A Case Study in Torque-Angle Tightening Bill Eccles – Bolt Science
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Multidisciplinary Design Project Engineering Dictionary Version 0.0.2
Multidisciplinary Design Project Engineering Dictionary Version 0.0.2 February 15, 2006 . DRAFT Cambridge-MIT Institute Multidisciplinary Design Project This Dictionary/Glossary of Engineering terms has been compiled to compliment the work developed as part of the Multi-disciplinary Design Project (MDP), which is a programme to develop teaching material and kits to aid the running of mechtronics projects in Universities and Schools. The project is being carried out with support from the Cambridge-MIT Institute undergraduate teaching programe. For more information about the project please visit the MDP website at http://www-mdp.eng.cam.ac.uk or contact Dr. Peter Long Prof. Alex Slocum Cambridge University Engineering Department Massachusetts Institute of Technology Trumpington Street, 77 Massachusetts Ave. Cambridge. Cambridge MA 02139-4307 CB2 1PZ. USA e-mail: [email protected] e-mail: [email protected] tel: +44 (0) 1223 332779 tel: +1 617 253 0012 For information about the CMI initiative please see Cambridge-MIT Institute website :- http://www.cambridge-mit.org CMI CMI, University of Cambridge Massachusetts Institute of Technology 10 Miller’s Yard, 77 Massachusetts Ave. Mill Lane, Cambridge MA 02139-4307 Cambridge. CB2 1RQ. USA tel: +44 (0) 1223 327207 tel. +1 617 253 7732 fax: +44 (0) 1223 765891 fax. +1 617 258 8539 . DRAFT 2 CMI-MDP Programme 1 Introduction This dictionary/glossary has not been developed as a definative work but as a useful reference book for engi- neering students to search when looking for the meaning of a word/phrase. It has been compiled from a number of existing glossaries together with a number of local additions. -

Two Worked out Examples of Rotations Using Quaternions
TWO WORKED OUT EXAMPLES OF ROTATIONS USING QUATERNIONS This note is an attachment to the article \Rotations and Quaternions" which in turn is a companion to the video of the talk by the same title. Example 1. Determine the image of the point (1; −1; 2) under the rotation by an angle of 60◦ about an axis in the yz-plane that is inclined at an angle of 60◦ to the positive y-axis. p ◦ ◦ 1 3 Solution: The unit vector u in the direction of the axis of rotation is cos 60 j + sin 60 k = 2 j + 2 k. The quaternion (or vector) corresponding to the point p = (1; −1; 2) is of course p = i − j + 2k. To find −1 θ θ the image of p under the rotation, we calculate qpq where q is the quaternion cos 2 + sin 2 u and θ the angle of rotation (60◦ in this case). The resulting quaternion|if we did the calculation right|would have no constant term and therefore we can interpret it as a vector. That vector gives us the answer. p p p p p We have q = 3 + 1 u = 3 + 1 j + 3 k = 1 (2 3 + j + 3k). Since q is by construction a unit quaternion, 2 2 2 4 p4 4 p −1 1 its inverse is its conjugate: q = 4 (2 3 − j − 3k). Now, computing qp in the routine way, we get 1 p p p p qp = ((1 − 2 3) + (2 + 3 3)i − 3j + (4 3 − 1)k) 4 and then another long but routine computation gives 1 p p p qpq−1 = ((10 + 4 3)i + (1 + 2 3)j + (14 − 3 3)k) 8 The point corresponding to the vector on the right hand side in the above equation is the image of (1; −1; 2) under the given rotation. -

Circular Motion and Newton's Law of Gravitation
CIRCULAR MOTION AND NEWTON’S LAW OF GRAVITATION I. Speed and Velocity Speed is distance divided by time…is it any different for an object moving around a circle? The distance around a circle is C = 2πr, where r is the radius of the circle So average speed must be the circumference divided by the time to get around the circle once C 2πr one trip around the circle is v = = known as the period. We’ll use T T big T to represent this time SINCE THE SPEED INCREASES WITH RADIUS, CAN YOU VISUALIZE THAT IF YOU WERE SITTING ON A SPINNING DISK, YOU WOULD SPEED UP IF YOU MOVED CLOSER TO THE OUTER EDGE OF THE DISK? 1 These four dots each make one revolution around the disk in the same time, but the one on the edge goes the longest distance. It must be moving with a greater speed. Remember velocity is a vector. The direction of velocity in circular motion is on a tangent to the circle. The direction of the vector is ALWAYS changing in circular motion. 2 II. ACCELERATION If the velocity vector is always changing EQUATIONS: in circular motion, THEN AN OBJECT IN CIRCULAR acceleration in circular MOTION IS ACCELERATING. motion can be written as, THE ACCELERATION VECTOR POINTS v2 INWARD TO THE CENTER OF THE a = MOTION. r Pick two v points on the path. 2 Subtract head to tail…the 4π r v resultant is the change in v or a = 2 f T the acceleration vector vi a a Assignment: check the units -vi and do the algebra to make vf sure you believe these equations Note that the acceleration vector points in 3 III. -

Trigonometric Functions
72 Chapter 4 Trigonometric Functions To define the radian measurement system, we consider the unit circle in the xy-plane: ........................ ....... ....... ...... ....................... .............. ............... ......... ......... ....... ....... ....... ...... ...... ...... ..... ..... ..... ..... ..... ..... .... ..... ..... .... .... .... .... ... (cos x, sin x) ... ... 4 ... A ..... .. ... ....... ... ... ....... ... .. ....... .. .. ....... .. .. ....... .. .. ....... .. .. ....... .. .. ....... ...... ....... ....... ...... ....... x . ....... Trigonometric Functions . ...... ....y . ....... (1, 0) . ....... ....... .. ...... .. .. ....... .. .. ....... .. .. ....... .. .. ....... .. ... ...... ... ... ....... ... ... .......... ... ... ... ... .... B... .... .... ..... ..... ..... ..... ..... ..... ..... ..... ...... ...... ...... ...... ....... ....... ........ ........ .......... .......... ................................................................................... An angle, x, at the center of the circle is associated with an arc of the circle which is said to subtend the angle. In the figure, this arc is the portion of the circle from point (1, 0) So far we have used only algebraic functions as examples when finding derivatives, that is, to point A. The length of this arc is the radian measure of the angle x; the fact that the functions that can be built up by the usual algebraic operations of addition, subtraction, radian measure is an actual geometric length is largely responsible for the usefulness of -

We Can Think of a Complex Number a + Bi As the Point (A, B) in the Xy Plane
We can think of a complex number a + bi as the point (a, b) in the xy plane. In this representation, a is the x coordinate and b is the y coordinate.The x−axis is called the real axis and the y−axis the imaginary axis, and we refer to this plane as the complex plane. Example: The complex number 3 − 2i can be viewed as the point (3; −2) in the complex plane. Given a complex number z = x + yi, we define the magnitude of z, written jzj, as: jzj = px2 + y2. Graphically, the magniture of z is the distance between z (viewed as a point on the xy plane) and the origin. imaginary axis z = x + yi 2 y 2 + x p y j = jz real axis O x Graphically, if we add two complex number, we are adding the two numbers by treating them as vectors and adding like vector addition. For example, Let z = 5 + 2i, w = 1 + 6i, then z + w = (5 + 2i) + (1 + 6i) = (5 + 1) + (2 + 6)i = 6 + 8i In order to interpret multiplication of two complex numbers, let's look again at the complex number represented as a point on the complex plane. This time, we let r = px2 + y2 be the magnitude of z. Let 0 ≤ θ < 2π be the angle in standard position with z being its terminal point. We call θ the argument of the complex number z: imaginary axis imaginary axis z = x + yi z = x + yi 2 y 2 + p x r j = y y jz = r θ real axis θ real axis O x O x By definition of sine and cosine, we have x cos(θ) = ) x = r cos(θ) r y sin(θ) = ) y = r sin(θ) r We have obtained the polar representation of a complex number: Suppose z = x + yi is a complex number with (x; y) in rectangular coordinate. -

Chapter 4: Circular Motion
Chapter 4: Circular Motion ! Why do pilots sometimes black out while pulling out at the bottom of a power dive? ! Are astronauts really "weightless" while in orbit? ! Why do you tend to slide across the car seat when the car makes a sharp turn? Make sure you know how to: 1. Find the direction of acceleration using the motion diagram. 2. Draw a force diagram. 3. Use a force diagram to help apply Newton’s second law in component form. CO: Ms. Kruti Patel, a civilian test pilot, wears a special flight suit and practices special breathing techniques to prevent dizziness, disorientation, and possibly passing out as she pulls out of a power dive. This dizziness, or worse, is called a blackout and occurs when there is a lack of blood to the head and brain. Tony Wayne in his book Ride Physiology describes the symptoms of blackout. As the acceleration climbs up toward 7 g , “you … can no longer see color. … An instant later, … your field of vision is shrinking. It now looks like you are seeing things through a pipe. … The visual pipe's diameter is getting smaller and smaller. In a flash you see black. You have just "blacked out." You are unconscious …” Why does blackout occur and why does a special suit prevent blackout? Our study of circular motion in this chapter will help us understand this and other interesting phenomena. Lead In the previous chapters we studied the motion of objects when the sum of the forces exerted on them was constant in terms of magnitude and direction. -
Angle, Symmetry and Transformation 1 | Numeracy and Mathematics Glossary
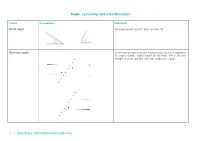
Angle, symmetry and transformation T e rms Illustrations Definition Acute angle An angle greater than 0° and less than 90°. Alternate angles Where two straight lines are cut by a third, as in the diagrams, the angles d and e (also c and f) are alternate. Where the two straight lines are parallel, alternate angles are equal. 1 | Numeracy and mathematics glossary Angle, symmetry and transformation Angle An angle measures the amount of ‘turning’ between two straight lines that meet at a vertex (point). Angles are classified by their size e.g. can be obtuse, acute, right angle etc. They are measured in degrees (°) using a protractor. Axis A fixed, reference line from which locations, distances or angles are taken. Usually grids have an x axis and y axis. Bearings A bearing is used to represent the direction of one point relative to another point. It is the number of degrees in the angle measured in a clockwise direction from the north line. In this example, the bearing of NBA is 205°. Bearings are commonly used in ship navigation. 2 | Numeracy and mathematics glossary Angle, symmetry and transformation Circumference The distance around a circle (or other curved shape). Compass (in An instrument containing a magnetised pointer which shows directions) the direction of magnetic north and bearings from it. Used to help with finding location and directions. Compass points Used to help with finding location and directions. North, South, East, West, (N, S, E, W), North East (NE), South West (SW), North West (NW), South East (SE) as well as: • NNE (north-north-east), • ENE (east-north-east), • ESE (east-south-east), • SSE (south-south-east), • SSW (south-south-west), • WSW (west-south-west), • WNW (west-north-west), • NNW (north-north-west) 3 | Numeracy and mathematics glossary Angle, symmetry and transformation Complementary Two angles which add together to 90°. -

Radian Measurement
Radian Measurement: What It Is, and How to Calculate It More Easily Using τ Instead of π by Stanley M. Max Adjunct Faculty Towson University Radian measurement In trigonometry, pre-calculus, and higher mathematics, angles are usually measured not in degrees but in radians. Why? To some extent the answer to that question requires studying first- semester calculus. Even at the level of trigonometry and pre-calculus, however, we can partially answer the question. Using radians offers a more efficient system for measuring angles involving more than one rotation. Quick, how many degrees does an angle have that spins around eight-and-a-half times? By using radians, we shall see how speedily you can find the answer. So then, what is a radian? Mathematically, a radian is defined by the following formula: s rad , where the symbol means “is defined as” (1.01) r In this formula, represents the angle being measured, s represents arc length, r represents radius, and rad means radians. Look at the following diagram: Figure 1: Arc length (s) = radius (r) when θ = 1 rad. Graphic created using Mathematica, v. 8. This picture shows that the angle is measured as the ratio of the arc length (s) to the radius (r) of an imaginary circle, and if the angular measurement is made in that fashion, then the measurement is made in radians. Now suppose that s equals r. In that case, equals one radian. In other words, one radian is the measurement of an angle that is opened just wide enough for the following to happen: If the angle is located at the center of a circle, then the length of the arc that the angle intercepts on the circumference will exactly equal the length of the radius of the circle. -

4 Trigonometry and Complex Numbers
4 Trigonometry and Complex Numbers Trigonometry developed from the study of triangles, particularly right triangles, and the relations between the lengths of their sides and the sizes of their angles. The trigono- metric functions that measure the relationships between the sides of similar triangles have far-reaching applications that extend far beyond their use in the study of triangles. Complex numbers were developed, in part, because they complete, in a useful and ele- gant fashion, the study of the solutions of polynomial equations. Complex numbers are useful not only in mathematics, but in the other sciences as well. Trigonometry Most of the trigonometric computations in this chapter use six basic trigonometric func- tions The two fundamental trigonometric functions, sine and cosine, can be de¿ned in terms of the unit circle—the set of points in the Euclidean plane of distance one from the origin. A point on this circle has coordinates +frv w> vlq w,,wherew is a measure (in radians) of the angle at the origin between the positive {-axis and the ray from the ori- gin through the point measured in the counterclockwise direction. The other four basic trigonometric functions can be de¿ned in terms of these two—namely, vlq { 4 wdq { @ vhf { @ frv { frv { frv { 4 frw { @ fvf { @ vlq { vlq { 3 ?w? For 5 , these functions can be found as a ratio of certain sides of a right triangle that has one angle of radian measure w. Trigonometric Functions The symbols used for the six basic trigonometric functions—vlq, frv, wdq, frw, vhf, fvf—are abbreviations for the words cosine, sine, tangent, cotangent, secant, and cose- cant, respectively.You can enter these trigonometric functions and many other functions either from the keyboard in mathematics mode or from the dialog box that drops down when you click or choose Insert + Math Name. -

Section 8.3 Polar Form of Complex Numbers 527
Section 8.3 Polar Form of Complex Numbers 527 Section 8.3 Polar Form of Complex Numbers From previous classes, you may have encountered “imaginary numbers” – the square roots of negative numbers – and, more generally, complex numbers which are the sum of a real number and an imaginary number. While these are useful for expressing the solutions to quadratic equations, they have much richer applications in electrical engineering, signal analysis, and other fields. Most of these more advanced applications rely on properties that arise from looking at complex numbers from the perspective of polar coordinates. We will begin with a review of the definition of complex numbers. Imaginary Number i The most basic complex number is i, defined to be i = −1 , commonly called an imaginary number . Any real multiple of i is also an imaginary number. Example 1 Simplify − 9 . We can separate − 9 as 9 −1. We can take the square root of 9, and write the square root of -1 as i. − 9 = 9 −1 = 3i A complex number is the sum of a real number and an imaginary number. Complex Number A complex number is a number z = a + bi , where a and b are real numbers a is the real part of the complex number b is the imaginary part of the complex number i = −1 Plotting a complex number We can plot real numbers on a number line. For example, if we wanted to show the number 3, we plot a point: 528 Chapter 8 imaginary To plot a complex number like 3 − 4i , we need more than just a number line since there are two components to the number. -
Trigonometric Functions
Trigonometric Functions 13A Trigonometry and Angles 13-1 Right-Angle Trigonometry 13-2 Angles of Rotation Lab Explore the Unit Circle 13-3 The Unit Circle 13-4 Inverses of Trigonometric Functions 13B Applying Trigonometric Functions 13-5 The Law of Sines 13-6 The Law of Cosines • Develop conceptual understanding of trigonometric functions. • Solve problems with trigonometric functions and their inverses. The shape and size of gear teeth determine whether gears fit together. You can use trigonometry to make a working model of a set of gears. KEYWORD: MB7 ChProj 924 Chapter 13 a211se_c13opn_0924-0925.indd 924 7/22/09 8:36:26 PM Vocabulary Match each term on the left with a definition on the right. 1. acute angle A. the set of all possible input values of a relation or function 2. function B. an angle whose measure is greater than 90° 3. domain C. a relation with at most one y-value for each x-value 4. reciprocal D. an angle whose measure is greater than 0° and less than 90° E. the multiplicative inverse of a number Ratios Use ABC to write each ratio. 5. BC to AB 6. AC to BC £ä 7. the length of the longest side to the length of the È £ä shortest side È 8. the length of the shorter leg to the length of the hypotenuse n n Classify Triangles Classify each triangle as acute, right, or obtuse. 9. 10. 11. £Ó{ Triangle Sum Theorem Find the value of x in each triangle. 12. 13. 14. Ý Ý xÝ {Ó ÎÝ ÓÇ ÇΠݠݠPythagorean Theorem Find the missing length for each right triangle with legs a and b and hypotenuse c. -

The Role of Language in Learning Physics
THE ROLE OF LANGUAGE IN LEARNING PHYSICS BY DAVID T. BROOKES A dissertation submitted to the Graduate School—New Brunswick Rutgers, The State University of New Jersey in partial fulfillment of the requirements for the degree of Doctor of Philosophy Graduate Program in Physics and Astronomy Written under the direction of Prof. Eugenia Etkina and approved by New Brunswick, New Jersey October, 2006 c 2006 David T. Brookes ALL RIGHTS RESERVED ABSTRACT OF THE DISSERTATION The Role of Language in Learning Physics by David T. Brookes Dissertation Director: Prof. Eugenia Etkina Many studies in PER suggest that language poses a serious difficulty for students learn- ing physics. These difficulties are mostly attributed to misunderstanding of specialized terminology. This terminology often assigns new meanings to everyday terms used to describe physical models and phenomena. In this dissertation I present a novel ap- proach to analyzing of the role of language in learning physics. This approach is based on the analysis of the historical development of physics ideas, the language of modern physicists, and students’ difficulties in the areas of quantum mechanics, classical me- chanics, and thermodynamics. These data are analyzed using linguistic tools borrowed from cognitive linguistics and systemic functional grammar. Specifically, I combine the idea of conceptual metaphor and grammar to build a theoretical framework that accounts for • the role and function that language serves for physicists when they speak and reason about physical ideas and phenomena, • specific features of students’ reasoning and difficulties that may be related to or derived from language that students read or hear. ii The theoretical framework is developed using the methodology of a grounded theo- retical approach.