Understanding Medium-Frequency Induction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Parallel Oxidation of Carbon and Chromium
THE PARALLEL OXIDATION OF CARBON AND CHROMIUM IN LIQUID IRON (16oo0 c) by LYALL FRANKLIN BARNHARDT B. Sc. Queen's University (1947) Submitted in partial fullfillment of the requirements for the degree of DOCTOR OF PHILOSOPHY at the Massachusetts Institute of Technology 1965 Signature of Author Department of Metallurgy Signature of Professor in Charge of Research jE Signature of Chairman of - A ii Departmental Committee on Graduate Students VI 38 ABSTRACT THE PARALLEL OXIDATION OF CARBON AND CHROMIUM IN LIQUID IRON (16000c) by LYALL FRANKLIN BARNHARDT Submitted to the Department of Metallurgy in April, 1965, in partial fulfillment of the requirements for the Degree of Doctor of Philosophy. The path followed by carbon and chromium concentrations in liquid iron during oxidation was investigated experimentally by blowing gaseous oxygen on to slag-free iron - chromium - carbon melts at 16004C in an induction furnace. The carbon oxidation reaction occurred at the surface of the melt, with an initial constant rate of decarburization which was dependent on the rate of oxygen input. The mechanism of this reaction is expressed in the chemical equation: C + 1/2 02 (g) = CO (g). During the initial stage, which was characterized by a constant rate of decarburization, carbon oxidized preferentially with no loss of chromium. Beyond this stage, the rate of carbon loss declined rapidly and the oxidation of iron and chromium occurred. The entry of argon into the furnace atmosphere, during the oxygen blow, lowered the partial pressure of carbon monoxide at the metal surface. This allowed the carbon concentration of the melt to drop far below the equilibrium iii carbon content for one atmosphere pressure of carbon monoxide. -

Böhler Edelstahl - General Information
Content . Böhler Edelstahl - General Information . Production Possibilities & New Additive Manufacturing . Product Portfolio Böhler Edelstahl - General Information MISSION We develop, produce and supply high-speed steels, tool steels and special materials for our worldwide customers to offer them optimal solutions. BÖHLER Edelstahl at a glance Worldwide 2016 Production 79 €622 137,000 points of sale million revenue tonnes Advanced 2114 production facilities employees Quality & technology Global 250 LEADER steel grades 100% recyclable Sales revenue by region (FY 2016) 1% 9% 12% Europe America Asia Rest of world 78% Sales revenue by business area (FY 2016) 11% Special materials 41% 21% Tool steel High speed steels Other 27% Business area revenue special materials Automotive Other Engineering 4% 11% 11% Special Oil & Gas, materials CPI High speed Power-Gen steel 21% 41% 43% 15% 27% Tool steel 27% Aerospace Production Possibilities BÖHLER EDELSTAHL Integrated plant configuration Whole melting and re-melting operations at one site Whole hot forming operations at one site Whole heat treatment operations at one site Whole ND-Testing and finishing operations at one site Standard mechanical, metallographic, chemical tests at one site Quality starts here Primary metallurgy EAF/50 t Electric arc furnace VIM Vacuum induction furnace AOD Argon oxygen decarburization VID/14 t Vacuum induction furnace REMELTING Remelting process for high- purity metallurgical materials • ESR • PESR • VAR FORGING TECHNOLOGY 5,200 t forging press Open die forge Bar steel -
Method for Boriding of Coatings Using High Speed
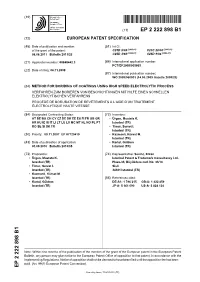
(19) & (11) EP 2 222 898 B1 (12) EUROPEAN PATENT SPECIFICATION (45) Date of publication and mention (51) Int Cl.: of the grant of the patent: C25D 9/08 (2006.01) C23C 28/00 (2006.01) 08.06.2011 Bulletin 2011/23 C25D 3/66 (2006.01) C25D 9/04 (2006.01) (21) Application number: 08848442.3 (86) International application number: PCT/EP2008/065065 (22) Date of filing: 06.11.2008 (87) International publication number: WO 2009/060033 (14.05.2009 Gazette 2009/20) (54) METHOD FOR BORIDING OF COATINGS USING HIGH SPEED ELECTROLYTIC PROCESS VERFAHREN ZUM BORIEREN VON BESCHICHTUNGEN MIT HILFE EINES SCHNELLEN ELEKTROLYTISCHEN VERFAHRENS PROCÉDÉ DE BORURATION DE REVÊTEMENTS À L’AIDE D’UN TRAITEMENT ÉLECTROLYTIQUE HAUTE VITESSE (84) Designated Contracting States: (72) Inventors: AT BE BG CH CY CZ DE DK EE ES FI FR GB GR • Ürgen, Mustafa K. HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT Istanbul (TR) RO SE SI SK TR • Timur, Servet I. Istanbul (TR) (30) Priority: 09.11.2007 EP 07120419 • Kazmanli, Kürsat M. Istanbul (TR) (43) Date of publication of application: • Kartal, Güldem 01.09.2010 Bulletin 2010/35 Istanbul (TR) (73) Proprietors: (74) Representative: Sevinç, Erkan • Ürgen, Mustafa K. Istanbul Patent & Trademark Consultancy Ltd. Istanbul (TR) Plaza-33, Büyükdere cad. No: 33/16 • Timur, Servet I. Sisli Istanbul (TR) 34381 Istanbul (TR) • Kazmanli, Kürsat M. Istanbul (TR) (56) References cited: • Kartal, Güldem DE-A1- 1 796 215 GB-A- 1 422 859 Istanbul (TR) JP-A- 5 161 090 US-A- 3 824 134 Note: Within nine months of the publication of the mention of the grant of the European patent in the European Patent Bulletin, any person may give notice to the European Patent Office of opposition to that patent, in accordance with the Implementing Regulations. -

AP-42 12.13 Final Background Document for Steel Foundries
BACKGROUND REPORT AP-42 SECTION 12.13 STEEL FOUNDRIES Prepared for U.S. Environmental Protection Agency OAQPS/TSD/EIB Research Triangle Park, NC 27711 1-103 Pacific Environmental Services, Inc. P.O. Box 12077 Research Triangle Park, NC 27709 919/941-0333 1-103 AP-42 Background Report TECHNICAL SUPPORT DIVISION U.S. ENVIRONMENTAL PROTECTION AGENCY Office of Air Quality Planning and Standards Research Triangle Park, NC 27711 ii This report has been reviewed by the Technical Support Division of the Office of Air Quality Planning and Standards, EPA. Mention of trade names or commercial products is not intended to constitute endorsement or recommendation for use. Copies of this report are available through the Library Services Office (MD-35), U.S. Environmental Protection Agency, Research Triangle Park, NC 27711. iii TABLE OF CONTENTS 1.0 INTRODUCTION ................................................. 1 2.0 INDUSTRY DESCRIPTION ......................................... 2 2.1 GENERAL ................................................... 2 2.2 PROCESS DESCRIPTION1 ..................................... 2 2.3 EMISSIONS AND CONTROLS1,19 ................................ 8 2.4 REVIEW OF REFERENCES ..................................... 9 2.5 REFERENCES FOR CHAPTER 2 ............................... 11 3.0 GENERAL EMISSION DATA REVIEW AND ANALYSIS PROCEDURES ... 13 3.1 LITERATURE SEARCH AND SCREENING ....................... 13 3.2 EMISSION DATA QUALITY RATING SYSTEM ................... 14 3.3 EMISSION FACTOR QUALITY RATING SYSTEM ................. 16 3.4 -

Induction Heating Applications the Processes, the Equipment, the Benefits CONTENTS
Induction heating applications The processes, the equipment, the benefits CONTENTS Introduction ..........................................................................3 Forging .................................................................................14 Induction coils ................................................................ 4-5 Melting .................................................................................15 Hardening ..............................................................................6 Straightening .....................................................................16 Tempering ..............................................................................7 Specialist applications ..................................................17 Brazing ....................................................................................8 How induction works .................................................................... 19 Bonding ..................................................................................9 Selecting the best solution ......................................... 20-21 Welding ................................................................................10 International certifications .................................................... 22 Annealing / normalizing ................................................................11 Some of our customers..................................................................23 Pre-heating ........................................................................12 -

The AIST Foundation: Raising Awareness for the Steel Industry of Tomorrow
Foundation President’s Message The AIST Foundation: Raising Awareness for the Steel Industry of Tomorrow Dear members, The success of the AIST Foundation is due largely to financial support from the steel industry in addition to the dedicated efforts of the Board of Trustees . We thank Fred Harnack, retired from United States Steel Corporation, for his two years of leadership as president of the Foundation . As I begin my two-year tenure as president, I look forward to continuing the good work of the AIST Foundation . Since 2005, the AIST Foundation has awarded more than US$5 3. million in scholarships and grants to over 500 university students and teaching profes- sionals at more than 50 different universities . During this time, more than 55 steel plants have provided internship opportunities as part of the scholarship program . In addition to various scholarships administered by our 22 Member Chapters, the Foundation offers three levels of scholarships, all of which are for one year: • US$3,000 for steel scholarships . • US$6,000 for steel scholarships, which include a paid summer internship . • US$12,000 to our top-scoring applicant . Almost 60% of all AIST Foundation interns have secured employment in our industry, so the success rate is quite high for these particular scholarships . The Foundation also offers several grants aimed at increasing the number of students choosing steel as a career path, including our Kent D . Peaslee Junior Faculty Award (US$35,000 per year for 3 years) . While this is still a new program, industry awareness has greatly increased because of the recipients’ efforts to organize plant tours and university “steel days ”. -

Induction Furnace
INDUCTION FURNACE An Induction Furnace uses induction to heat a metal to its melting point which is based on the theory of Electro Magnetic Induction. Depending on their frequency (50 Hz - 250 kHz) these can be divided to three types: 1. High Frequency 2. Medium Frequency 3. Low Frequency Their capacities range from less than 1kg to 100MT, which are used for re-melting of iron & steel (steel scrap), copper, aluminium, precious metals and alloys. Even most modern foundries use this type of furnaces and now more iron foundries are replacing Cupolas with Induction Furnace to melt cast iron as the former emit lots of dust & other pollutants. The Steel making via Induction Furnace route has certain advantages & disadvantages: Advantages of Induction Furnace 1. It has no electrodes and electric arcs which allow productions of steel & alloys low in carbon and occluded gases without any quality problem. 2. Low melting losses & alloying elements. 3. High power efficiency, therefore, cost-effective. 4. Precise control of the operating parameters. Disadvantages of Induction Furnace 1. Refining in Induction Furnace is not as intensive or effective as in Electric Arc Furnace (EAF). 2. Life of Refractory lining is low as compared to EAF. 3. Removal of S & P is limited, so selection of charges with less impurity is required. Induction Furnaces are classified generally into two categories: 1. Channel type induction furnace 2. Coreless type induction furnace Fig.- CHANNEL TYPE INDUCTION FURNACE 1. Channel Type Induction Furnace These furnaces basically consist of a vessel to which one or more inductors are attached. The inductor is actually a transformer whereby the secondary winding is formed with the help of a loop of liquid metal confined in a closed refractory channel. -
Induction Furnace Cooling Systems One Foundry’S Experiences
Induction Furnace Cooling Systems One Foundry’s Experiences By David Havel, P.E. ColumBia Steel Casting Co., Inc. SeptemBer 2016 Induction Furnace Cooling Systems 1 Induction Furnace Cooling Systems One Foundry’s Experiences By David Havel, P.E. ColumBia Steel Casting Co., Inc. SeptemBer 2016 ABstract Induction furnaces come in all sizes and are very versatile tools for foundries. All types of metals can be quickly melted in induction furnaces. In addition, these furnaces offer the ability to switch between alloys with minimal alloy cross contamination. All of these features make induction furnaces very popular in foundries. The cooling systems are a critical part of the furnace and are often overlooked until problems arise. When the cooling system is out of control, damage can begin to occur to the cooling system and the components it protects. Past experiences at Columbia Steel Casting Co., Inc. (CSCC) have demonstrated many of the issues that can occur. Sharing these experiences with other companies having similar problems illustrated the need for this paper. This paper will give a generalized description of modern induction furnace cooling systems and identify some of the important factors to control in maintaining these systems. Induction Furnace Cooling Systems 2 Introduction Induction furnaces are comprised of three main components. These components are the power supply (Fig. 1), the furnace Bowl (Fig. 2) and the cooling system. The main components of a modern closed loop induction dry air cooling system (Fig. 3) consist of the pump module, dry air cooler, water path through the power supply, water path through the furnace Bowls, deionizer filter, Back-up system and optional trim cooler. -

Removal of Calcium Containing Inclusions During Vacuum Arc Remelting
REMOVAL OF CALCIUM CONTAINING INCLUSIONS DURING VACUUM ARC REMELTING by EVA SAMUELSSON M.Sc, Royal Institute Of Technology, Stockholm, 1981 A THESIS SUBMITTED IN PARTIAL FULFILMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF APPLIED SCIENCE in THE FACULTY OF GRADUATE STUDIES Department Of Metallurgical Engineering We accept this thesis as conforming to the required standard THE UNIVERSITY OF BRITISH COLUMBIA November 1983 © Eva Samuelsson, 1983 In presenting this thesis in partial fulfilment of the requirements for an advanced degree at the University of British Columbia, I agree that the Library shall make it freely available for reference and study. I further agree that permission for extensive copying of this thesis for scholarly purposes may be granted by the Head of my Department or by his or her representatives. It is understood that copying or publication of this thesis for financial gain shall not be allowed without my written permission. Department of Metallurgical Engineering The University of British Columbia 2075 Wesbrook Place Vancouver, Canada V6T 1W5 Date: 15 November 1983 i i Abstract The mechanism of removal of calcium containing inclusions in steel during Vacuum Arc Remelting has been investigated. Laboratory Electron Beam and industrial Vacuum Arc remelting electrodes and ingots were examined. Properties of the steels were determined with the aid of chemical and metallographic methods. It is proposed that the major mechanism of removal is rejection of calcium aluminates to a free surface. One third of the calcium sulphide is rejected with the calcium aluminates. The remainder reacts with aluminium oxide in the aluminates according to the following reaction: CaS + 1/3A1203= CaO + 2/3[Al] + [S] Subsequently, the calcium oxide is also rejected and the dissolved sulphur reacts with sulphide forming elements during solidification. -

Heat Treatment and Properties of Iron and Steel
National Bureau of Standards Library, N.W. Bldg NBS MONOGRAPH 18 Heat Treatment and Properties of Iron and Steel U.S. DEPARTMENT OF COMMERCE NATIONAL BUREAU OF STANDARDS THE NATIONAL BUREAU OF STANDARDS Functions and Activities The functions of the National Bureau of Standards are set forth in the Act of Congress, March 3, 1901, as amended by Congress in Public Law 619, 1950. These include the development and maintenance of the national standards of measurement and the provision of means and methods for making measurements consistent with these standards; the determination of physical constants and properties of materials; the development of methods and instruments for testing materials, devices, and structures; advisory services to government agencies on scientific and technical problems; inven- tion and development of devices to serve special needs of the Government; and the development of standard practices, codes, and specifications. The work includes basic and applied research, develop- ment, engineering, instrumentation, testing, evaluation, calibration services, and various consultation and information services. Research projects are also performed for other government agencies when the work relates to and supplements the basic program of the Bureau or when the Bureau's unique competence is required. The scope of activities is suggested by the listing of divisions and sections on the inside of the back cover. Publications The results of the Bureau's work take the form of either actual equipment and devices or pub- lished papers. -

Vacuum Induction Melting Furnaces
CONSARC CORPORATION CONSARC ENGINEERING LIMITED 100 Indel Avenue 9 Woodside Eurocentral P.O. Box 156 Holytown, North Lanarkshire ML14XL Rancocas, New Jersey 08073 Scotland, United Kingdom Phone: +1 (609) 267-8000 Phone: +44 (0)1698 730430 Fax: +1 (609) 267-1366 Fax: +44 (0)1698 730431 E-mail: [email protected] E-mail: [email protected] www.consarc.com www.consarceng.com Vacuum Induction Melting Furnaces For more information visit www.consarc.com. VIM — The Process VIM — Pouring Design A B C D E F G H I J Vacuum Induction Melting (VIM) is the melting of metal via electromagnetic induction under vacuum. An A Overmelt Charger induction furnace containing a refractory lined crucible surrounded by an induction coil is located inside B Control Room a vacuum chamber. The induction furnace is connected to an AC power source at a frequency precisely C Isolation Valve correlating to the furnace size and material being melted. D Isolation Valves (2) Consarc designs all VIM furnaces such that the pouring is accomplished by inserting a tundish in line with E Melt Chamber the direction of pour, not perpendicular to the direction of pour, and without the use of a launder, as is Material is charged into the induction furnace under vacuum and power is applied to melt the charge. F Hot Tundish Charger required in tilting chamber type systems (VIDP). This significant design criteria means that Consarc VIM Additional charges are made to bring the liquid metal volume to the desired melt capacity. The molten G Induction Furnace furnaces have the following advantages: metal is refined under vacuum and the chemistry adjusted until the precise melt chemistry is achieved. -

A Study on the Effect of Austempering Temperature, Time and Copper Addition on the Mechanical Properties of Austempered Ductile Iron
A STUDY ON THE EFFECT OF AUSTEMPERING TEMPERATURE, TIME AND COPPER ADDITION ON THE MECHANICAL PROPERTIES OF AUSTEMPERED DUCTILE IRON A THESIS SUBMITTED IN PARTIAL FULFILMENT OF THE REQUIREMENT FOR THE DEGREE OF Master of Technology In Metallurgical and Materials Engineering Submitted By Sandeep Kumar Sahoo Roll No. 208 MM 102 Department of Metallurgical and Materials Engineering National Institute of Technology, Rourkela-769008 May 2012 A STUDY ON THE EFFECT OF AUSTEMPERING TEMPERATURE, TIME AND COPPER ADDITION ON THE MECHANICAL PROPERTIES OF AUTEMPERED DUCTILE IRON A THESIS SUBMITTED IN PARTIAL FULFILMENT OF THE REQUIREMENT FOR THE DEGREE OF Master of Technology In Metallurgical and Materials Engineering Submitted By Sandeep Kumar Sahoo Roll No. 208 MM 102 Under the guidance of Prof. S. Sen Prof. S.C. Patnaik Dept. of Metallurgical & Materials Engg. Dept. of Metallurgical & Materials Engg. NIT, Rourkela I.G.I.T, Sarang DEPARTMENT OF METALLURGICAL & MATERIALS ENGINEERING NATIONAL INSTITUTE OF TECHNOLOGY, ROURKELA NATIONAL INSTITUTE OF TECHNOLOGY, ROURKELA CERTIFICATE This is to certify that the thesis entitled “A Study on the Effect of Austempering Temperature, Time and Copper Addition on the Mechanical Properties of Austempered Ductile Iron ” submitted by Mr. Sandeep Kumar Sahoo, Roll No. 208MM102 in partial fulfillment of the requirements for the award of Master of Technology in Metallurgical and Materials Engineering with specialization in “Metallurgical and Materials Engineering” at National Institute of Technology, Rourkela (Deemed University) is an authentic work carried out by him under our supervision and guidance. To the best of our knowledge, the matter embedded in the thesis has not been submitted to any other university/Institute for the award of any Degree.