The Risks of Low Quality Refrigerants Introduction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Solar Heating and Cooling & Solar Air-Conditioning Position Paper
Task 53 New Generation Solar Cooling & Heating Systems (PV or solar thermally driven systems) Solar Heating and Cooling & Solar Air-Conditioning Position Paper November 2018 Contents Executive Summary ............................................................. 3 Introduction and Relevance ................................................ 4 Status of the Technology/Industry ...................................... 5 Technical maturity and basic successful rules for design .............. 7 Energy performance for PV and Solar thermally driven systems ... 8 Economic viability and environmental benefits .............................. 9 Market status .................................................................................... 9 Potential ............................................................................. 10 Technical potential ......................................................................... 10 Costs and economics ..................................................................... 11 Market opportunities ...................................................................... 12 Current Barriers ................................................................. 12 Actions Needed .................................................................. 13 This document was prepared by Daniel Neyer1,2 and Daniel Mugnier3 with support by Alexander Thür2, Roberto Fedrizzi4 and Pedro G. Vicente Quiles5. 1 daniel neyer brainworks, Oberradin 50, 6700 Bludenz, Austria 2 University of Innsbruck, Technikerstr. 13, 6020 Innsbruck, Austria -

Ammonia As a Refrigerant
1791 Tullie Circle, NE. Atlanta, Georgia 30329-2305, USA www.ashrae.org ASHRAE Position Document on Ammonia as a Refrigerant Approved by ASHRAE Board of Directors February 1, 2017 Expires February 1, 2020 ASHRAE S H A P I N G T O M O R R O W ’ S B U I L T E N V I R O N M E N T T O D A Y © 2017 ASHRAE (www.ashrae.org). For personal use only. Additional reproduction, distribution, or transmission in either print or digital form is not permitted without ASHRAE’s prior written permission. COMMITTEE ROSTER The ASHRAE Position Document on “Ammonia as a Refrigerant” was developed by the Society’s Refrigeration Committee. Position Document Committee formed on January 8, 2016 with Dave Rule as its chair. Dave Rule, Chair Georgi Kazachki IIAR Dayton Phoenix Group Alexandria, VA, USA Dayton, OH, USA Ray Cole Richard Royal Axiom Engineers, Inc. Walmart Monterey, CA, USA Bentonville, Arkansas, USA Dan Dettmers Greg Scrivener IRC, University of Wisconsin Cold Dynamics Madison, WI, USA Meadow Lake, SK, Canada Derek Hamilton Azane Inc. San Francisco, CA, USA Other contributors: M. Kent Anderson Caleb Nelson Consultant Azane, Inc. Bethesda, MD, USA Missoula, MT, USA Cognizant Committees The chairperson of Refrigerant Committee also served as ex-officio members: Karim Amrane REF Committee AHRI Bethesda, MD, USA i © 2017 ASHRAE (www.ashrae.org). For personal use only. Additional reproduction, distribution, or transmission in either print or digital form is not permitted without ASHRAE’s prior written permission. HISTORY of REVISION / REAFFIRMATION / WITHDRAWAL -

(Vocs) in Asian and North American Pollution Plumes During INTEX-B: Identification of Specific Chinese Air Mass Tracers
Atmos. Chem. Phys., 9, 5371–5388, 2009 www.atmos-chem-phys.net/9/5371/2009/ Atmospheric © Author(s) 2009. This work is distributed under Chemistry the Creative Commons Attribution 3.0 License. and Physics Characterization of volatile organic compounds (VOCs) in Asian and north American pollution plumes during INTEX-B: identification of specific Chinese air mass tracers B. Barletta1, S. Meinardi1, I. J. Simpson1, E. L. Atlas2, A. J. Beyersdorf3, A. K. Baker4, N. J. Blake1, M. Yang1, J. R. Midyett1, B. J. Novak1, R. J. McKeachie1, H. E. Fuelberg5, G. W. Sachse3, M. A. Avery3, T. Campos6, A. J. Weinheimer6, F. S. Rowland1, and D. R. Blake1 1University of California, Irvine, 531 Rowland Hall, Irvine 92697 CA, USA 2University of Miami, RSMAS/MAC, 4600 Rickenbacker Causeway, Miami, 33149 FL, USA 3NASA Langley Research Center, Hampton, 23681 VA, USA 4Max Plank Institute, Atmospheric Chemistry Dept., Johannes-Joachim-Becherweg 27, 55128 Mainz, Germany 5Florida State University, Department of Meteorology, Tallahassee Florida 32306-4520, USA 6NCAR, 1850 Table Mesa Drive, Boulder, 80305 CO, USA Received: 9 March 2009 – Published in Atmos. Chem. Phys. Discuss.: 24 March 2009 Revised: 16 June 2009 – Accepted: 17 June 2009 – Published: 30 July 2009 Abstract. We present results from the Intercontinental 1 Introduction Chemical Transport Experiment – Phase B (INTEX-B) air- craft mission conducted in spring 2006. By analyzing the The Intercontinental Chemical Transport Experiment – mixing ratios of volatile organic compounds (VOCs) mea- Phase B (INTEX-B) aircraft experiment was conducted in sured during the second part of the field campaign, to- the spring of 2006. Its broad objective was to understand gether with kinematic back trajectories, we were able to the behavior of trace gases and aerosols on transcontinental identify five plumes originating from China, four plumes and intercontinental scales, and their impact on air quality from other Asian regions, and three plumes from the United and climate (an overview of the INTEX-B campaign can be States. -
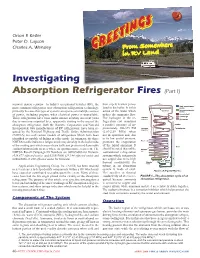
Investigating Absorption Refrigerator Fires (Part I)
Orion P. Keifer Peter D. Layson Charles A. Wensley Investigating Absorption Refrigerator Fires (Part I) ATLANTIC BEACH, FLORIDA—In today’s recreational vehicles (RV), the then expels it when perco- most common refrigerator uses absorption refrigeration technology, lated in the boiler. It is this primarily because this type of system can operate on multiple sources action of the water which of power, including propane when electrical power is unavailable. makes the ammonia flow. These refrigerators have been under intense scrutiny in recent years The hydrogen in the re- due to numerous reported fires, apparently starting in the area of the frigeration coil maintains absorption refrigerator. Both the Dometic Corporation and Norcold a positive pressure of ap- Incorporated, two manufacturers of RV refrigerators, have been re- proximately 300-375 PSI quired by the National Highway and Traffic Safety Administration (2.07-2.59 MPa) when (NHTSA) to recall certain models of refrigerators which have been not in operation and, due identified as capable of failing in a fire mode. In summary, the three to its low partial pressure, NHTSA recalls indicate a fatigue crack may develop in the boiler tube promotes the evaporation of the cooling unit which may release sufficient pressurized flammable of the liquid ammonia. It coolant solution into an area where an ignition source is present. The should be noted that unlike NHTSA Recall Campaign ID Numbers are 06E076000 for Dometic conventional refrigeration (926,877 affected units), and 02E019000 (28,144 affected units) and systems which extensively 02E045000 (8,419 affected units) for Norcold. use copper due to its high thermal conductivity, the Applications Engineering Group, Inc. -

Solar Air-Conditioning and Refrigeration - Achievements and Challenges
Solar air-conditioning and refrigeration - achievements and challenges Hans-Martin Henning Fraunhofer-Institut für Solare Energiesysteme ISE, Freiburg/Germany EuroSun 2010 September 28 – October 2, 2010 Graz - AUSTRIA © Fraunhofer ISE Outline Components and systems Achievements Solar thermal versus PV? Challenges and conclusion © Fraunhofer ISE Components and systems Achievements Solar thermal versus PV? Challenges and conclusion © Fraunhofer ISE Overall approach to energy efficient buildings Assure indoor comfort with a minimum energy demand 1. Reduction of energy demand Building envelope; ventilation 2. Use of heat sinks (sources) in Ground; outside air (T, x) the environment directly or indirectly; storage mass 3. Efficient conversion chains HVAC; combined heat, (minimize exergy losses) (cooling) & power (CH(C)P); networks; auxiliary energy 4. (Fractional) covering of the Solar thermal; PV; (biomass) remaining demand using renewable energies © Fraunhofer ISE Solar thermal cooling - basic principle Basic systems categories Closed cycles (chillers): chilled water Open sorption cycles: direct treatment of fresh air (temperature, humidity) © Fraunhofer ISE Open cycles – desiccant air handling units Solid sorption Liquid sorption Desiccant wheels Packed bed Coated heat exchangers Plate heat exchanger Silica gel or LiCl-matrix, future zeolite LiCl-solution: Thermochemical storage possible ECOS (Fraunhofer ISE) in TASK 38 © Fraunhofer ISE Closed cycles – water chillers or ice production Liquid sorption: Ammonia-water or Water-LiBr (single-effect or double-effect) Solid sorption: silica gel – water, zeolite-water Ejector systems Thermo-mechanical systems Turbo Expander/Compressor AC-Sun, Denmark in TASK 38 © Fraunhofer ISE System overview Driving Collector type System type temperature Low Open cycle: direct air treatment (60-90°C) Closed cycle: high temperature cooling system (e.g. -

A Review on Solar Powered Refrigeration and the Various Cooling Thermal Energy Storage (CTES) Systems
International Journal of Engineering Research & Technology (IJERT) ISSN: 2278-0181 Vol. 2 Issue 2, February- 2013 A review on Solar Powered Refrigeration and the Various Cooling Thermal Energy Storage (CTES) Systems 1*Abhishek Sinha and 2 S. R Karale rd 1* Student, III Semester, M.Tech.Heat Power Engineering, 2 Professor Mechanical Engineering Department, G.H Raisoni College of Engineering, Nagpur-440016, India Abstract In this paper, a review has been conducted on various types of methods which are available for utilizing solar energy for refrigeration purposes. Solar refrigeration methods such as Solar Electric Method, Solar Mechanical Method and Solar Thermal Methods have been discussed. In solar thermal methods, various methods like Desiccant Refrigeration, Absorption Refrigeration and Adsorption Refrigeration has been discussed. All the methods have been assesed economically and environmentally and their operating characteristics have been compared to establish the best possible method for solar refrigeration. Also, the various available technologies for Cooling Thermal Energy Storage (CTES) have been discussed in this paper. Methods like Chilled Water Storage (CWS) and Ice Thermal Storage (ITS) have been compared and their advantages and disadvantages have been IJERTdiscussed.IJERT The results of the review reveal Solar Electric Method as the most promising method for solar refrigeration over the other methods. As far as CTES systems are concerned, ITS has advantage over other methods based on storage volume capability, but it has a comparatively lower COP than other available techniques. Keywords: Solar powered refrigeration, Solar Electric Method, Solar Mechanical Method, Solar Thermal Method, CTES system, Chilled Water Storage (CWS) system, ice TES systems, etc. -

Refrigerant Selection and Cycle Development for a High Temperature Vapor Compression Heat Pump
Refrigerant Selection and Cycle Development for a High Temperature Vapor Compression Heat Pump Heinz Moisia*, Renè Riebererb aResearch Assistant, Institute of Thermal Engineering, Graz University of Technology, Inffeldgasse 25/B, 8010 Graz, Austria bAssociate Professor, Institute of Thermal Engineering, Graz University of Technology, Inffeldgasse 25/B, 8010 Graz, Austria Abstract Different technological challenges have to be met in the course of the development of a high temperature vapor compression heat pump. In certain points of operation, high temperature refrigerants can show condensation during the compression which may lead to compressor damage. As a consequence, high suction gas superheat up to 20 K can be necessary. Furthermore high compressor outlet temperatures caused by high heat sink outlet temperatures (approx. 110 °C) and high pressure ratios can lead to problems with the compressor lubricant. In order to meet these challenges different refrigerant and cycle configurations have been investigated by means of simulation. Thermodynamic properties as well as legal and availability aspects have been considered for the refrigerant selection. The focus of the cycle configurations has been set on the realization of the required suction gas superheat. Therefore the possibility of an internal heat exchanger and a suction gas cooled compressor has been investigated. The simulation results showed a COP increase of up to +11 % due to the fact that the main part of the suction gas superheat has not been provided in the evaporator. Furthermore, the effect of increased subcooling has been investigated for a single stage cycle with internal heat exchanger. The results showed a COP of 3.4 with a subcooling of 25 K at a temperature lift of approximately 60 K for the refrigerant R600 (n-butane). -

HEPA) Filter - Ultra Low Penetration Air (ULPA) Filter (Also Referred to As Extended Media
EPA-452/F-03-023 Air Pollution Cocntrol Technology Fact Sheet Name of Technology: Paper/Nonwoven Filter - High Efficiency Particle Air (HEPA) Filter - Ultra Low Penetration Air (ULPA) Filter (also referred to as Extended Media) Type of Technology: Control Device - Capture/Disposal Applicable Pollutants: Submicron Particulate Matter (PM) greater than or equal to 0.3 micrometer (µm) in aerodynamic diameter, and PM greater than or equal to 0.12 µm in aerodynamic diameter that is chemically, biologically, or radioactively toxic; hazardous air pollutants (HAPs) that are in particulate form, such as most metals (mercury is the notable exception, as a significant portion of emissions are in the form of elemental vapor). Achievable Emission Limits/Reductions: HEPA and ULPA filters are classified by their minimum collection efficiency. Many international standards and classes currently exist for high efficiency filters (Osborn, 1989). In general, HEPA and ULPA filters are defined as having the following minimum efficiency rating (Heumann, 1997): HEPA: 99.97% efficiency for the removal of 0.3 µm diameter or larger PM, ULPA: 99.9995% efficiency for the removal of 0.12 µm diameter or larger PM. Some extended media filters are capable of much higher efficiencies. Commercially available filters can control PM with 0.01 µm diameter at efficiencies of 99.99+% and PM with 0.1 µm diameter at efficiencies of 99.9999+% (Gaddish, 1989; Osborn, 1989). Several factors determine HEPA and ULPA filter collection efficiency. These include gas filtration, velocity, particle characteristics, and filter media characteristics. In general, the collection efficiency increases with increasing filtration velocity and particle size. -

WHO Guidelines for Indoor Air Quality : Selected Pollutants
WHO GUIDELINES FOR INDOOR AIR QUALITY WHO GUIDELINES FOR INDOOR AIR QUALITY: WHO GUIDELINES FOR INDOOR AIR QUALITY: This book presents WHO guidelines for the protection of pub- lic health from risks due to a number of chemicals commonly present in indoor air. The substances considered in this review, i.e. benzene, carbon monoxide, formaldehyde, naphthalene, nitrogen dioxide, polycyclic aromatic hydrocarbons (especially benzo[a]pyrene), radon, trichloroethylene and tetrachloroethyl- ene, have indoor sources, are known in respect of their hazard- ousness to health and are often found indoors in concentrations of health concern. The guidelines are targeted at public health professionals involved in preventing health risks of environmen- SELECTED CHEMICALS SELECTED tal exposures, as well as specialists and authorities involved in the design and use of buildings, indoor materials and products. POLLUTANTS They provide a scientific basis for legally enforceable standards. World Health Organization Regional Offi ce for Europe Scherfi gsvej 8, DK-2100 Copenhagen Ø, Denmark Tel.: +45 39 17 17 17. Fax: +45 39 17 18 18 E-mail: [email protected] Web site: www.euro.who.int WHO guidelines for indoor air quality: selected pollutants The WHO European Centre for Environment and Health, Bonn Office, WHO Regional Office for Europe coordinated the development of these WHO guidelines. Keywords AIR POLLUTION, INDOOR - prevention and control AIR POLLUTANTS - adverse effects ORGANIC CHEMICALS ENVIRONMENTAL EXPOSURE - adverse effects GUIDELINES ISBN 978 92 890 0213 4 Address requests for publications of the WHO Regional Office for Europe to: Publications WHO Regional Office for Europe Scherfigsvej 8 DK-2100 Copenhagen Ø, Denmark Alternatively, complete an online request form for documentation, health information, or for per- mission to quote or translate, on the Regional Office web site (http://www.euro.who.int/pubrequest). -

Factors Affecting Indoor Air Quality
Factors Affecting Indoor Air Quality The indoor environment in any building the categories that follow. The examples is a result of the interaction between the given for each category are not intended to site, climate, building system (original be a complete list. 2 design and later modifications in the Sources Outside Building structure and mechanical systems), con- struction techniques, contaminant sources Contaminated outdoor air (building materials and furnishings, n pollen, dust, fungal spores moisture, processes and activities within the n industrial pollutants building, and outdoor sources), and n general vehicle exhaust building occupants. Emissions from nearby sources The following four elements are involved n exhaust from vehicles on nearby roads Four elements— in the development of indoor air quality or in parking lots, or garages sources, the HVAC n loading docks problems: system, pollutant n odors from dumpsters Source: there is a source of contamination pathways, and or discomfort indoors, outdoors, or within n re-entrained (drawn back into the occupants—are the mechanical systems of the building. building) exhaust from the building itself or from neighboring buildings involved in the HVAC: the HVAC system is not able to n unsanitary debris near the outdoor air development of IAQ control existing air contaminants and ensure intake thermal comfort (temperature and humidity problems. conditions that are comfortable for most Soil gas occupants). n radon n leakage from underground fuel tanks Pathways: one or more pollutant pathways n contaminants from previous uses of the connect the pollutant source to the occu- site (e.g., landfills) pants and a driving force exists to move n pesticides pollutants along the pathway(s). -
Emission Control Technology for Masonry Fireplaces
Revolutionary Emission Control System for Masonry Fireplace Retro-Fits from FMI Products Emission Control Technology for Masonry Fireplaces Wood smoke emissions are currently one of the most significant health risks in the US. New regulatory standards for wood burning fireplaces are being passed to reduce smoke and particulate emissions nationwide. Wood burning fireplaces are being restricted by Clean Air Regulators in almost every state. The PureFire Wood Burning Fireplace PureFire™ Technology is designed to solve this problem. Fireplace Technology FMI Products has successfully developed a wood burning fireplace emission control technology that reduces particulate emissions by 80%. The PureFire™ system reduces airborne PM2.5 particulates in masonry fireplaces to 4.3 g/kg. This is well below the EPA Phase 2 emissions limit of 5.1 g/kg. The PureFire™ system is catalytic and uses a patented hood device to isolate the offensive pollutants and wood smoke. The particulates are then destroyed by a state-of-the-art catalytic system. The PureFire™ System can be installed in less than an hour, it doesn’t require any power or connections, it is maintenance free and it is affordable to the homeowner. The US Environmental Protection Agency promotes fireplace technologies that meet the Phase 2 emission limit of 5.1 g/kg. Existing fireplaces currently emit 12-15 g/kg of particulate pollution. There hasn’t been a technological solution for masonry wood burning fireplaces to meet the new EPA Phase 2 emissions limit. UNTIL NOW! The PureFire™ System was tested to stringent EPA requirements at Omni Test Laboratory in Portland OR. -
Refrigerants and the Refrigeration System
M25_STAN0893_00_SE_C25.QXD 9/4/08 9:54 PM Page 1 SECTION FOUR Refrigerants and the Refrigeration System UNIT 25 Accessing Sealed Refrigeration Systems OBJECTIVES determine the pressures. Knowing the temperature differ- ence across the coils, the amperage, and the airflow all give After completing this unit you will be able to: the technician vital information; but sometimes without the system operating pressures a final determination of a prob- ■ describe the different types of refrigeration service lem cannot be accurately made. valves. It is important to attach and remove a gauge manifold ■ explain the operation of gauge manifold valves. ■ explain how to properly install and remove a gauge set properly. Understanding how to properly manipulate sys- manifold set on manual service valves. tem access valves and install gauge manifolds is vital to the ■ explain the operation of split system installation personal safety of the service technician. Improper technique valves. can damage the system or injure the technician. Proper tech- ■ explain how to properly install and remove a gauge niques should always be practiced so that they become a manifold set on Schrader valves. habit performed the same way each time. ■ describe how to gain access to systems without service valves. SAFETY TIP 25.1 INTRODUCTION One of the last things a service technician should do when The proper personal protective equipment, PPE, for in- troubleshooting a system is attach a set of gauges to the sys- stalling refrigeration gauges and manipulating valves includes safety glasses and gloves. When liquid refrig- tem. Each time a sealed system is accessed there is a chance erant escapes into the atmosphere it boils at ex- that some contaminants can be introduced to the system, or tremely cold temperatures.