The Beautiful Race
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

First Lady of Le Mans
FIA WOMEN IN MOTOR SPORT OFFICIAL NEWSLETTER - ISSUE 3 MARÍA REMEMBERED Payinging tribute to the remarkable and inspirational María de Villota PG 4 AUTO SHOOTOUT SUCCESS Lucile Cypriano becomes Commission’s selected driver in VW Scirocco R-Cup PG 8 WOMEN IN WOMEN’S RALLYING POINT The FIA European Rallycross Championship has become a haven for lady racers PG 14 MOTORSPORT FIRST LADY OF LE MANS New FIA Women in Motorsport Commission Ambassador Leena Gade on progress, pressure and winning in the WEC AUTO+WOMEN IN MOTOR SPORT AUTO+WOMEN IN MOTOR SPORT Welcome to our third Women in Motorsport newsletter and the final edition of 2013. It’s been a year of both triumph and, unfortunately, tragedy and in this issue we take time out to remember María de Villota, whose passing in October left a deep void not just in motor sport but in all our hearts. María’s bravery following her F1 testing accident and the dedication she displayed afterwards – not only in promoting female involvement in motor sport but also safety on the road and track – will be missed. Elsewhere, it was a year of great success for women competitors and in this edition we look at Lucile Cypriano’s victory in the VW and commission-supported shoot-out for a place in next year’s VW Scirocco R-Cup and reveal how the FIA European Rallycross Championship has become a haven for female racers. It’s been a great year for CONTACTS: women in all forms of motor sport and IF YOU HAVE ANY COMMENTS ABOUT THIS NEWSLETTER OR we look forward to even more in 2014! STORIES FOR THE NEXT ISSUE, WE WOULD LOVE TO HEAR FROM YOU. -
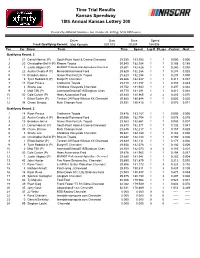
Qualifying Results
Time Trial Results Kansas Speedway 18th Annual Kansas Lottery 300 Provided by NASCAR Statistics - Sat, October 20, 2018 @ 12:45 PM Eastern Driver Date Time Speed Track Qualifying Record: Matt Kenseth 10/17/15 29.204 184.906 Pos Car Driver Team Time Speed Lap # # Laps -Fastest -Next Qualifying Round: 3 1 21 Daniel Hemric (P) South Point Hotel & Casino Chevrolet 29.355 183.955 1 1 0.000 0.000 2 20 Christopher Bell # (P) Rheem Toyota 29.543 182.784 1 1 0.188 0.188 3 7 Justin Allgaier (P) BRANDT Professional Agriculture Chevrolet 29.601 182.426 1 1 0.246 0.058 4 22 Austin Cindric # (P) Menards/Richmond Ford 29.629 182.254 1 1 0.274 0.028 5 19 Brandon Jones Game Plan For Life Toyota 29.629 182.254 1 1 0.274 0.000 6 9 Tyler Reddick # (P) BurgerFi Chevrolet 29.666 182.027 1 1 0.311 0.037 7 18 Ryan Preece Craftsman Toyota 29.710 181.757 1 1 0.355 0.044 8 3 Shane Lee Childress Vineyards Chevrolet 29.752 181.500 1 1 0.397 0.042 9 2 Matt Tifft (P) AmericanEthanolE15/Sorghum Chev 29.770 181.391 1 1 0.415 0.018 10 00 Cole Custer (P) Haas Automation Ford 29.840 180.965 2 2 0.485 0.070 11 1 Elliott Sadler (P) Textron Off Road Wildcat XX Chevrolet 29.860 180.844 1 1 0.505 0.020 12 98 Chase Briscoe Nutri Chomps Ford 29.931 180.415 1 1 0.576 0.071 Qualifying Round: 2 1 18 Ryan Preece Craftsman Toyota 29.478 183.187 1 1 0.000 0.000 2 22 Austin Cindric # (P) Menards/Richmond Ford 29.556 182.704 1 1 0.078 0.078 3 19 Brandon Jones Game Plan For Life Toyota 29.563 182.661 1 1 0.085 0.007 4 21 Daniel Hemric (P) South Point Hotel & Casino Chevrolet 29.610 182.371 -

Epd Activity Report
EVANSVILLE POLICE DEPARTMENT BULLETIN FROM 05/30/2015 03:00:00 TO 05/31/2015 03:00:00 Case Types: (LW) Incident, (AR) Arrest, (TC) Citation/Summons, (OR) Ordinance, (TA) Accident Printed: 03:00, May 31, 2015, Sunday Page #: 1 Case # Description (A)ttempted, (C)ompleted, (F)elony, (M)isdemeanor Officer LW 1511465 Greenlee, Aimee Lynn (W F, 38) VICTIM of Battery-simple Assault Other [am] (C), KARGES, M. T. Battery-simple at 1514 E Illinois St, Evansville, IN, on 05/30/2015, 03:44. Reported: 05/30/2015. Assault Other [am] On 5/30/2015 at approximately 0344 hours, Aimee Greenlee called 911 to report her neighbor had assaulted her. On scene, Greenlee stated she had been over at 1513 E Illinois St this evening talking to neighbors. She advised they have been drinking and at one point, Bogenschutz started speaking negative towards her about past issues. The two were not getting along and Greenlee left to go home across the street. Greenlee stated she could hear Bogenschutz and others still talking about her from inside. She stated she went outside and started talking to them from across the street since they woke her family up by being loud. At some point, another neighbor (suspect) walked over by the sidewalk in front of 1514 E Illinois St (where Greenlee was at) and started arguing with Greenlee. Greenlee added that she pushed the suspect back away from her during the argument and the suspect then started hitting her with her hands. Another neighbor, Bengert, intervened and pulled the two a part. -

IZOD Indycar® Series & Firestone Indy Lights™ 2012 Trackside
® DARIO FRANCHITTIDARIO Chip Ganassi Racing Target Series Champion 2011 IZOD IndyCar IZOD IndyCar ® Series & Firestone Indy Lights™ 2012 Trackside INDYCAR Media Web Site – media.indycar.com A media-only section of the INDYCAR’s Web site is available for media use. This site contains general content about the IZOD IndyCar® Series and Firestone Indy Lights, including: IZOD IndyCar Series and Firestone Indy Lights logos for download Graphics and special event photo galleries for download and publication INDYCAR PR contacts Team PR contacts Track contacts Teleconference advisories Teleconference transcripts, press releases, advisories and notebooks Weekly Video News Feed advisories and digital copies Information about each event also is available, including: Complete event schedules Broadcast information Daily Trackside Reports, including session details and quotes Event Video News Release advisories Event press conference transcripts The address for the media site is: http://media.indycar.com INDYCAR Media Photo Web Site – IndyCarMedia.com A media-only website is available for media to download high-resolution photos of at-track events and studio photos of drivers. Note, registration is required to access the side The address for the media site is: http://www.indycarmedia.com INDYCAR PR CONTACT INFORMATION 1. INDYCAR. Contact information for members of INDYCAR Public Relations: a. Amy Konrath, Vice President of Communications/Public Relations 317-331-7437 – cell; 317-492-6453 – office; [email protected] b. Denise Abbott, Vice President of Public Relations 310-430-0496 – cell; 317-492-8836 – office; [email protected] c. Steve Shunck, Vice President of Public Relations 317-716-9188 – cell; 317-492-8532 – office; [email protected] d. -

Aston Martin - a Guide
ASTON MARTIN - A GUIDE Aston Martin Lagonda Limited, Banbury Road, Gaydon, Warwickshire, CV35 0DB England Telephone +44(0)1908 610620 Facsimile +44(0)1926 644222 www.astonmartin.com IMPORTANT NOTICE: Aston Martin Lagonda Limited is consistantly seeking ways to improve the specificxation, design and production of its vehicles and alterations take place continually. Whilst every effort is made to produce up to date literature, this brochure should not be regarded as an infallible guide to current specifications, nor does it constitute an offer for sale of any particular vehicle. The contents of this brochure represent the Company’s business as a whole. Text and photographs may relaye to models not available for sale in some countries. Performance results may vary depending on the specification of the particular vehicle, road and envirronmental conditions and driving style. Published figures should be used for comparison purposes only and verification should not be attempted on public roads. Aston Martin Lagonda Limited strongly urges that all speed laws be obeyed and that safety belts be worn at all times. Distributors and dealers are not agents of Aston Martin Lagonda Limited and have absolutely no authority to bind Aston Martin Lagonda Limited by any express or implied undertaking or representation. PART NO: 702144 (ENG) ASTON MARTIN TODAY Over the past nine decades, Aston Martin has Our plans do not end there. In addition to the witnessed many changes. In a long and distinguished Vanquish S and the DB9, we have introduced a third history, Aston Martin has seen some good times and model line with the addition of the V8 Vantage and some not so good times. -
2012 Media Guide FAST FACTS
2012 Media Guide FAST FACTS Story Ideas: Highly-competitive season makes returns to ovals at Milwaukee The2012 Firestone Indy Lights season returns to ovals for the next two races beginning with the Firestone Indy Lights 100 at the famed Milwaukee Mile. Firestone Indy Defending race winner Esteban Guerrieri leads the points by 15 markers over rookie. Lights 100 teammate Tristan Vautier with Sebastian Saavedra 16 points behind. Can one of the lead trio take control of the points at Milwaukee? Date / Time 5:45 p.m. (EDT) Veterans return in search champion’s scholarship Friday, June 15 Esteban Guerrieri, who finished second in the point standings in 2011, leads a talented group of drivers returning to Firestone Indy Lights for the 2012 season in hopes of Track securing the Mazda Road to Indy scholarship to graduate to the IZOD IndyCar Series in The Milwaukee 2013. Belle Isle race winner Gustavo Yacaman, who will race in his fourth Firestone Mile Freedom 100, Jorge Goncalvez, Juan Pablo Garcia, join Guerrieri, a two-time race (1-mile oval) winner in 2012, in the field for this weekend’s race. Distance Saavedra returns to chase title 100 laps/100 miles Sebastian Saavedra, who claimed three wins and the series rookie title in his two seasons in Firestone Indy Lights, is off to a strong start in his returns to the series. The TV Colombian returned AFS Racing/Andretti Autosport to victory lane at Barber. Can NBC Sports Saavedra, who competed in the IZOD IndyCar Series in 2011, do the same in Network (Taped), Milwaukee? 5 p.m. -

Porsche 919 Hybrid English.Indd
Porsche 919 Hybrid Return to top-level sport Porsche is making its comeback to the top-level motorsport arena: with the new 919 Hybrid the sports car brand is sending a platform for pioneering technology to the top category of the FIA World Endurance Championship (WEC) with the undisputed seasonal highlight of the 24-hour Le Mans race. Porsche's reputation precedes it at this venue: with 16 overall victories under its belt, the brand holds the record for this, the most famous endurance race in the world. In 2014 Porsche is returning to the top-level class endurance race after a 16-year absence - namely Le Mans Prototypes (LMP1). Matthias Müller, Chairman of the Executive Board of Porsche AG explains: "The new and revolutionary efficiency regulations for this class were what prompted us to take this step. In 2014 it is not going to be the fastest contender who is going to win the sports car world championship and Le Mans, but the car that gets furthest with the defined amount of energy. And it is precisely this challenge that the automotive industry has to face. The 919 Hybrid is like a high speed research laboratory and the most complex racing car Porsche has ever built." The new WEC regulations for the LMP1 racing car gives engineers an unusual amount of leeway and demands pioneering technology, such as hybridisation, downsizing engines and consistent lightweight construction. This is all particularly relevant for the development of future generations of factory-spec sports cars. Maximum sporting performance and highest efficiency are at the heart of "Porsche Intelligent Performance". -

IZOD Indycar® Series & Firestone Indy Lights
® DARIO FRANCHITTIDARIO Chip Ganassi Racing Target Series Champion 2011 IZOD IndyCar IZOD IndyCar ® Series & Firestone Indy Lights™ 2012 Trackside INDYCAR Media Web Site – media.indycar.com A media-only section of the INDYCAR’s Web site is available for media use. This site contains general content about the IZOD IndyCar® Series and Firestone Indy Lights, including: IZOD IndyCar Series and Firestone Indy Lights logos for download Graphics and special event photo galleries for download and publication INDYCAR PR contacts Team PR contacts Track contacts Teleconference advisories Teleconference transcripts, press releases, advisories and notebooks Weekly Video News Feed advisories and digital copies Information about each event also is available, including: Complete event schedules Broadcast information Daily Trackside Reports, including session details and quotes Event Video News Release advisories Event press conference transcripts The address for the media site is: http://media.indycar.com INDYCAR Media Photo Web Site – IndyCarMedia.com A media-only website is available for media to download high-resolution photos of at-track events and studio photos of drivers. Note, registration is required to access the side The address for the media site is: http://www.indycarmedia.com INDYCAR PR CONTACT INFORMATION 1. INDYCAR. Contact information for members of INDYCAR Public Relations: a. Amy Konrath, Vice President of Communications/Public Relations 317-331-7437 – cell; 317-492-6453 – office; [email protected] b. Denise Abbott, Vice President of Public Relations 310-430-0496 – cell; 317-492-8836 – office; [email protected] c. Steve Shunck, Vice President of Public Relations 317-716-9188 – cell; 317-492-8532 – office; [email protected] d. -

NASCAR Prime Time
casestudy “Avery Dennison products work well and their team is committed to quality,” says Nick Woodward, graphics manager at RCR Graphics Center. NASCAR Prime Time Richard Childress Racing has three NASCAR Nationwide Series cars, three Sprint Cup Series cars, three NASCAR Camping World Truck Series on a full schedule in 2012. With cars and sponsors for nine teams, keeping an outside graphics provider up to date with color schemes and sponsor logos proved difficult. On top of all the teams’ race cars, each has a show car that goes on tour for corporate partners and is on display at conventions, store openings, car shows and more. To meet the team’s growing graphics demands, the leadership decided to bring the printing and installation in-house in 2011 and turned to Avery Dennison for digital media and overlaminates. Graphics Partner Nick Woodward is the graphics manager at the RCR Graphics Center. He and Kenneth Ward, the creative manager, are responsible for keeping all the cars in the right colors and with the right sponsor logos. The duo use a combination of Avery Dennison products and paint to keep the cars decked out. www.averygraphics.com casestudy The team’s products of choice are Avery Dennison MPI 1005 Supercast Easy Apply RS and DOL 1360 gloss overlaminate for the graphics that are used on the cars, car haulers, pit and toolboxes, pitwall banners, helmets, showcars and their trailers, wall murals and graphics and other miscellaneous equipment and jobs. Avery Dennison developed a custom color match for the Menards yellow with the new Supreme Wrapping Film. -
MODEL OVERVIEW 1998 Aston Martin
Log In | Agent Website 877-922-9701 VALUE ANOTHER VEHICLE Share 1998 Aston Martin DB7 MENU 2dr Coupe 6-cyl. 3200cc/335hp Weber-Marelli FI EDIT Download Vehicle Report (PDF) Add to Favorites $29,400 Avg. Value* Only $715 per year to insure this classic with Hagerty** – that's less than $360 every 6 months. Quote Your Classic » Prefer doing business in person? Connect with an agent in your area » Jump To: Current & Historical Values | Vehicles for Sale | VIN Decoder | Articles & Videos MODEL OVERVIEW CLOSE Get up-to-date features, news and tips emailed to you every Wednesday. Join 450,000+ classic car enthusiasts. Email SUBSCRIBE NOW 2003 Aston Martin DB7 Vantage Coupe. Courtesy RM Sotheby's Image is general in nature and may not reflect the specific vehicle selected. History of the 1994-2004 Aston Martin DB7 The first Aston Martin produced by the company under full Ford ownership was the DB7 in 1993. The DB7 was initially available as a coupe, and was intended to be a more achievable model in comparison to the hand-built Virage. Achievable is relative, of course, as the DB7 coupe cost $140,000. Still, Ford’s mass market aspirations were realized as approximately 7,000 DB7s were built from 1993 to 2004, making it the most prolific model Aston ever made. In fact, Aston acquired a factory in Bloxham, Oxfordshire, in order to handle demand. Despite its production numbers, however, the DB7 was anything but pedestrian. Its sinewy styling, courtesy of Ian Callum, was a great departure from Aston Martin designs of the previous two decades. -
New Product Ranges from Ebc Brakes Racing for 2021
NEW PRODUCT RANGES FROM EBC BRAKES RACING FOR 2021 Contact Steve for detailed catalog and pricing: [email protected] Unparalleled Braking Performance Introduction to EBC Brakes Racing The EBC Brakes Racing sub-division was formed in 2015 as EBC’s response to the growing trackday and race market. Over the past 35 years, EBC Brakes has become a world leader in the performance road and intermediate trackday market, establishing itself as the go-to brand for car enthusiasts all around the world looking to upgrade their vehicle’s brakes with quality UK made parts at justified prices. The mission statement when establishing the EBC Racing division was a simple one; to combine a no-compromise approach with over 35 years experience in brake science to engineer braking products of the finest quality, that offer unparalleled levels of performance. With modern vehicles becoming increasingly heavy, coupled with ever higher power outputs, the demand placed on the brake system is higher than ever, particularly during on-track driving. Many stock brake systems are simply inadequate for high-performance driving and track use, especially in cases where the vehicle has been tuned. EBC Racing’s product line-up consists of several options that cater for fast road cars right up to full race applications, from our highest ever performing pad compounds RP-1 and RP-X through to our technology-rich EBC Apollo Big Brake Kits, we have precisely engineered and rigorously tested our products to ensure they meet our exacting standards and can reliably withstand the stresses encountered during the most extreme driving. -

BMW I3 (+164%), Nissan Leaf (+125%), Renault Zoe (+125%) and Hyundai Ioniq (+106%)
AUTO INDUSTRY A Digital Marketing Perspective Innovative strategies for segmenting and targeting auto audiences Introduction 2017 has seen mixed results for the automotive industry in the UK. Manufacturers and dealers are dealing with a weakening pound and declining consumer confidence, coupled with changing customer preferences and policies. This has compounded into the following market shifts: - New car sales have cooled down after 5 years of strong growth, with Q2 seeing the largest quarterly fall in more than 6 years of 10.3%. - In contrast, used car sales have risen steadily by 3.4% over Q1, and expected to take share from new car sales over the second half of the year. - Coupled with the government’s decision to ban diesel vehicles by 2040 and growing health concerns, diesel car sales have dipped by 15% in June. - Consumers, instead, are rapidly adopting environmental and efficient vehicle options, with electric and hybrid car registrations increasing by over 30% in June year-on-year. (Source: SMMT 2017) Automotive Report Page 2 Consumers have also become highly sophisticated with their research and buying cycles. According to Luth Research, a typical car buyer has 900 digital interactions over three months before purchase. In order to target these evolving channels, marketers are shifting away from traditional mediums (with the exception of TV), and investing more in targeted digital advertising and search marketing strategies. Marketers in the automotive industry are now faced with the following challenges: - Determining which channels reap the highest ROI for brand building and targeting - Segmenting audiences with precision at the various stages of the customer’s journey - Transforming online prospects into offline buyers through targeted and trackable means In this report, we look at key tactics for manufacturers to identify and target high prospect audiences online.