side of the Pneumatic System. The Stabilizer Anti Ice System is supplied by the LEFT side of the Pneumatic System. The APU cannot provide sufficient hot air for Pneumatic Anti Ice functions. -

19730021074.Pdf
NASA TECHNICAL NOTE NASA TN D-7328 CO LE CORY STEADY-STATE AND DYNAMIC PRESSURE PHENOMENA IN THE PROPULSION SYSTEM OF AN F-111A AIRPLANE by Frank W. Burcbam, Jr., Donald L. Hughes, and Jon K. Holzman Flight Research Center Edwards, Calif. 93523 NATIONAL AERONAUTICS AND SPACE ADMINISTRATION • WASHINGTON, D. C. • JULY 1973 1. Report No. 2. Government Accession No. 3. Recipient's Catalog No. NASA TN D-7328 4. Title and Subtitle 5. Report Date STEADY-STATE AND DYNAMIC PRESSURE PHENOMENA IN THE July 1973 PROPULSION SYSTEM OF AN F-111A AIRPLANE 6. Performing Organization Code 7. Author(s) 8. Performing Organization Report No. Frank W. Burcham, Jr., Donald L. Hughes, and Jon K. Holzman H-741 10. Work Unit No. 9. Performing Organization Name and Address 136-13-08-00-24 NASA Flight Research Center P. O. Box 273 11. Contract or Grant No. Edwards, California 93523 13. Type of Report and Period Covered 12. Sponsoring Agency Name and Address Technical Note National Aeronautics and Space Administration 14. Sponsoring Agency Code Washington, D. C. 20546 15. Supplementary Notes 16. Abstract Flight tests were conducted with two F-111A airplanes to study the effects of steady-state and dynamic pressure phenomena on the propulsion system. Analysis of over 100 engine compressor stalls revealed that the stalls were caused by high levels of instantaneous distortion. In 73 per- cent of these stalls, the instantaneous circumferential distortion parameter, Kg, exhibited a peak just prior to stall higher than any previous peak. The Kg parameter was a better indicator of stall than the distortion factor, K_, and the maximum-minus-minimum distortion parameter, D, was a poor indicator of stall. -

Chapter 76 Engine Controls
ENGINE CONTROLS XL-2 AIRPLANE CHAPTER 76 ENGINE CONTROLS P/N 135A-970-100 Chapter 76 REVISION ~ Page 1 of 18 ENGINE CONTROLS XL-2 AIRPLANE Copyright © 2009 All rights reserved. The information contained herein is proprietary to Liberty Aerospace, Incorporated. It is prohibited to reproduce or transmit in any form or by any means, electronic or mechanical, including photocopying, recording, or use of any information storage and retrieval system, any portion of this document without express written permission of Liberty Aerospace Incorporated. Chapter 76 P/N 135A-970-100 Page 2 of 18 REVISION ~ ENGINE CONTROLS XL-2 AIRPLANE Table of Contents SECTION 76-00 GENERAL 5 SECTION 00-01 FADEC SYSTEM DESCRIPTION AND FUNCTIONAL OVERVIEW 6 SECTION 00-02 HEALTH STATUS ANNUNCIATOR AND POWER TRANSFER CHECK PROCEDURES 7 FADEC POWER TRANSFER CHECK 8 SECTION 76-10 POWER CONTROL 11 SECTION 10-01 POWER (THROTTLE) CABLE REMOVAL AND REPLACEMENT 12 THROTTLE CABLE REMOVAL 13 THROTTLE CABLE INSTALLATION 14 THROTTLE CABLE RIGGING PROCEDURE 15 SECTION 76-20 EMERGENCY SHUTDOWN 17 P/N 135A-970-100 Chapter 76 REVISION ~ Page 3 of 18 ENGINE CONTROLS XL-2 AIRPLANE PAGE LEFT INTENTIONALLY BLANK. Chapter 76 P/N 135A-970-100 Page 4 of 18 REVISION ~ ENGINE CONTROLS XL-2 AIRPLANE Section 76-00 General This chapter provides a descriptive overview of the control systems for the IOF- 240-B engine installed on the airplane. Detailed information for routine line maintenance for each engine subsection or system is provided in the appropriate chapter. More detailed information for repairs and maintenance on systems and components specific to the IOF-240B engine FADEC system are provided in the current release of the Teledyne Continental Motors Maintenance Manual for IOF- 240-B series engines, TCM p/n: M-22. -

Greenland Airports, Operates 13 Airports and 46 Helicopter Planes and a Map Showing Our Airports Locations Landing Sites in Greenland
Our airports are ideal choices for smaller airplanes operation in the north Atlantic regions. On these Welcome to pages we are presenting information on our airport services dedicated to ferry companies and ferry pilots. It is a high priority for us to ensure good conditions for operators on the north Atlantic routes and we have during 2014 launched Greenland several new services to do so. For example, all our airports now accept all major credit cards (for instance Visa, MasterCard, JCB and American Express, now even without the use of pin code) and we offer free Internet access for a limited Airports period in all airports (not Wi-Fi). Attached are our Fees and Charges for the use of Airports and Heliports in Greenland 2015 for ferry Mittarfeqarfiit, Greenland Airports, operates 13 airports and 46 helicopter planes and a map showing our airports locations landing sites in Greenland. With a staff of around 420, we are one of the and contact information. largest employers in Greenland. We constantly strive to ensure optimum In this document you will find detailed information safety and conditions for visiting aircrafts and pilots. about our airports for pilots and route planners. On the following pages we have presentations of our airport facilities and in three separate documents there is more detailed information about our most visited airports for ferry traffic: Kangerlussuaq, Narsarsuaq and Kulusuk. Please note that the following information should not be used for flight planning. Please consult aim.naviair.dk and www. mit.gl for updated information. 1 KANGERLUSSUAQ AIRPORT | (IATA: SFJ, ICAO: BGSF) The following information should not be used for flight operation or planning. -

Road Construction in Greenland – the Greenlandic Case
THIS PROJECT IS BEING PART-FINANCED BY THE EUROPEAN UNION EUROPEAN REGIONAL DEVELOPMENT FUND ROAD CONSTRUCTION IN GREENLAND – THE GREENLANDIC CASE October 2007 Arne Villumsen Anders Stuhr Jørgensen Abdel Barten Janne Fritt-Rasmussen Laust Løgstrup Niels Brock Niels Hoedeman Ragnhildur Gunnarsdóttir Sara Borre Thomas Ingeman-Nielsen ROAD CONSTRUCTION IN GREENLAND – THE GREENLANDIC CASE October 2007 Arne Villumsen Anders Stuhr Jørgensen Abdel Barten Janne Fritt-Rasmussen Laust Løgstrup Niels Brock Niels Hoedeman Ragnhildur Gunnarsdóttir Sara Borre Thomas Ingeman-Nielsen Translation: J. Richard Wilson CONTENTS 1. GEOLOGY, NatURE AND CLIMate OF GREENLAND ........................... 4 1.1. GEOLOGY. 4 1.2. CLIMate . .5 1.3. Weather AND CLIMate IN AND AROUND GREENLAND . .5 1.4. Precipitation . .5 1.5. Weather- AND CLIMate REGIONS IN GREENLAND . .6 1.6. PERMAFROST. .9 1.7. Vegetation. .10 2. Relevant INFORMation FOR ROAD-BUILDING PROJECTS IN GREENLAND ........................................................................................... 11 3. EXISTING ROADS IN towns AND VILLAGES IN GREENLAND ......... 17 3.1. EXAMination OF EXISTING ROADS IN towns AND VILLAGES IN GREENLAND. 19 3.1.1. ROADS IN SISIMIUT town. .19 3.1.2. SISIMIUT Airport . 19 3.1.3. THE ROAD FROM KANGERLUSSSUAQ to THE INLAND ICE. 20 3.1.4. KANGERLUSSUAQ Airport. 21 3.2. STUDIES OF ROADS ELSEWHERE IN GREENLAND. .22 3.2.1. SOUTH GREENLAND . 23 3.2.2. ILLORSUIT. .27 4. THE SISIMIUT-KANGERLUSSUAQ ROAD ............................................ 32 4.1. GEOLOGICAL AND GEOGRAPHICAL overview. .32 4.2. SUitable Materials FOR ROAD CONSTRUCTION AND PERMAFROST. .35 4.3. GEOLOGICAL MODEL FOR THE AREA. 39 4.4. SUMMARY. .55 4.5. ENVIRONMental AND conservation ASPECTS. .55 4.6. ROUTE PROPOSAL – GENERAL ASPECTS. -
FADEC Hispano-Suiza
www.next-up.org http://www.hispano-suiza-sa.com/spip.php?article17&lang=fr&lang=en Electricity and electronics Digital Engine Control The Full Authority Digital Engine Control, better known as a FADEC, is one of the largest ECUs* on an aircraft. It is a microprocessor-based unit. * Ndlr of Next-up : "Electronic control unit", or ECU is the generic term for the units that control and monitor aircraft systems, including the engines. ECUs are the largest business for the Electrical Division. Hispano-Suiza’s vast experience in engine control systems has driven the development of "smart" control systems in a number of other areas, including thrust reversers, braking, steering, landing gear, propeller deicing, and more. The FADEC continuously processes and analyzes key engine parameters (up to 70 times a second), to make sure the engine operates at maximum potential. It manages the startup phase (which takes only about 40 seconds on the latest models), and then the entire operating envelope, from idle to full throttle. Hispano-Suiza has developed three generations of FADEC systems for high-power commercial aircraft engines (in conjunction with BAE Systems). The latest member of this family is the FADEC 3, designed, produced and supported through FADEC International, a joint venture of Hispano-Suiza and BAE Systems. The FADEC 3 is not only lighter than its predecessor, but has 10 times the computing power. This means it can incorporate new functions, especially maintenance and diagnostics, to better satisfy engine- makers’ current and future needs. The FADEC 3 uses a larger share of off-the-shelf electronic components, has fewer connectors, and more input/outputs to handle more sensors and actuators. -

Your Continued Donations Keep Wikipedia Running
Jet engine performance Design Point TS Diagram Typical Temperature vs. Entropy (TS) Diagram for a single spool turbojet. Note that 1 CHU/(lbm K) = 1 Btu/(lb °R) = 1 Btu/(lb °F) = 1 kcal/(kg °C) = 4.184 kJ/(kg·K). Temperature vs. entropy (TS) diagrams (see example RHS) are usually used to illustrate the cycle of gas turbine engines. All the reader really needs to know about entropy is that it represents the degree of disorder of the molecules in the fluid and that it tends to increase! Apart from stations 0 and 8s, stagnation pressure and stagnation temperature are used. Station 0 is ambient. The processes depicted are: Freestream (stations 0 to 1) In the example, the aircraft is stationary, so stations 0 and 1 are coincident. Station 1 is not depicted on the diagram. Intake (stations 1 to 2) In the example, a 100% intake pressure recovery is assumed, so stations 1 and 2 are coincident. 1 Compression (stations 2 to 3) The ideal process would appear vertical on a TS diagram. In the real process there is friction, turbulence and, possibly, shock losses, making the exit temperature, for a given pressure ratio, higher than ideal. The shallower the positive slope on the TS diagram, the less efficient the compression process. Combustion (stations 3 to 4) Heat (usually by burning fuel) is added, raising the temperature of the fluid. There is an associated pressure loss, some of which is unavoidable Turbine (stations 4 to 5) The temperature rise in the compressor dictates that there will be an associated temperature drop across the turbine.