Induction Heating Applications the Processes, the Equipment, the Benefits CONTENTS
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Parallel Oxidation of Carbon and Chromium
THE PARALLEL OXIDATION OF CARBON AND CHROMIUM IN LIQUID IRON (16oo0 c) by LYALL FRANKLIN BARNHARDT B. Sc. Queen's University (1947) Submitted in partial fullfillment of the requirements for the degree of DOCTOR OF PHILOSOPHY at the Massachusetts Institute of Technology 1965 Signature of Author Department of Metallurgy Signature of Professor in Charge of Research jE Signature of Chairman of - A ii Departmental Committee on Graduate Students VI 38 ABSTRACT THE PARALLEL OXIDATION OF CARBON AND CHROMIUM IN LIQUID IRON (16000c) by LYALL FRANKLIN BARNHARDT Submitted to the Department of Metallurgy in April, 1965, in partial fulfillment of the requirements for the Degree of Doctor of Philosophy. The path followed by carbon and chromium concentrations in liquid iron during oxidation was investigated experimentally by blowing gaseous oxygen on to slag-free iron - chromium - carbon melts at 16004C in an induction furnace. The carbon oxidation reaction occurred at the surface of the melt, with an initial constant rate of decarburization which was dependent on the rate of oxygen input. The mechanism of this reaction is expressed in the chemical equation: C + 1/2 02 (g) = CO (g). During the initial stage, which was characterized by a constant rate of decarburization, carbon oxidized preferentially with no loss of chromium. Beyond this stage, the rate of carbon loss declined rapidly and the oxidation of iron and chromium occurred. The entry of argon into the furnace atmosphere, during the oxygen blow, lowered the partial pressure of carbon monoxide at the metal surface. This allowed the carbon concentration of the melt to drop far below the equilibrium iii carbon content for one atmosphere pressure of carbon monoxide. -

Böhler Edelstahl - General Information
Content . Böhler Edelstahl - General Information . Production Possibilities & New Additive Manufacturing . Product Portfolio Böhler Edelstahl - General Information MISSION We develop, produce and supply high-speed steels, tool steels and special materials for our worldwide customers to offer them optimal solutions. BÖHLER Edelstahl at a glance Worldwide 2016 Production 79 €622 137,000 points of sale million revenue tonnes Advanced 2114 production facilities employees Quality & technology Global 250 LEADER steel grades 100% recyclable Sales revenue by region (FY 2016) 1% 9% 12% Europe America Asia Rest of world 78% Sales revenue by business area (FY 2016) 11% Special materials 41% 21% Tool steel High speed steels Other 27% Business area revenue special materials Automotive Other Engineering 4% 11% 11% Special Oil & Gas, materials CPI High speed Power-Gen steel 21% 41% 43% 15% 27% Tool steel 27% Aerospace Production Possibilities BÖHLER EDELSTAHL Integrated plant configuration Whole melting and re-melting operations at one site Whole hot forming operations at one site Whole heat treatment operations at one site Whole ND-Testing and finishing operations at one site Standard mechanical, metallographic, chemical tests at one site Quality starts here Primary metallurgy EAF/50 t Electric arc furnace VIM Vacuum induction furnace AOD Argon oxygen decarburization VID/14 t Vacuum induction furnace REMELTING Remelting process for high- purity metallurgical materials • ESR • PESR • VAR FORGING TECHNOLOGY 5,200 t forging press Open die forge Bar steel -

Analysis and Optimal Design of Induction Heating Cookers
J Electr Eng Technol.2016; 11(5): 1282-1288 ISSN(Print) 1975-0102 http://dx.doi.org/10.5370/JEET.2016.11.5.1282 ISSN(Online) 2093-7423 Analysis and Optimal Design of Induction Heating Cookers Muhammad Humza* and Byungtaek Kim† Abstract – This paper deals with the optimal design of induction heating cooker starting from the analytical analysis of the cooker model. The analytical analysis method is based on the construction of the equivalent circuit of the cooker in which the circuit parameters are calculated from the geometries in a very simple way. By using the analysis method of equivalent circuit, the numerous combinations of primary winding coils for the specific rated power are obtained in fast computation time for a given secondary conductor. Through the calculation procedures, the optimal number of turns and their optimal positions can be obtained with which the cooker provides the highest efficiency at the rated power. The effectiveness and accuracy of the proposed analysis and design are verified through finite element analysis for practical and designed models. Keywords: Analysis of induction cooker, Equivalent circuit, Optimal design of primary coil 1. Introduction frequency. The self and mutual inductances of these elements are calculated by using the classical formulas Traditional ways of cooking are hanging the pot on fire obtained from the Biot-Savart law. The concrete equivalent which is produced by burning of wood, coal or gas. These circuit is constructed with the obtained parameters for the traditional ways have a lot of draw backs. The gas burner both primary and secondary windings. By solving the transfer only 35 % to 40 % heat to the pan, which means complicated coupled voltage circuit, a simplified equivalent large portion of heat is wasted and these methods of circuit is obtained. -
Method for Boriding of Coatings Using High Speed
(19) & (11) EP 2 222 898 B1 (12) EUROPEAN PATENT SPECIFICATION (45) Date of publication and mention (51) Int Cl.: of the grant of the patent: C25D 9/08 (2006.01) C23C 28/00 (2006.01) 08.06.2011 Bulletin 2011/23 C25D 3/66 (2006.01) C25D 9/04 (2006.01) (21) Application number: 08848442.3 (86) International application number: PCT/EP2008/065065 (22) Date of filing: 06.11.2008 (87) International publication number: WO 2009/060033 (14.05.2009 Gazette 2009/20) (54) METHOD FOR BORIDING OF COATINGS USING HIGH SPEED ELECTROLYTIC PROCESS VERFAHREN ZUM BORIEREN VON BESCHICHTUNGEN MIT HILFE EINES SCHNELLEN ELEKTROLYTISCHEN VERFAHRENS PROCÉDÉ DE BORURATION DE REVÊTEMENTS À L’AIDE D’UN TRAITEMENT ÉLECTROLYTIQUE HAUTE VITESSE (84) Designated Contracting States: (72) Inventors: AT BE BG CH CY CZ DE DK EE ES FI FR GB GR • Ürgen, Mustafa K. HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT Istanbul (TR) RO SE SI SK TR • Timur, Servet I. Istanbul (TR) (30) Priority: 09.11.2007 EP 07120419 • Kazmanli, Kürsat M. Istanbul (TR) (43) Date of publication of application: • Kartal, Güldem 01.09.2010 Bulletin 2010/35 Istanbul (TR) (73) Proprietors: (74) Representative: Sevinç, Erkan • Ürgen, Mustafa K. Istanbul Patent & Trademark Consultancy Ltd. Istanbul (TR) Plaza-33, Büyükdere cad. No: 33/16 • Timur, Servet I. Sisli Istanbul (TR) 34381 Istanbul (TR) • Kazmanli, Kürsat M. Istanbul (TR) (56) References cited: • Kartal, Güldem DE-A1- 1 796 215 GB-A- 1 422 859 Istanbul (TR) JP-A- 5 161 090 US-A- 3 824 134 Note: Within nine months of the publication of the mention of the grant of the European patent in the European Patent Bulletin, any person may give notice to the European Patent Office of opposition to that patent, in accordance with the Implementing Regulations. -
Induction Heating Principles PRESENTATION
Induction Heating Principles PRESENTATION www.ceia-power.com This document is property of CEIA which reserves all rights. Total or partial copying, modification and translation is forbidden FC040K0068V1000UK Main Applications of Induction Heating ¾ Hard (Silver) Brazing ¾ Tin Soldering ¾ Heat Treatment (Hardening, Annealing, Tempering, …) ¾ Melting Applications (ferrous and non ferrous metal) ¾ Forging This document is property of CEIA which reserves all rights. Total or partial copying, modification and translation is forbidden FC040K0068V1000UK Examples of induction heating applications This document is property of CEIA which reserves all rights. Total or partial copying, modification and translation is forbidden FC040K0068V1000UK Advantages of Induction Reduced Heating Time Localized Heating Efficient Energy Consumption Heating Process Controllable and Repeatable Improved Product Quality Safety for User Improving of the working condition This document is property of CEIA which reserves all rights. Total or partial copying, modification and translation is forbidden FC040K0068V1000UK Basics of Induction INDUCTIVE HEATING is based on the supply of energy by means of electromagnetic induction. A coil, suitably dimensioned, placed close to the metal parts to be heated, conducting high or medium frequency alternated current, induces on the work piece currents (eddy currents) whose intensity can be controlled and modulated. This document is property of CEIA which reserves all rights. Total or partial copying, modification and translation is forbidden FC040K0068V1000UK Basics of induction The heating occurs without physical contact, it involves only the metal parts to be treated and it is characterized by a high efficiency transfer without loss of heat. The depth of penetration of the generated currents is directly correlated to the working frequency of the generator used; higher it is, much more the induced currents concentrate on the surface. -

Design Method of an Optimal Induction Heater Capacitance for Maximum Power Dissipation and Minimum Power Loss Caused by Esr
DESIGN METHOD OF AN OPTIMAL INDUCTION HEATER CAPACITANCE FOR MAXIMUM POWER DISSIPATION AND MINIMUM POWER LOSS CAUSED BY ESR Jung-gi Lee, Sun-kyoung Lim, Kwang-hee Nam ¤ and Dong-ik Choi ¤¤ ¤ Department of Electrical Engineering, POSTECH University, Hyoja San-31, Pohang, 790-784 Republic of Korea. Tel:(82)54-279-2218, Fax:(82)54-279-5699, E-mail:[email protected] ¤¤ POSCO Gwangyang Works, 700, Gumho-dong, Gwangyang-si, Jeonnam, 541-711, Korea. Abstract: In the design of a parallel resonant induction heating system, choosing a proper capacitance for the resonant circuit is quite important. The capacitance a®ects the resonant frequency, output power, Q-factor, heating e±ciency and power factor. In this paper, the important role of equivalent series resistance (ESR) in the choice of capacitance is recognized. Without the e®ort of reducing temperature rise of the capacitor, the life time of capacitor tends to decrease rapidly. This paper, therefore, presents a method of ¯nding an optimal value of the capacitor under voltage constraint for maximizing the output power of an induction heater, while minimizing the power loss of the capacitor at the same time. Based on the equivalent circuit model of an induction heating system, the output power, and the capacitor losses are calculated. The voltage constraint comes from the voltage ratings of the capacitor bank and the switching devices of the inverter. The e®ectiveness of the proposed method is veri¯ed by simulations and experiments. Keywords: Induction heating, Equivalent series resistance, Design 1. INTRODUCTION four thyristors and a parallel resonant circuit com- prised capacitor bank and heating coil. -

ZVS Power Resonator CRO-SM1 Ultra Compact Self Resonating Power Oscillator Features and Specifications
RMCybernetics CRO-SM1 www.rmcybernetics.com ZVS Power Resonator CRO-SM1 Ultra Compact Self Resonating Power Oscillator Features and Specifications Automatic Resonance, no tuning needed Wide supply voltage range (12V – 30V) ZVS (Zero Voltage Switching) Current up to 10A continuous*, 70A peak Over Voltage, Current, & Temperature Protection Optional modulation input Flat base for mounting directly to metal enclosures** High quality double layer PTH, 2oz Copper PCB Ultra-compact size: L50 x W50 x H8*** mm * Max current varies with operating frequency. ** Electrical isolation required using thermal interface material *** Excluding Heatsink. The CRO-SM1 is a type of collector resonance oscillator circuit which will automatically drive low impedance reactive circuits at their resonant frequency. This is ideal for making a DIY Induction Heater or Solid State Tesla Coil. It is designed to drive a parallel LC circuit (a coil and capacitor connected in parallel). It can be connected in numerous configurations and is also able to work with loads that have a centre tapped coil. The circuit will automatically drive at resonance even if the resonant frequency changes such as when a metal object is placed inside an induction heater. The circuit is designed to work with a wide range of parallel LC (inductor capacitor) circuits which have a relatively low inductance and a large capacitance. For example an induction heater with a few turns on the coil and a large capacitor bank. While this circuit has been designed to be as versatile as possible, there may be certain LC combinations that will not be driven to resonance by the circuit. -

AP-42 12.13 Final Background Document for Steel Foundries
BACKGROUND REPORT AP-42 SECTION 12.13 STEEL FOUNDRIES Prepared for U.S. Environmental Protection Agency OAQPS/TSD/EIB Research Triangle Park, NC 27711 1-103 Pacific Environmental Services, Inc. P.O. Box 12077 Research Triangle Park, NC 27709 919/941-0333 1-103 AP-42 Background Report TECHNICAL SUPPORT DIVISION U.S. ENVIRONMENTAL PROTECTION AGENCY Office of Air Quality Planning and Standards Research Triangle Park, NC 27711 ii This report has been reviewed by the Technical Support Division of the Office of Air Quality Planning and Standards, EPA. Mention of trade names or commercial products is not intended to constitute endorsement or recommendation for use. Copies of this report are available through the Library Services Office (MD-35), U.S. Environmental Protection Agency, Research Triangle Park, NC 27711. iii TABLE OF CONTENTS 1.0 INTRODUCTION ................................................. 1 2.0 INDUSTRY DESCRIPTION ......................................... 2 2.1 GENERAL ................................................... 2 2.2 PROCESS DESCRIPTION1 ..................................... 2 2.3 EMISSIONS AND CONTROLS1,19 ................................ 8 2.4 REVIEW OF REFERENCES ..................................... 9 2.5 REFERENCES FOR CHAPTER 2 ............................... 11 3.0 GENERAL EMISSION DATA REVIEW AND ANALYSIS PROCEDURES ... 13 3.1 LITERATURE SEARCH AND SCREENING ....................... 13 3.2 EMISSION DATA QUALITY RATING SYSTEM ................... 14 3.3 EMISSION FACTOR QUALITY RATING SYSTEM ................. 16 3.4 -

Handbook of Induction Heating Theoretical Background
This article was downloaded by: 10.3.98.104 On: 28 Sep 2021 Access details: subscription number Publisher: CRC Press Informa Ltd Registered in England and Wales Registered Number: 1072954 Registered office: 5 Howick Place, London SW1P 1WG, UK Handbook of Induction Heating Valery Rudnev, Don Loveless, Raymond L. Cook Theoretical Background Publication details https://www.routledgehandbooks.com/doi/10.1201/9781315117485-3 Valery Rudnev, Don Loveless, Raymond L. Cook Published online on: 11 Jul 2017 How to cite :- Valery Rudnev, Don Loveless, Raymond L. Cook. 11 Jul 2017, Theoretical Background from: Handbook of Induction Heating CRC Press Accessed on: 28 Sep 2021 https://www.routledgehandbooks.com/doi/10.1201/9781315117485-3 PLEASE SCROLL DOWN FOR DOCUMENT Full terms and conditions of use: https://www.routledgehandbooks.com/legal-notices/terms This Document PDF may be used for research, teaching and private study purposes. Any substantial or systematic reproductions, re-distribution, re-selling, loan or sub-licensing, systematic supply or distribution in any form to anyone is expressly forbidden. The publisher does not give any warranty express or implied or make any representation that the contents will be complete or accurate or up to date. The publisher shall not be liable for an loss, actions, claims, proceedings, demand or costs or damages whatsoever or howsoever caused arising directly or indirectly in connection with or arising out of the use of this material. 3 Theoretical Background Induction heating (IH) is a multiphysical phenomenon comprising a complex interac- tion of electromagnetic, heat transfer, metallurgical phenomena, and circuit analysis that are tightly interrelated and highly nonlinear because the physical properties of materi- als depend on magnetic field intensity, temperature, and microstructure. -
Closed Loop Controlled AC-AC Converter for Induction Heating by Mr
Volume 25, Number 2 - April 2009 through June 2009 Closed Loop Controlled AC-AC Converter for Induction Heating By Mr. D. Kirubakaran & Dr. S. Rama Reddy Peer-Refereed Article Applied Papers KEYWORD SEARCH Electricity Electronics The Official Electronic Publication of the The Association of Technology, Management, and Applied Engineering • www.nait.org © 2009 Journal of Industrial Technology • Volume 25, Number 2 • April 2009 through June 2009 • www.nait.org Closed Loop Controlled AC-AC Converter for Induction Heating By Mr. D. Kirubakaran & Dr. S. Rama Reddy Abstract the inverting circuit is constructed by A single-switch parallel resonant con- traditional mode with four controlled verter for induction heating is simu- switches. The above literature does not Mr. D.Kirubakaran has obtained M.E. degree lated and implemented. The circuit con- deal with closed loop modeling and from Bharathidasan University in 2000. He is sists of input LC-filter, bridge rectifier embedded implementation of AC to presently doing his research in the area of AC- AC converter fed induction heater. In AC converters for induction heating. He has 10 and one controlled power switch. The years of teaching experience. He is a life member switch operates in soft commutation the present work AC to AC converter is of ISTE. mode and serves as a high frequency modeled and it is implemented using generator. Output power is controlled an atmel microcontroller. The present via switching frequency. Steady state problem aims to minimize the cost of analysis of the converter operation induction heater system by using an is presented.. A closed loop circuit embedded controller. -

The AIST Foundation: Raising Awareness for the Steel Industry of Tomorrow
Foundation President’s Message The AIST Foundation: Raising Awareness for the Steel Industry of Tomorrow Dear members, The success of the AIST Foundation is due largely to financial support from the steel industry in addition to the dedicated efforts of the Board of Trustees . We thank Fred Harnack, retired from United States Steel Corporation, for his two years of leadership as president of the Foundation . As I begin my two-year tenure as president, I look forward to continuing the good work of the AIST Foundation . Since 2005, the AIST Foundation has awarded more than US$5 3. million in scholarships and grants to over 500 university students and teaching profes- sionals at more than 50 different universities . During this time, more than 55 steel plants have provided internship opportunities as part of the scholarship program . In addition to various scholarships administered by our 22 Member Chapters, the Foundation offers three levels of scholarships, all of which are for one year: • US$3,000 for steel scholarships . • US$6,000 for steel scholarships, which include a paid summer internship . • US$12,000 to our top-scoring applicant . Almost 60% of all AIST Foundation interns have secured employment in our industry, so the success rate is quite high for these particular scholarships . The Foundation also offers several grants aimed at increasing the number of students choosing steel as a career path, including our Kent D . Peaslee Junior Faculty Award (US$35,000 per year for 3 years) . While this is still a new program, industry awareness has greatly increased because of the recipients’ efforts to organize plant tours and university “steel days ”. -
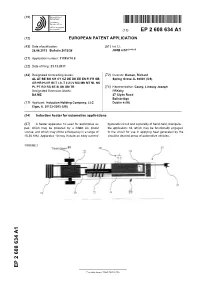
Induction Heater for Automotive Applications
(19) TZZ Z¥4A_T (11) EP 2 608 634 A1 (12) EUROPEAN PATENT APPLICATION (43) Date of publication: (51) Int Cl.: 26.06.2013 Bulletin 2013/26 H05B 6/10 (2006.01) (21) Application number: 11195710.6 (22) Date of filing: 23.12.2011 (84) Designated Contracting States: (72) Inventor: Kaman, Richard AL AT BE BG CH CY CZ DE DK EE ES FI FR GB Spring Grove, IL 60081 (US) GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR (74) Representative: Casey, Lindsay Joseph Designated Extension States: FRKelly BA ME 27 Clyde Road Ballsbridge (71) Applicant: Induction Holding Company, LLC Dublin 4 (IE) Elgin, IL 30123-2595 (US) (54) Induction heater for automotive applications (57) A heater apparatus 10 used for automotive re- hysteretic circuit and a plurality of hand-held, manipula- pair, which may be powered by a 240-volt AC power ble applicators 18, which may be functionally engaged source, and which may utilize a frequency in a range of to the circuit for use in applying heat generated by the 15-50 KHz. Apparatus 10 may include an eddy current/ circuit to desired areas of automotive vehicles. EP 2 608 634 A1 Printed by Jouve, 75001 PARIS (FR) 1 EP 2 608 634 A1 2 Description methods. [0007] In general, those of ordinary skill in the art will BACKGROUND OF THE INVENTION appreciate that, with respect to the heater apparatus de- scribed in U.S. Patent Nos. 6,563,096 and 6,670,590, [0001] The present invention generally relates to in- 5 the transformer "turns-ratio" was redesigned to account duction heaters used for removing fasteners and other for the higher input voltage while keeping the output volt- automotive repair applications requiring the release of age the same, and that the C3 value was changed to hardware from corrosion/thread lock compounds, or in- keep the LC resonance at the same frequency.