Composition/Phase Structure and Properties of Titanium-Niobium Alloys
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Evolution and Understanding of the D-Block Elements in the Periodic Table Cite This: Dalton Trans., 2019, 48, 9408 Edwin C
Dalton Transactions View Article Online PERSPECTIVE View Journal | View Issue Evolution and understanding of the d-block elements in the periodic table Cite this: Dalton Trans., 2019, 48, 9408 Edwin C. Constable Received 20th February 2019, The d-block elements have played an essential role in the development of our present understanding of Accepted 6th March 2019 chemistry and in the evolution of the periodic table. On the occasion of the sesquicentenniel of the dis- DOI: 10.1039/c9dt00765b covery of the periodic table by Mendeleev, it is appropriate to look at how these metals have influenced rsc.li/dalton our understanding of periodicity and the relationships between elements. Introduction and periodic tables concerning objects as diverse as fruit, veg- etables, beer, cartoon characters, and superheroes abound in In the year 2019 we celebrate the sesquicentennial of the publi- our connected world.7 Creative Commons Attribution-NonCommercial 3.0 Unported Licence. cation of the first modern form of the periodic table by In the commonly encountered medium or long forms of Mendeleev (alternatively transliterated as Mendelejew, the periodic table, the central portion is occupied by the Mendelejeff, Mendeléeff, and Mendeléyev from the Cyrillic d-block elements, commonly known as the transition elements ).1 The periodic table lies at the core of our under- or transition metals. These elements have played a critical rôle standing of the properties of, and the relationships between, in our understanding of modern chemistry and have proved to the 118 elements currently known (Fig. 1).2 A chemist can look be the touchstones for many theories of valence and bonding. -
Cobalt Chrome Alloy Strength Without Size… Achieving Rigid Fixation Without the Bulk
Cobalt Chrome Alloy Strength Without Size… Achieving Rigid Fixation Without the Bulk • Cobalt Chrome Alloy Rod, 5.5mm Diameter • Polaris™ Deformity System • Trivium™ Derotation System Customizable Spinal Deformity Correction The Polaris™ Deformity System is available in Titanium and Stainless Steel in both 5.5mm and 6.35mm diameter rods. We now offer three tensile strengths of Cobalt Chrome Alloy in 5.5mm diameter rods. Our rod options offer you the ability to customize deformity correction based on curve type, curve stiffness and rigidity, and desired curve correction. Polaris™ Cobalt Chrome Alloy and Stainless Steel rods are Titanium rods are offered in three grades. offered in three tensile strengths. Cobalt Chrome Alloy Stainless Steel Titanium • Available in 5.5mm • Available in 5.5mm • Available in 5.5mm and 6.35mm and 6.35mm • Imaging advantages due • Offered in Titanium alloy and Commercially Pure Titanium to its use with titanium • Retains the initial bend screws and hooks and provides rigid fixation • Less exertion required for bending • Maintaining high strength • Imaging advantages without compromising profile Low Standard CP Ti 5.5mm and Ti Alloy 5.5mm 6.35mm High Ti Alloy 6.35mm Material Comparison Characteristics Cobalt Chrome Alloy Stainless Steel Titanium Stiffness High High Low Strength High High Medium Corrosion Resistance Medium Low High Notch Sensitivity Medium Low High Imaging Compatibility Medium Low High Cobalt Chrome Alloy for Spinal Deformity Correction The Polaris™ Deformity System offers a 5.5mm diameter Cobalt Chrome Alloy (CoCrMo) rod, which is offered in three tensile strengths for use with Polaris™ Titanium Implants. CoCrMo has a history of use in various orthopedic implants, and provides rigid fixation while maintaining imaging capability. -
Titanium Alloy Data Sheet
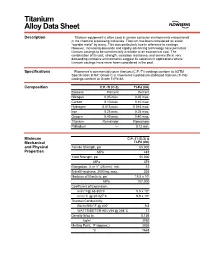
M Titanium Alloy Data Sheet Description Titanium equipment is often used in severe corrosive environments encountered in the chemical processing industries. Titanium has been considered an exotic “wonder metal” by many. This was particularly true in reference to castings. However, increasing demands and rapidly advancing technology have permitted titanium castings to be commercially available at an economical cost. The combination of its cost, strength, corrosion resistance, and service life in very demanding corrosive environments suggest its selection in applications where titanium castings have never been considered in the past. Specifications Flowserve’s commercially pure titanium (C.P.-Ti) castings conform to ASTM Specification B367, Grade C-3. Flowserve’s palladium stabilized titanium (Ti-Pd) castings conform to Grade Ti-Pd 8A. Composition C.P.-Ti (C-3) Ti-Pd (8A) Element Percent Percent Nitrogen 0.05 max. 0.05 max. Carbon 0.10 max. 0.10 max. Hydrogen 0.015 max. 0.015 max. Iron 0.25 max. 0.25 max. Oxygen 0.40 max. 0.40 max. Titanium Remainder Remainder Palladium –– 0.12 min. Minimum C.P.-Ti (C-3) & Mechanical Ti-Pd (8A) and Physical Tensile Strength, psi 65,000 Properties MPa 448 Yield Strength, psi 55,000 MPa 379 Elongation, % in 1" (25 mm), min. 12 Brinell Hardness, 3000 kg, max. 235 Modulus of Elasticity, psi 15.5 x 106 MPa 107,000 Coefficient of Expansion, in/in/°F@ 68-800°F 5.5 x 10-6 m/m/°C @ 20-427°C 9.9 x 10-6 Thermal Conductivity, Btu/hr/ft/ft2/°F @ 400° 9.8 WATTS/METER-KELVIN @ 204°C 17 Density lb/cu in 0.136 kg/m3 3760 Melting Point, °F (approx.) 3035 °C 1668 Titanium Alloy Data Sheet (continued) Corrosion The outstanding mechanical and physical properties of titanium, combined with its Resistance unexpected corrosion resistance in many environments, makes it an excellent choice for particularly aggressive environments like wet chlorine, chlorine dioxide, sodium and calcium hypochlorite, chlorinated brines, chloride salt solutions, nitric acid, chromic acid, and hydrobromic acid. -

Fighting Wear and Corrosion on Stainless Steel and Titanium Accept …And Remember First - a Closer Look at Titanium Allotropic Crystal Structure
AcceptLearn Structure: 1. General Titanium & Titanium alloy knowledge 2. ExpaniteHard-Ti Fighting wear and corrosion on stainless steel and titanium Accept …And remember First - A closer look at Titanium Allotropic crystal structure “Soft one” “Hard one” Extremely generalized a (HCP) 882.5°C b (BCC) Learn First - A closer look at Titanium Classification and general properties: Commercially pure (CP) titanium, alpha and near alpha titanium alloys - Generally non-heat treatable and weldable - Medium strength, good creep strength, good corrosion resistance Alpha-beta titanium alloys - Heat treatable, good forming properties - Medium to high strength, good creep strength Beta titanium alloys - Heat treatable - Readily formable (in solution treated condition) - Very high strength, low ductility Learn First - A closer look at Titanium Classification and general properties: Alpha stabilizers: Al, Sn, O & N a a+b b Beta stabilizers: V, Mo, Cr, Cu, W, Nb. Learn First - A closer look at Titanium Classification and general properties: a - stabilized phase diagram Alpha stabilizers: Al, Sn, O & N Pure titanium 882.5°C a a+b b Beta stabilizers: V, Mo, Cr, Cu, W, Nb. Degree of alloying elements Accept First - A closer look at Titanium a Heat treatment Annealing at 700C produces a-phase Quenching from the b phase field results in a martensitic transformation, i.e. b is converted to HCP-a’ (with some retained b) Air cooling from the b phase field results in a so- called Widmanstätten structure of a-plates Accept First - A closer look at Titanium Near-a Heat treatment The alloy is heated up to the b region • Air-cooling gives Widmanstätten α structure with some b • Quenching gives transformation of b to lath α’ with some b; ageing results in precipitation of α. -

Development of Niobium-Boron Grain
DEVELOPMENT OF NIOBIUM-BORON GRAIN REFINER FOR ALUMINIUM-SILICON ALLOYS A thesis submitted for the degree of Doctor of Philosophy (PhD) by Magdalena Nowak Brunel Centre for Advanced Solidification Technology (BCAST) Brunel University September 2011 To my mother and my late father... II Abstract Aluminium castings with a large grain structure have poor mechanical properties which are primarily due to casting defects as opposed to fine grain structure. The grain refinement practice using chemical addition is well established for wrought alloys, however in the case of casting alloys, the practice of adding grain refiners and the impact on castability is not well established. The addition of well known Al-5Ti-B grain refiner to casting alloys with silicon (Si) content above 3 wt.% is not effective. This is believed to be due to the chemical reaction between Ti and Si. The current research aim is to find an alternative, but effective, chemical phase which can refine Al-Si alloy grains. Based on a crystallographic database search and intermetallic phases found in Aluminium–Niobium-Boron, there exists several iso-structural phases similar to those of Al3Ti and TiB2. We have selected a phase which exhibits chemical phase stability with Si (below 900 oC) and developed a potential novel grain refiner Nb-B for Al-Si cast alloys. Various Al-Si binary alloys and a commercial sourced LM6 (Al-10Si-Mg) cast alloys were cast after novel grain refiner addition to the melt. It is the first time that such fine grain structures were achieved for Al-Si alloys when Si >4wt.%. -
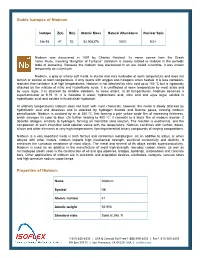
Stable Isotopes of Niobium Properties of Niobium
Stable Isotopes of Niobium Isotope Z(p) N(n) Atomic Mass Natural Abundance Nuclear Spin Nb-93 41 52 92.906376 100% 9/2+ Niobium was discovered in 1801 by Charles Hatchett. Its name comes from the Greek name Niobe, meaning “daughter of Tantalus” (tantalum is closely related to niobium in the periodic table of elements). Because the niobium was discovered in an ore called columbite, it was known temporarily as columbium. Niobium, a gray or silvery soft metal, is ductile and very malleable at room temperature and does not tarnish or oxidize at room temperature. It only reacts with oxygen and halogens when heated. It is less corrosion- resistant than tantalum is at high temperatures. Niobium is not attacked by nitric acid up to 100 °C but is vigorously attacked by the mixture of nitric and hydrofluoric acids. It is unaffected at room temperature by most acids and by aqua regia. It is attacked by alkaline solutions, to some extent, at all temperatures. Niobium becomes a superconductor at 9.15 °K. It is insoluble in water, hydrochloric acid, nitric acid and aqua regia; soluble in hydrofluoric acid; and soluble in fused alkali hydroxide. At ordinary temperatures niobium does not react with most chemicals; however, the metal is slowly attacked by hydrofluoric acid and dissolves and is attacked by hydrogen fluoride and fluorine gases, forming niobium pentafluoride. Niobium is oxidized by air at 350 ºC, first forming a pale yellow oxide film of increasing thickness, which changes its color to blue. On further heating to 400 ºC, it converts to a black film of niobium dioxide. -

Separation of Niobium and Tantalum - a Literature Survey Ernest L
Ames Laboratory ISC Technical Reports Ames Laboratory 8-15-1956 Separation of niobium and tantalum - a literature survey Ernest L. Koerner Iowa State College Morton Smutz Iowa State College Follow this and additional works at: http://lib.dr.iastate.edu/ameslab_iscreports Part of the Chemistry Commons Recommended Citation Koerner, Ernest L. and Smutz, Morton, "Separation of niobium and tantalum - a literature survey" (1956). Ames Laboratory ISC Technical Reports. 145. http://lib.dr.iastate.edu/ameslab_iscreports/145 This Report is brought to you for free and open access by the Ames Laboratory at Iowa State University Digital Repository. It has been accepted for inclusion in Ames Laboratory ISC Technical Reports by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. Separation of niobium and tantalum - a literature survey Abstract During recent years increased interest has been shown in the metal niobium. Because niobium has a high melting point (4376° F) and a low neutron cross-section, the Atomic Energy Commission has encouraged research on new methods of winning the metal from its ores with the ultimate hope of finding a process which would yield niobium metal at a reasonable price. The two areas of endeavor in which·the principal difficulties in finding such an economic process occur are the separation of tantalum from the niobium and the conversion of purified niobium salts to the metal. This report, then, was written to consolidate the more important information available in the literature on one of these troublesome areas, that of the separation of niobium and tantalum. -

Research on Selective Laser Melting of Ti6al4v: Surface Morphologies, Optimized Processing Zone, and Ductility Improvement Mechanism
metals Article Research on Selective Laser Melting of Ti6Al4V: Surface Morphologies, Optimized Processing Zone, and Ductility Improvement Mechanism Di Wang 1,2 ID , Wenhao Dou 1 and Yongqiang Yang 1,* 1 School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China; [email protected] (D.W.); [email protected] (W.D.) 2 School of Metallurgy and Materials, The University of Birmingham, Birmingham B152TT, UK * Correspondence: [email protected]; Tel./Fax: +86-020-8711-1036 Received: 24 May 2018; Accepted: 15 June 2018; Published: 21 June 2018 Abstract: The quality and mechanical properties of titanium alloy fabricated using selective laser melting (SLM) are critical to the adoption of the process which has long been impeded by the lack of uniformity in SLM-fabrication parameter optimization. In order to address this problem, laser power and scanning speed were combined into linear energy density as an independent variable, while surface morphology was defined as a metric. Based on full-factor experiments, the surface quality of SLM-fabricated titanium alloy was classified into five zones: severe over-melting zone, high-energy density nodulizing zone, smooth forming zone, low-energy density nodulizing zone, and sintering zone. The mechanism resulting in the creation of each zone was analyzed. Parameter uniformity was achieved by establishing a parameter window for each zone, and it also revealed that under smooth forming conditions, the relationship of linear energy density to the quality of the formed surface is not linear. It was also found that fabrication efficiency could be improved in the condition of the formation of a smooth surface by increasing laser power and scanning speed. -

Effect of Oxygen on the Corrosion of Niobium and Tantalum by Liquid Lithium
ORNL-TM-4069 DECEIVED BY TIC MAR 2 01973 THE EFFECT OF OXYGEN ON THE CORROSION OF NIOBIUM AND TANTALUM BY LIQUID LITHIUM R. L. Klueh MASTER SiSTiHBUTWfl c-f THIS &3CmMT 13 U&UMITED r. I . • -I ' / •''Hi'; 1 . V/', •• I • • H I •-' , C •!", >i ; ' o ': 'J -1 ; .•..'.' •-•'I' < . • . .J ,• ! OAK RIDGE NATIONAL LABORATORY '-I. ' ' t- /operated'by "unjon 'carbide, coloration • forjhe'u.s. atowic1 ENERGY'CQMMISSION 1 • - " <•:-.*- '' .1 iS> '•'• . ' , 1 <• \ .1 I . 'v: • = 1 r i. H. ORNL-TM-4069 Contract No. W-7405-eng-26 METALS AND CERAMICS DIVISION THE EFFECT OF OXYGEN ON THE CORROSION OF NIOBIUM AND TANTALUM BY LIQUID LITHIUM R. L. Klueh NOTICE This report was prepared as an account of work sponsored by the United States Government. Neither the United States noi' the United States Atomic Energy Commission, nor any of their employees, nor any of their contractors, subcontractors, or their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility fir the accuracy, com- pleteness or usefulness of any information, apparatus, product or process disclosed, or represents that its use would not infringe privately owned rights. MARCH 1973 OAK RIDGE NATIONAL LABORATORY Oak Ridge, Tennessee 37830 operated by • i UNION CARBIDE CORPORATION for the U.S. ATOMIC ENERGY COMMISSION MASTER • • • 11X CONTENTS Page Abstract 1 Introduction 1 Experimental 5 Results ...... 7 The Effect of Oxygen in Lithium 7 The Effect of Oxygen in the Refractory Metal 9 Discussion ........ 16 Acknowledgments 21 THE EFFECT OF OXYGEN ON THE CORROSION OF NIOBIUM AND TANTALUM BY LIQUID LITHIUM R. L. -

Selective Laser Melting of Titanium Alloy with 50 Wt% Tantalum: Effect of Laser Process
Title: Selective Laser Melting of Titanium Alloy with 50 wt% Tantalum: Effect of Laser Process Parameters on Part Quality Authors: Swee Leong Sing a,b, (S.L. Sing) [email protected] Florencia Edith Wiria a,c, (F.E. Wiria) [email protected] Wai Yee Yeong a,b, (W.Y. Yeong) [email protected] +65 6790 4343 (corresponding author) Affiliations: a SIMTech-NTU Joint Laboratory (3D Additive Manufacturing), Nanyang Technological University Address: HW3-01-01, 65A Nanyang Drive, Singapore 637333 b Singapore Centre for 3D Printing, School of Mechanical & Aerospace Engineering, Nanyang Technological University Address: N3.1-B2C-03, 50 Nanyang Avenue, Singapore 639798 c Singapore Institute of Manufacturing Technology (SIMTech) @ NTU Address: 73 Nanyang Drive, Singapore 637662 Keywords: Additive manufacturing; 3D printing; Selective laser melting; Powder mixture; Titanium; Tantalum Abstract: Selective laser melting (SLM) is a powder bed fusion additive manufacturing (AM) technique that produces three-dimensional (3D) parts by fusing metallic powders with a high-energy laser. SLM involves numerous process parameters that may influence the properties of the final parts. Hence, establishing the effect of the SLM processing parameters is important for producing parts of high quality. In this study, titanium-tantalum alloy was fabricated by SLM using a customized powder blend to achieve in situ alloying. The influence of processing parameters on the microstructure and properties such as relative density, microhardness and surface roughness was investigated. The results show that fully dense titanium-tantalum parts can be obtained from SLM. With laser power of 360 W, scan speed of 400 mm/s, powder layer thickness of 0.05 mm and hatch spacing of 0.125 mm, the titanium-tantalum alloy produced by SLM has relative density of 99.85 ± 0.18 %. -

Applications of an Aluminum-Beryllium Composite for Structural Aerospace Components
Applications of an Aluminum -Beryllium Composite for Structural Aerospace Components William Speer and Omar S. Es -Said Mechanical Engineering Department, Loyola Marymount University, 7900 Loyola Blvd, Los Angeles, CA 90045 -8145, USA Abstract The us e of AlBeMet AM162, an aluminum -beryllium metal matrix composite, is an effective way to reduce the size and weight of many structural aerospace components that are currently made out of aluminum and titanium alloys. These savings, which are essential for today’s technologies, are primarily due to the material’s high modulus and low density combined with its better than average specific strength. The raw material costs are significantly higher than they are for traditional engineering alloys, and the avai lable billet sizes are more limited than they are for aluminum and titanium alloys. Although the material costs are higher for the aluminum -beryllium composite, ease of machining makes it financially competitive when compared to equivalent parts made out of titanium alloys. Due to toxic nature of beryllium, however, debris -generating operations must be strictly regulated to limit worker’s exposure to the material and protect them from potentially fatal diseases. Keywords: Metal matrix; AlBeMet; High el astic modulus; Low density; Weight reduction; Stiffness -driven design 1. Introduction The aerospace industry is continually searching for ways to reduce the weight of its products and maximize the amount of profit -making payload in launch vehicles. One o f the most common ways engineers reduce weight is to make their products out of low-density alloys or engineering composites. These materials offer very high strength and/or stiffness to weight ratios; therefore, they require less mass and take less space to support a given load in comparison to other material choices. -

Niobium Pentoxide Based Materials for High Rate Rechargeable Electrochemical Energy Storage Cite This: Mater
Materials Horizons View Article Online REVIEW View Journal | View Issue Niobium pentoxide based materials for high rate rechargeable electrochemical energy storage Cite this: Mater. Horiz., 2021, 8, 1130 Fei Shen,a Zhongti Sun,ab Qinggang He, *c Jingyu Sun, abd Richard B. Kaner *e and Yuanlong Shao*abd The demand for high rate energy storage systems is continuously increasing driven by portable electronics, hybrid/electric vehicles and the need for balancing the smart grid. Accordingly, Nb2O5 based materials have gained great attention because of their fast cation intercalation faradaic charge storage that endows them with high rate energy storage performance. In this review, we describe the crystalline features of the five main phases of Nb2O5 and analyze their specific electrochemical characteristics with an emphasis on the intrinsic ion intercalation pseudocapacitive behavior of T-Nb2O5. The charge Received 14th September 2020, storage mechanisms, electrochemical performance and state-of-the-art characterization techniques for Accepted 9th December 2020 Nb2O5 anodes are summarized. Next, we review recent progress in developing various types of Nb2O5 DOI: 10.1039/d0mh01481h based fast charging electrode materials, including Nb2O5 based mixed metal oxides and composites. Finally, we highlight the major challenges for Nb2O5 based materials in the realm of high rate rechargeable rsc.li/materials-horizons energy storage and provide perspectives for future research. 1. Introduction Due to the increasing demand for rapid charging and high power a College of Energy, Soochow Institute for Energy and Materials InnovationS delivery for portable electronics and electricvehicles,highrate (SIEMIS), Jiangsu Provincial Key Laboratory for Advanced Carbon Materials and energy storage systems (ESSs) that can store/release charge in Wearable Energy Technologies, Soochow University, 215006 Suzhou, P.