Aston Martin - a Guide
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

14V-425 (3 Pages) \~1' '
14V-425 (3 pages) \~1' ' By Appoinlmenl lo His A o v~l Higlnes.s lhe Pnnce ol Wal~ MolcrCarManulaclurerandRepa1rer ASTON MARTIN July 14 2014 Nancy Lummen Lewis Associate Administrator for Enforcement National Highway Traffic Safety Administration Recall Management Division 1200 New Jersey Avenue, SE Washington, D.C. 20590 Dear Madam: Defect Information Report We are submitting the enclosed Defect Information Report in accordance with 49 CFR Part 573 as it applies to a determination by Aston Martin that a motor vehicle safety defect exists in the printed circuit board of the transmission control switches contained in all DB9 and Rapide S models manufactured from June 2013 through July 2014. A voluntary recall campaign will be initiated and your office will be provided with the notices. Should there be any questions regarding this notice, please feel free to contact me by email or phone using the details listed: Philip Eaglesfield, General Manager of Global After Sales and Parts Operations, [email protected]. Yours sincerely General Manager - Global After Sales and Parts Operations Aston Martin Lagonda Limited, Banbury Road, Gaydon, Warwick, CV35 ODB England Telephone: + 44 (0)1926 644644 Facsimile: + 44 (0)1926 692319 www.astonmartin.com -.... ..... ,. Registered address: Aston Martin Lagonda Limited, Banb ury Road, Gaydon, Warwick, CV35 OOB England Registered No. 1199255 ~.:·· ATTACHMENT DEFECT INFORMATION REPORT 1. Manufacturer: Aston Martin Lagonda Limited, Banbury Road, Gaydon, Warwickshire CV35 ODB, United Kingdom. North American Importer: Aston Martin Lagonda of North America, 9920 Irvine Center Drive, Irvine CA 92618 USA. 2. 573.6 (c)(2) -Identification of Vehicles Listed models manufactured from June 2013 through July 2014 with automatic transmission: Model Registered & AMLNA Fleet Dealer Un- Registered DB9 Coupe 66 70 DB9 Volante 80 52 Rapide S 123 49 TOTAL 269 171 Service Parts and Glass 5 Switch Upgrade Kits The supplier of the printed circuit board used in the transmission control switches is TSE spol. -

Aston Martin Lagonda Da
ASTON MARTIN LAGONDA MARTIN LAGONDA ASTON PROSPECTUS SEPTEMBER 2018 ASTON MARTIN LAGONDA PROSPECTUS SEPTEMBER 2018 591176_AM_cover_PROSPECTUS.indd All Pages 14/09/2018 12:49:53 This document comprises a prospectus (the “Prospectus”) relating to Aston Martin Lagonda Global Holdings plc (the “Company”) prepared in accordance with the Prospectus Rules of the Financial Conduct Authority of the United Kingdom (the “FCA”) made under section 73A of the Financial Services and Markets Act 2000 (“FSMA”), which has been approved by the FCA in accordance with section 87A of FSMA and made available to the public as required by Rule 3.2 of the Prospectus Rules. This Prospectus has been prepared in connection with the offer of ordinary shares of the Company (the “Shares”) to certain institutional and other investors described in Part V (Details of the Offer) of this Prospectus (the “Offer”) and the admission of the Shares to the premium listing segment of the Official List of the UK Listing Authority and to the London Stock Exchange's main market for listed securities ("Admission"). This Prospectus updates and replaces in whole the Registration Document published by Aston Martin Holdings (UK) Limited on 29 August 2018. The Directors, whose names appear on page 96 of this Prospectus, and the Company accept responsibility for the information contained in this Prospectus. To the best of the knowledge of the Directors and the Company, who have taken all reasonable care to ensure that such is the case, the information contained in this Prospectus is in accordance with the facts and does not omit anything likely to affect the import of such information. -

SVRA Supplemental Regulations: Aston Martin ~ All Models As Prepared for SVRA Group 4, 6 Or 8 Competition the Following Cars
SVRA Supplemental Regulations: (revised 1/2013) Aston Martin ~ all models as prepared for SVRA Group 4, 6 or 8 competition The following cars are covered under these regulations: (1948-1951) Aston Martin DB1 (1970cc) (1950-1954) Aston Martin DB2, DB2/4 MkI (2580cc) (1954-1959) Aston Martin DB2/4 MkII, DB MkIII (2922cc) (1958-1963) Aston Martin DB4, DD4GT, DB4GT Zagato (3670cc) (1963-1973) Aston Martin DB5, DB6, DBS, Volante, Vantage (3995cc) ------------------------------------------------------------------------------------------------------------------------------------------------------------ Engines: .047” (1.2mm) maximum overbore allowed (1970cc) OHV, I-4 (2580cc) DOHC, I-6 Bore x stroke...........................3.07" x 3.54" (2922cc) DOHC, I-6 Bore x stroke...........................3.26" x 3.54" (3670cc) DOHC, I-6 Bore x stroke...........................3.62" x 3.62" (3995cc) DOHC, I-6 Bore x stroke...........................3.78" x 3.62" Block & block material…….....cast iron or aluminum Carburetion……………………(2) or (3) S.U. or Weber or appropriate fuel injection ------------------------------------------------------------------------------------------------------------------------------------------------------------ Transmissions: Aston Martin/David Brown/ZF 4 or 5 speed, ratios free, Laycock overdrive optional as appropriate ------------------------------------------------------------------------------------------------------------------------------------------------------------ Chassis: 2-4 seat convertible or fixed-roof GT coupe, -

Aston-Martin-Vantage-2008-INT.Pdf
THE V8 VANTAGE EMBODIES POWER, BEAUTY AND SOUL, QUALITIES THAT ARE INTEGRAL TO EVERY ASTON MARTIN. COMPACT SPORTS CARS RICH IN DYNAMIC FEEDBACK AND SENSORY PLEASURES, BOTH THE V8 VANTAGE COUPE AND ROADSTER HAVE BEEN DESIGNED AND ENGINEERED FOR AN UNRIVALLED DRIVING EXPERIENCE. OPEN OR CLOSED, THEY COMBINE EXHILARATING PERFORMANCE, EXQUISITE CRAFTSMANSHIP AND ELEGANT DESIGN. ASTON MARTIN UNITES THESE QUALITIES TO CREATE A CAR THAT IS TRULY A WORK OF ART. 02 An Aston Martin is about power, and the V8 Vantage delivers power in abundance. Moulded in the finest two-seater sports car tradition, the V8 Vantage has outstanding abilities. Its V8 engine provides high performance – remarkable acceleration and 313 kW (420 bhp), all delivered with pitch- perfect dynamics. The V8 Vantage has been engineered for poise, balance and grace, expressed aesthetically by the flowing, muscular bodywork. Power Beauty Soul 04 An Aston Martin is about beauty, a perfectly proportioned composition of lines and curves. The design of the V8 Vantage is elegant and uncompromising, a single fluid form with characteristic attention to detail, both inside and out. The V8 Vantage pays homage to Aston Martins of the past while remaining a contemporary statement. Power Beauty Soul 06 An Aston Martin is about soul, the skilful combination of engineering excellence, technological innovation and sheer physical perfection creating a package that inspires awe and respect. Every journey is an event to remember, from start to finish. Power Beauty Soul 08 Following its excellent result in the 2006 Nürburgring 24-Hours, Aston Martin developed a customer version of the N24 race car, with a planned production run of just 24 units. -

Lola Aston Martin DBR1-2
Lola Aston Martin DBR1-2 Lola Aston Martin DBR1-2 n. 009 24h Le Mans 2009 P. Kox - H. Primat - S. Hall Scale CA31a Release Date Oct 2015 Motor Pinion/Gear Front Rims/Tyres Rear Rims/Tyres Digital Chassis Cokpit Flat-6 20.5K 11/28 17.3x8 17.3x10 1:32 150mm 36mm 92mm 63mm 80,2gr 1159C1 1152C1 SLOT.IT DIGITAL Inline Sidewinder Inline Boxer Anglewinder 4WD System Setup Nd Magnet Race Magnet Suspension Lights Carrera D132 SLOT.IT DIGITAL Standard Motor mount [1] X X X Compatible X Not Compatible [1] box stock standard: offset 1 mm Lola Aston Martin DBR1-2 The Lola-Aston Martin B09/60, also known as the Aston Martin DBR1-2, is a Le Specifically, the aero package was redesigned in order to match technical Mans Prototype LMP1 sports car, designed and built by Lola Cars International, and marketing needs. The front of the car was redesigned to bear an jointly developed with Prodrive for Aston Martin Racing, conceived to enter the unmistakable Aston Martin grille shape. 24 Hours of Le Mans and the Le Mans Endurance Series Championship. The model was painted with the traditional ‘powder blue’ and orange The model was powered by the same atmospheric engine used on the Aston Gulf Oil pattern, due to the oil company sponsorship. Racing numbers Martin DBR9 GT1, that, thanks to the larger air restrictors allowed in the LMP1 007, 008, 009 are a clear reminder of what sort of cars is driven by category for production based blocks, reached 660 Hp. The motor itself was James Bond. -
2014 Aston Martin GT4 Challenge Entry Form
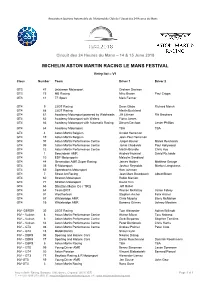
Association Sportive Automobile de l’Automobile Club de l’Ouest des 24 Heures du Mans Circuit des 24 Heures du Mans – 14 & 15 June 2018 MICHELIN ASTON MARTIN RACING LE MANS FESTIVAL Entry list – V1 Class Number Team Driver 1 Driver 2 GT3 47 Jetstream Motorsport Graham Davison GT3 73 MB Racing Mike Brown Paul Cripps GT3 11 TF Sport Mark Farmer GT4 9 22GT Racing Dean Gibbs Richard Marsh GT4 88 22GT Racing Martin Buckland GT4 61 Academy Motorsport powered by Webheads JM Littman Rik Breukers GT4 62 Academy Motorsport with Walero Fiona James GT4 63 Academy Motorsport with Automatic Racing Steven Davison Lester Phillips GT4 64 Academy Motorsport TBA TBA GT4 4 Aston Martin Belgium Arnold Herreman GT4 19 Aston Martin Belgium Jean-Paul Herreman GT4 97 Aston Martin Performance Centre Jurgen Kroner Marek Reichman GT4 99 Aston Martin Performance Centre Jamie Chadwick Paul Hollywood GT4 12 Aston Martin Performance Centre Martin Brundle Chris Hoy GT4 1 Beechdean AMR Andrew Howard David Richards GT4 10 EDF Motorsports Malcolm Sandford GT4 44 Generation AMR Super Racing James Holder Matthew George GT4 33 R-Motorsport Joshua Reynolds Markus Lungstrass GT4 69 Speedworks Motorsport Ron Johnson GT4 7 Street Art Racing Jean Marc Bourdouch Albert Bloem GT4 60 Stratton Motorsport Robin Marriott GT4 71 Stratton Motorsport David Tinn GT4 66 Stratton Motor Co / TRG Jeff Huber GT4 68 Team BRIT Warren McKinlay Jamie Falvey GT4 91 Weathertech Stephen Archer Felix Archer GT4 57 Whitebridge AMR Chris Murphy Barry McMahon GT4 15 Whitebridge AMR Bonamy Grimes Johnny -

Aston Martin 2013 Martin Aston
ASTON MARTIN 2013 EN THIS EDITION IS DEDICATED TO OUR FOUNDERS, ROBERT BAMFORD & LIONEL MARTIN Robert Bamford Lionel Martin “An Aston Martin combines three important elements: Power, Beauty, Soul. Aston Martins are truly special — they always have been and always will be.” Dr. Ulrich Bez Chief Executive Officer 3 World-leading design, exceptional engineering and extraordinary craftsmanship are central to Aston Martin’s ethos of Power, Beauty and Soul, and each and every Aston Martin is an expression of this. As we celebrate the company’s 100th year and look forward to the next century of handcrafting the most beautiful and exciting cars, Aston Martin stands proud at the head of a long automotive tradition of heritage and the best of British craftsmanship. Aston Martin as a brand and company is constantly evolving and our range reflects the changing demands, aspirations and lifestyles of our customers, from the Cygnet through to the One-77. Our ability to go the distance, on road and track, is testament to world-beating quality, reliability and durability. Central to Aston Martin’s engineering approach is the state-of-the-art Vertical Horizontal (VH) architecture. Using materials and engineering principles taken from the aerospace industry, this bonded aluminium structure is extremely light, strong and resistant to bending and twisting. Our pursuit of perfection and our obsession with perfect panel fit and flawless paint finish are born from the desire to build the world’s most beautiful cars. Our mastery of working with materials such as aluminium, carbon fibre and leather, combined with manufacturing precision and intense technology all come to life when you drive your Aston Martin. -
Specifications
DB9Owner'sGuide.book Page 1 Monday, May 16, 2005 10:43 AM Specifications Contents Engine.......................................................................... 13.2 Vehicle Specification .................................................... 13.7 Performance ................................................................ 13.2 Vehicle Weights ........................................................... 13.7 Power and Torque Graph............................................. 13.3 Interior Dimensions...................................................... 13.7 Electrics ....................................................................... 13.3 Exterior Dimensions (Coupe)........................................ 13.8 Transmission ................................................................ 13.4 Exterior Dimensions (Volante) ...................................... 13.9 Steering ....................................................................... 13.4 Interior Features......................................................... 13.10 Suspension................................................................... 13.5 Exterior Features ........................................................ 13.10 Brakes.......................................................................... 13.5 Infotainment Centre ................................................... 13.10 Wheels ........................................................................ 13.5 Fluids and Capacities.................................................. 13.11 Tires............................................................................ -

News from the Mews
News from the mews 2014 proved to be an incredible year for Fiskens, with a record-breaking level of business from the Mews keeping our outstanding team thoroughly busy. We were privileged to manage many of the most significant transactions within the top end of the collectors’ market, both publically and privately. Such results come from hard work, an intimate knowledge of the market and a very discerning eye. With passion and a strong competitive spirit to do the best we can for our clients, we look forward to being of continued service to you all in 2015. CARS FOR SALE Following the tough act oF such an Delage grand Prix car to the 2009 le Mans class-winning incredible 2014, the Fiskens team has been hard at work aston Martin DBR9 direct from the aston Martin factory, sourcing another exceptional selection of important historic accompanied by two exceptional large-capacity eight cylinder automobiles, many of which we are proud to offer at this Pre-war grand Prix cars, the ex-achille Varzi 1931 Bugatti year’s Retromobile exhibition in Paris. type 54 and the ex-scuderia sabauda 1934 Maserati 8cM. there has always been a great variety of fine historic we are also proud to have consigned the stunning 1951 automobiles and competition cars available through Dundrod tt and 1954 Mille Miglia entered Ferrari 212 Fiskens and this year is no exception: an incredible breadth Barchetta - star of the Kirk Douglas film e Racers . and scope is reflected in a range of cars that spans nine e whole team is excited to be back at Retromobile decades; their only shared quality a unique and prestigious with such a spectacular stand and we are looking forward to history. -
MODEL OVERVIEW 1998 Aston Martin
Log In | Agent Website 877-922-9701 VALUE ANOTHER VEHICLE Share 1998 Aston Martin DB7 MENU 2dr Coupe 6-cyl. 3200cc/335hp Weber-Marelli FI EDIT Download Vehicle Report (PDF) Add to Favorites $29,400 Avg. Value* Only $715 per year to insure this classic with Hagerty** – that's less than $360 every 6 months. Quote Your Classic » Prefer doing business in person? Connect with an agent in your area » Jump To: Current & Historical Values | Vehicles for Sale | VIN Decoder | Articles & Videos MODEL OVERVIEW CLOSE Get up-to-date features, news and tips emailed to you every Wednesday. Join 450,000+ classic car enthusiasts. Email SUBSCRIBE NOW 2003 Aston Martin DB7 Vantage Coupe. Courtesy RM Sotheby's Image is general in nature and may not reflect the specific vehicle selected. History of the 1994-2004 Aston Martin DB7 The first Aston Martin produced by the company under full Ford ownership was the DB7 in 1993. The DB7 was initially available as a coupe, and was intended to be a more achievable model in comparison to the hand-built Virage. Achievable is relative, of course, as the DB7 coupe cost $140,000. Still, Ford’s mass market aspirations were realized as approximately 7,000 DB7s were built from 1993 to 2004, making it the most prolific model Aston ever made. In fact, Aston acquired a factory in Bloxham, Oxfordshire, in order to handle demand. Despite its production numbers, however, the DB7 was anything but pedestrian. Its sinewy styling, courtesy of Ian Callum, was a great departure from Aston Martin designs of the previous two decades. -

Small Suvs, Minicars Make Big Gains in 2006 the Renault Megane CC (Shown) Ended Peugeot’S 5-Year Reign at the Top of Luca Ciferri the Fastest-Growing Segment
AN_070402_18&19good.qxd 13.04.2007 8:58 Uhr Page 18 PAGE 18 · www.autonewseurope.com April 2, 2007 Market analysis by segment, European sales ROADSTER & CONVERTIBLE Small SUVs, minicars make big gains in 2006 The Renault Megane CC (shown) ended Peugeot’s 5-year reign at the top of Luca Ciferri the fastest-growing segment. Changing segments the roadster and convertible seg- Automotive News Europe Minicars, the No. 3 segment last year in ment. Peugeot’s 307 CC was No. 1 in terms of growth, increased 22.1 percent to Europe’s 2006 winners and losers 2004; the 206 CC led the other years. Rising fuel costs, growing concerns about 992,227 units thanks largely to strong Small SUV +63.6 2006 2005 % Change Seg. share % CO2 and a flurry of new products sparked sales of three cars built at Toyota and Upper premium +26.4 Renault Megane 32,344 42,514 -23.9% 13.4% a sales surge for small SUVs and minicars PSA/Peugeot-Citroen’s plant in Kolin, Minicar +22.1 Peugeot 307CC/306C 31,786 39,640 -19.8% 13.1% in Europe last year. Czech Republic. Peugeot 206 CC 29,833 43,518 -31.4% 12.3% The arrival of three new small SUVs Europe’s largest segment, small cars, Small minivan -13.6 VW Eos 21,759 59 – 9.0% helped the segment grow 63.6 percent to rose 7.0 percent to 3,811,009 units. The Premium roadster & convertible -10.9 Opel/Vauxhall Tigra TwinTop 20,406 32,633 -37.5% 8.4% 94,153 units in 2006, according to UK- second-biggest segment – lower-medium Lower medium -8.2 Mazda MX-5 19,288 9,782 97.2% 8.0% based market researcher JATO Dynamics. -

2010 Aston Martin V12 Vantage
WWW.ASTONMARTIN.COM V12 VANTAGE PART NO: 704485 ASTON MARTIN V12 VANTAGE ASTON MARtin’s most exhilaraTING SPORTS CAR YET, THE V12 VANTAGE IS THE ULTIMATE PERFORMANCE INTERPRETATION OF THE VANTAGE RANGE, COMBINING AN INHERENT AGILITY WITH FORMIDABLE POWER. PURE ASTON MARTIN ASTON MARTIN V12 VANTAGE ASTON MARtin’s most exhilaraTING SPORTS CAR YET, THE V12 VANTAGE IS THE ULTIMATE PERFORMANCE INTERPRETATION OF THE VANTAGE RANGE, COMBINING AN INHERENT AGILITY WITH FORMIDABLE POWER. PURE ASTON MARTIN THE V12 VANTAGE THE MOST POTENT PRODUCTION SPORTS CAR IN THE MARQUE’S 95-YEAR HISTORY, THE ASTON MARTIN V12 VANTAGE IS THE FASTEST AND MOST AGILE MODEL IN THE RANGE, DESIGNED TO PROVIDE A UNIQUE CHARACTER THAT APPEALS TO DIFFERENT DRIVERS WITH DIFFERENT TASTES. Based on the hugely successful Visually enticing, the V12 Vantage V8 Vantage, the V12 Vantage features expresses its potential through its Aston Martin’s most powerful engine, purposeful stance created by enhanced the 6.0-litre V12 engine, which produces aerodynamic and cooling aids. 510 bhp (380 kW/517 PS), and 570 Nm Equally inviting, the cosseting interior (420 lb.ft) of torque with a top speed of permits the driver to extract maximum 305 km/h (190 mph) and acceleration performance from the car while also from 0–100 km/h (62 mph) in enjoying customary levels of 4.2 seconds. Aston Martin comfort. High levels of power and torque are available at Purposeful, striking and functional styling all engine speeds, making the signals the performance capabilities V12 Vantage responsive and tractable of this formidable car, which, like the in any driving situation.