Factors That Affect the Granulation and Capacity in Grinding of Corn, Oats, and Sorghum Grain with a Hammermill
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Household Auction- 840 N
09/30/21 06:16:31 Household Auction- 840 N. 10th Street Sacramento - February 9 Auction Opens: Fri, Feb 5 2:07pm PT Auction Closes: Tue, Feb 9 6:30pm PT Lot Title Lot Title B0131 Lodge Dutch Oven B0190 Nespresso Vertuo Next & Aeroccino3 B0132 Tire Chains B0191 Shark IQ Robot B0133 Veggie 5-Blade Spiralizer B0192 Brew Cordless Glass Electric Kettle B0134 Taylor Digital Scale B0193 Wireless Pet Containment System B0135 Dutch Oven B0194 Glass Jug B0136 Dutch Oven B0195 Glass Jug B0137 Dutch Oven B0196 Electric Rotisserie Air Fryer Oven B0138 3-Tier Rolling Cart B0197 Shark Rocket B0139 Nespresso Vertuo NEXT B0198 Shark Wandvac B0140 Reverse Osmosis Water Storage Tank B0199 Cuisinart Ice Cream Maker B0141 Prepworks Baker's Storage Set B0200 Ovitus Foot massager B0142 Prepworks Baker's Storage Set B0201 Foot massager B0143 Sodastream Fizz one Touch B0203 Foot Spa Massager with Heat Bubbles and B0144 PowerXL Grill Air Fryer Combo Vibration B0145 Cuisinart Ice Cream Maker B0204 Kicker Comp B0146 Cuisinart Ice Cream Maker B0205 Rubbermaid Food Container B0147 Dutch Oven Minor Damage B0206 Tripod Floor Lamp B0148 Sunbeam Microwave Oven B0207 Convection Electric Oven B0149 Gourmia Digital Air Fryer B0208 Saddle Counter Stoo B0150 Sharper Image Tranquility Spa Sound Soother B0209 newair Oil Filled Personal Heater B0151 Homedics Total Comfort Plus Ultrasonic B0210 Ninja Air Fry Oven Humidifier B0211 Air Fryer B0152 Gourmia Digital Air Fryer B0212 Safe B0153 Cookware B0213 Nouveau Glass Cake Stand B0154 Hamilton Beach Coffee Maker B0214 Hamilton Beach -

New Innovations from Calphalon Help Home Cooks to Get Better Results in the Kitchen
New Innovations from Calphalon Help Home Cooks to Get Better Results in the Kitchen October 25, 2019 Calphalon Introduces New Appliances, Cookware, Bakeware, and Cutlery BOCA RATON, Fla., Oct. 25, 2019 /PRNewswire/ -- Calphalon, a leader in premium cookware, bakeware, cutlery and small kitchen appliances, is introducing a new assortment of products designed to achieve better culinary results in the kitchen. These new high performance products allow at-home chefs to create exceptional recipes with precision and satisfaction. The new assortment features the durable construction and precise craftsmanship consumers expect from Calphalon, along with elevated aesthetics that home chefs will be excited to show off on countertops. The new Calphalon offerings range from $59.99 - $299.99 and are available nationwide both in stores and online at a variety of retailers. Details of each new product can be found below: The Calphalon ClassicTM Nonstick Cookware with No-Boil-Over Insert Set ($299.99) contains innovative BPA-free silicone no-boil-over inserts that put a stop to messy spills when making pasta, rice, potatoes, and beans—giving you the freedom to focus on other tasks while cooking. The BPA-free silicone inserts recirculate boiling water back into the pot to prevent messy boil-over spills. The 14-piece PFOA-free set includes 8-inch fry pan, 10-inch fry pan, 12-inch fry pan with cover, 1.5-quart sauce pot with cover, 2.5-quart sauce pot with cover and no-boil-over insert, 3-quart sauté pan with cover, 6-quart stock pot with cover and no-boil-over insert. -
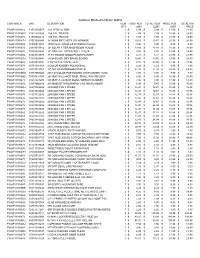
Container Upc Description Item Qty Cost Per Unit Total
Container Manifest for Order: 369054 CONTAINER UPC DESCRIPTION ITEM COST PER TOTAL ITEM PRICE PER TOTAL ITM QTY UNIT COST UNIT PRICE FWAP113W682 81972502047 1:64 HITCH & TOW 1 $ 5.99 $ 5.99 $ 11.99 $ 11.99 FWAP113W5DV 81972502089 1:64 S.D. TRUCKS 1 $ 7.99 $ 7.99 $ 14.99 $ 14.99 FWAP113W67V 81972502212 1:64 S.D. TRUCKS 1 $ 7.99 $ 7.99 $ 14.99 $ 14.99 FWAP113W67H 87519500340 10' 3000# RATCHETX 2PK ORANGE 1 $ 10.15 $ 10.15 $ 20.99 $ 20.99 FWAP113W685 07934611457 1000 PIECE CHARLES WYSOCKI PUZZLE 1 $ 5.40 $ 5.40 $ 9.99 $ 9.99 FWAP113W672 09333513342 12" SOLAR 3 TIER MUSHROOM HOUSE 1 $ 13.88 $ 13.88 $ 34.99 $ 34.99 FWAP113W67J 75745608650 16" ANALOG LATTICE WALL CLOCK 1 $ 5.70 $ 5.70 $ 14.99 $ 14.99 FWAP113W685 68049153579 17.75" ROUND WOOD PLANK PLANTER 1 $ 6.31 $ 6.31 $ 21.99 $ 21.99 FWAP113W67H 72901609484 18X24 BLACK DRY ERASE BOARD 1 $ 10.45 $ 10.45 $ 23.99 $ 23.99 FWAP113W66V 04892919987 2 3/4" WHITE 500PK TEES 4 $ 6.35 $ 25.40 $ 17.99 $ 71.96 FWAP113W67Y 03314904169 2 COLOR KNOBBY ROUND BALL 1 $ 2.28 $ 2.28 $ 4.99 $ 4.99 FWAP113W672 09333513763 20" SOLAR MUSHROOM STATUE 1 $ 32.38 $ 32.38 $ 69.99 $ 69.99 FWAP113W66W 03857668428 2018 AYCOLOR POP POCKET WM PLANNER W/BU 1 $ 3.80 $ 3.80 $ 7.99 $ 7.99 FWAP113W68D 03857634709 2019EAT-A-GLANCE ARIEL SMALL W/M SENZO P 1 $ 8.50 $ 8.50 $ 16.99 $ 16.99 FWAP113W677 03857641209 2019EAT-A-GLANCE SMALL WEEKLY PLANNER 1 $ 7.00 $ 7.00 $ 13.99 $ 13.99 FWAP113W676 03857660389 2019EMEAD TYPOGRAPHY LRG WM PLANNER 1 $ 5.45 $ 5.45 $ 10.99 $ 10.99 FWAP113W66U 04601342292 20IN BOX FAN 3 SPEED 1 $ 12.47 $ 12.47 -
PEPPER MILLS a Comparitive Analysis of DESIGN Written by NIKKI PINNEY for DI91: Design Studies FORM + FUNCTION
PEPPER MILLS a comparitive analysis of DESIGN written by NIKKI PINNEY for DI91: design studies FORM + FUNCTION September 17, 2012 INTRODUCTION AESTHETIC ANALYSIS In this analysis, I compare and contrast the form and function two pepper mills, one a burr-style crank grinder (Figure 1), the other a spring-loaded push grinder (Firgure 2). I hand-cranked spring-loaded contextualize their structural and aesthetic distinction by examining the history of pepper mill use and display in the home. Finally,drawing from my observations and judgments of Lightweight; the two objects’ features, I offer suggestions for an iteration of their design. WEIGHT Solid; not heavy but not VS easily knocked over by lightweight a brush of the hand Light tan and beige Clear with COLOR striations; silver VS semi-transparent dark orange; silver Curvy hourglass figure Cylindrical with smooth SHAPE with tapered middle; VS but not rounded edges offset crank handle Approx. 5.5 inches by 3 Approx. 4 inches by 1 SIZE inches; crank reaches VS inch add’l inch MATERIALS Wood and metal VS Plastic and metal Small “Mr. Dudley” logo TEXT on the gear, not None Fig. 1: burr-style crank grinder Fig. 2: spring-loaded push grinder VS immediately visible Smooth, polished; slight Mostly smooth encase- TEXTURE natural speckling of VS ment; spring presents a BACKGROUND wood grain at touch tactile contrast The history of pepper mills and pepper shakers, were and Knoppy has been handed down becoming a mainstay on Hoffman, who boast a The hand-cranked pepper mill is The cylindrical, linear shape of the like so many recipes; American kitchen tables collection of 600 grinders made from rich materials which, spring-loaded pepper mill is sug- approximations are de (Western Illinois Museum, (Suqi, 2012), the premise of along with its size, contribute to a gestive of modern design, as are rigeur. -

Global Journal of Engineering Science And
[Ngabea, 2(8): August 2015] ISSN 2348 – 8034 Impact Factor- 3.155 GLOBAL JOURNAL OF ENGINEERING SCIENCE AND RESEARCHES DESIGN, FABRICATION AND PERFORMANCE EVALUATION OF A MAGNETIC SIEVE GRINDING MACHINE S.A Ngabea*1, W.I Okonkwo*1 and J.T Liberty2 *1Department of Bioresource Engineering, University of Nigeria, Nsukka, Enugu State 2Department of Crop Production and Protection, Federal University Dutsin-ma, Katsina State ABSTRACT The use of grinding machine is one of the simplest methods of processing agricultural raw materials alternative to the traditional methods of grain/tuber processing using stone, mortar and pestle. However, machines constructed using metal plates results in tearing and wearing away of the materials of construction. The effect of this is the contamination of the processed foodstuff. This is known to have negative health implications when accumulated and consumed in large quantities. In this study, a magnetic sieve grinding machine was designed, constructed and the performance evaluation undertaken in order to remove the toxic metal filing contaminants that cause the health hazard in food when consumed. The machine consists of a 0.04m3 capacity hopper, a machine housing, a blower with 13.35m/s air speed, a cyclone, set of hammers that effect the size reduction of the materials been fed, 12cm width rotor pulley, a shaft of 50cm in length and a magnetic sieve that separate metal filings from the grounded food stuff. The machine is powered by a 5.96 kW diesel engine. Performance evaluation showed that 10.5g of the machine parts were worn out after 10hours of grinding. The throughput capacity and the efficiency of the machine are 600kg/hr and 87.5% respectively. -

AE 304 Physical Properties of Agrucultural Products (3 Units)
LANDMARK UNIVERSITY, OMU-ARAN DEPARTMENT OF AGRICULTURAL AND BIOSYSTEMS ENGINEERING Code: ABE 512 Title: Processing & Storage of Agricultural Products Credit: 3 Properties and characteristics of agricultural materials in relation to their Processing and handling methods. Physical, mechanical, rheological, thermal, electrical and chemical properties. Introduction to agricultural product processing, Ambient temperature processing Materials cleaning, sorting and grading techniques. Size reduction and mixing, Processing by application of heat. Handling methods. Storage requirement of agricultural products. Properties and Characteristics of Agricultural Materials Physical Properties of Agricultural Products: Shape size, volume, surface area, density, porosity, colour and appearance are some of the physical characteristics which are important in many problems associated with design of specific machine or analysis of the behavior of the product in handling of the material. When studying physical properties of Agricultural products by considering either bulk or individual units of the material it is important to have an accurate estimate of these properties which may be considered as engineering parameters for that product. Shape and size: In a physical object shape and size are inseparable and both are generally necessary if the object is to be satisfactorily described. In defining the size the three principal dimensions namely the length, width and thickness (major, minor intermediate diameter) are measured to a given accuracy. a b c The principal dimensions are measured using different methods such as photographic enlarger, millimeter scale, a shadow graph, tracing of projected area or by the use of micrometer. The major minor and intermediate diameter of an object can be measured by projection of each sample using photographic enlarger. -

A Hopeful Sign in Feeding World 867@ 1175@ 1050 0 a Group of Experts Believes Dent of New York's Columbia Remain the Major Food Source
533a 470a 24: 323a 24..:i 63 458@ 24:4k 375 0 244 462a 24, 420 0 520 024 2:;. 475 22:. @ 4730 537 @ 452 0 445@ 2 14thyearno. 41 December 10, 1968 420@ 2, 3050 2,"I 7900 1337@ A Hopeful Sign In Feeding World 867@ 1175@ 1050 0 A group of experts believes dent of New York's Columbia remain the major food source. 1060 man can be fed better than ev-University. It predicted a world William Gaud, administrator 1140@ er before by the year 2000. population of six to seven bil-of U.S. Agency for International 11500 is;, This will depend, however, onlion by the year 2000 - doubleDevelopment, told the assembly 865 0 revolutionary changes in farmthe 1965 figure. that countries with surpluses 902 0 production and stricter popula- To meet their needs, develop-could not fill the food gap in- 1080@1i: tion controls, according to the ing nations must increase fooddefinitely. 975 0 1:: experts. They recommended thatproduction at an annual rate of Pointing to "dramatic im- the United Nations should playat least 4 per cent over the provements" in agricultural 990 (a 1030 0 is a pivotal role in both endeavors.next 25 years, the experts said.production in Asia, he said there But hope that the world's pop- 1055 @ Is, The group met recently under was no longer any doubt that 1350 0 etching Sales auspices of American Assembly,ulation in 2000 could be "fed andthe food problem of developing F. A. Van Meter of Ada took in a G&G areasale established by Gen. -
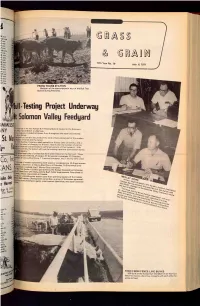
Ull-Testing Project Underway ,441*Solomon Valley Feed And
bik cow hoistcow wf cow wf cow wf cow wf cow hoistcow wf cow bik cow bik cow wf cow bik cow bik cow July 6, 1971 wf cow bikcow ger cow 935 bwf cow 915 bik cow 193 bik cow 760 bik cow 815E bwf cow 814 765' PRESS TOURS STATION Members of the press enjoyed a tour of the Bull Test Station during Press Day. ull-Testing Project Underway ,441*Solomon Valley Feed and The first test in the new Kansas Bull Testing Station locatedin the Solomon LNY Iley Feed Yard at Beloit is underway. Forty progressive minded cattlemen from throughout thestate have entered NI14 bulls in the test. aTheir goal is to identify and produce the kind of bulls demandedof the modern St. ef industry in Kansas and the nation. Dr. Keith Zoellner, Extension beef specialistat Kansas State University, and a amber of the board of directors for the test,reports that the number of entries ftiows our cattlemen are interested in MA II self-improvement of their product. With I(IIIrticipation like this, the station willsoon be making a positive contribution to the insas beef industry." ,e._-. --.Eight breeds and types of crossbreeds have been entered in the first "",........00.0.00Anered test. Those include 33 Herefords, 25 Angus,47 Simmental crossbreds, 20 Charolais, 6 Milking Shorthorns, 1 Limousin crossbred,and 1 Murrey-Grey cross - CO.iishorthorn, The number ofowners representing each breed or crossbreedare 10 Angus owners, Hereford, 1 Shorthorn, 2 Milking Shorthorn, 5 Charolais, 10 Simmentalcross- / !d,1 Limousin crossbred,and 1 Murrey-Grey crossbred. -

Krups Gx5000 Burr Coffee Grinder Manual
Krups gx5000 burr coffee grinder manual Continue If you are on the hunt for a coffee grinder to better control your morning cup of coffee, and guarantee freshness, we can help. You can find the best choice for your Joe cup by comparing the type of grind each of the offerings, the number of settings and - of course - the price. Baratza Encore Conical Burr Coffee Grinder$139Burr40Buy nowOXO BREW Conical Burr Coffee Grinder$99Burr15Buy nowJavaPresse Manual Coffee Grinder$25Manual18Buy nowKRUPS F203 Electric Spice and Coffee Grinder$19Blade1Buy nowHamilton Beach 80393 $27Blade3Buy nowRancilio HSD-ROC-SD Rocky Espresso Coffee Grinder$370Espresso50Buy nowBreville BCG820BSSXL The Smart Grinder Pro$187Burr60Buy nowData received in April 2019. Prices can and should only be used as a general guide. Coffee grinders crush coffee beans, turning them into the bases that you use to make your coffee. When you grind the coffee beans, you begin the process of extracting the flavor and aroma. Grinders themselves don't make a cup of coffee - so if you invest in a meat grinder, you'll need a coffee maker, a French press or some other type of brewing device. Different grinders rely on different designs and mechanisms to crush the beans. Knowing the type of coffee maker you will use can go a long way in helping you choose the right coffee grinder. Prepackaged coffee grounds are easy to buy and relatively inexpensive, but they do not offer freshness and control of freshly ground beans. Freshness. The main reason to grind your own coffee beans is freshness. Grinding beans just before use ensures freshness that you can't get from pre-beans. -

TRACY - April 26
09/26/21 05:53:09 Worlds Largest Online Retailer Returns - TRACY - April 26 Auction Opens: Fri, Apr 20 12:59pm PT Auction Closes: Thu, Apr 26 6:30pm PT Lot Title Lot Title TD0627 Hamilton Beach Electric Kettle TD0660 Grommet Panels TD0628 Water Filters TD0661 Kettle TD0629 Drone M2 TD0662 Lodge Cast Iron Skillet- VERY USED TD0630 Massage Pillow TD0663 Epson Ink Cartridges TD0631 King Size Heating Pad TD0664 Honeywell Wifi Thermostat TD0632 Small Chest TD0665 Touch Free Faucet Adapter TD0633 K Cup Mini Drawer TD0666 Fingerlings Monkey TD0634 Knife Block TD0667 Honeywell Fan TD0635 Cover TD0668 5 Blade Mandoline Slicer TD0636 Mirror TD0669 Citrus Juicer Press TD0637 Glass Electric Kettle TD0670 3 Cup Rice Cooker TD0638 Westinghouse Ceramic Heater TD0671 Stuffed Animal TD0639 Bowls TD0672 Mat TD0640 Vinyl Floor Tiles TD0673 Race Track TD0641 Stuffed Animal TD0674 EZ Care TD0642 Cocktail Glasses TD0675 Lava Lamp Colormax TD0643 Angel Hair Noodles TD0676 Alice in Wonderland Tea Set TD0644 Angel Hair Noodles TD0677 Rad Brace TD0645 Electric Pencil Sharpener TD0678 Mixed Lot TD0646 Toy TD0679 Mixed Lot TD0647 Watchdog Toy TD0680 NY Mets Doll TD0648 Triominos Game TD0681 Mixed Lot TD0649 Retrofit Lights TD0682 Mixed Lot TD0650 Retrofit Lights TD0683 Decor Rug TD0651 Retrofit Lights TD0684 Decor Rug TD0652 Retrofit Lights TD0685 Coffee Creamer TD0653 Snack Bars TD0686 Poker Chip Set TD0654 Snack Bars TD0687 Star Shower Projector TD0655 Salt Lamp TD0688 Cookware TD0656 Brother Toner Cartidge TD0689 Coffee Carafe TD0657 Citrus Juicer TD0690 Acurite -

Worlds Largest Online Retailer Returns(November 23)
09/25/21 03:28:07 Worlds Largest Online Retailer Returns(November 23) Auction Opens: Fri, Nov 18 8:22am PT Auction Closes: Wed, Nov 23 6:30pm PT Lot Title Lot Title U2523 Ninja Turtles U2556 Pool Cover U2524 Apples to Apples Factory sealed U2557 Faucet U2525 Rack? See Pics U2558 Helmet U2526 Panasonic Super Quiet Ventilating Fan U2559 Clear Desk Pad U2527 Instant Pot Pressure cooker U2560 Item See Pics U2528 Wall Clock U2561 Fireplace Tools U2529 Inflatable U2562 Rolling Case U2530 Babycakes minis U2563 Ninja Turtles U2531 Apple to Apple. U2564 Ninja Turtles U2532 Kennel Jacket M5 U2565 Ninja Turtles U2533 Copper Chef U2566 Ninja Turtles U2534 Pet Bed U2567 Ninja Turtles U2535 Toaster Oven U2568 Ninja Turtles U2536 Bluemet Fender U2569 Ninja Turtles U2537 Intex Air Bed U2570 Ninja Turtles U2538 Keyboard U2571 Ninja Turtles U2539 Buckwheat Pillow U2572 Ninja Turtles U2540 Hadfield U2573 Ninja Turtles U2541 Delta U2574 Ninja Turtles U2542 Ninja Turtles U2575 Apples to Apples U2543 Ninja Turtles U2576 Apples to Apples U2544 Ninja Turtles U2577 Apples to Apples U2545 Buckwheat Pillow U2578 Apples to Apples U2546 Delta Faucet U2579 Helmet U2547 Mahalo Ukulele U2580 Costume U2548 Apples to Apples U2581 Easy Liner U2549 Apples to Apples U2582 Humidifier U2550 Apples to Apples U2583 Humidifier filter U2551 Apples to Apples U2590 Chair Cover U2552 Ninja Turtles U2591 Hardware See Pics U2553 Professional 20" balance board U2592 Intex U2554 Multi Vault Standard U2593 Tiered Serenity LED Fountain U2555 Cover? See Pics U2594 Panel 1/13 09/25/21 03:28:07 -

List of Lists List of Lists Barter and Charity List Book List CBR/NBC List
List of Lists List of Lists Barter and Charity List Barter and Charity List'!A1 Book List Book List'!A1 CBR/NBC List CBR/NBC List Communications/Monitoring List Communications/Monitoring List Farm Animals List Farm Animals List Financial Preparations List Financial Preparations List Firearms List Firearms List Firefighting List Firefighting List'!A1 First Aid /Minor Surgery List First Aid /Minor Surgery List Food Preparation List Food Preparation List'!A1 Food Storage List Food Storage List'!A1 Fuels & Petroleums List Fuels & Petroleums List Gardening List Gardening List'!A1 Home Businesses List Home Businesses List Home Info List Home Info List Household, Shop, Sundries List Household, Shop, Sundries List Hunting/Fishing/Trapping List Hunting/Fishing/Trapping List Hygiene List/Sanitation List Hygiene List/Sanitation List Medicinal Herbs and Plants List Medicinal Herbs and Plants List Personal List Personal List'!A1 Power Light Heat Batteries List Power Light Heat Batteries List Ruck Sack Bug Out Bag List Ruck Sack Bug Out Bag List Security General List Security General List Shortwave Frequencies List Shortwave Frequencies List Tactical Living List Tactical Living List '!A1 Tools List Tools List'!A1 Training Courses List Training Courses List Vehicle Bug Out Bag List Vehicle Bug Out Bag List Water List Water List'!A1 Note: Survivalblog IP address URL 64.92.111.122 Rule of threes: You can live 3 minutes w/o oxygen, 3 days w/o water, 3 weeks w/o food YOYO You're on your own. Basic stuff first: the Five Bs are building, bullets, beans, bacon, and buckshot Morman Four: Wheat, Honey, Powdered Milk, Salt Page 1 List of Lists Websites: Survival Blog Newbies Essential Tools List http://www.pbs.org/woodwrightsshop/tools/index.html You can live 3 minutes w/o oxygen, 3 days w/o water, 3 weeks w/o food Page 2 Barter and Charity List Copyright 2011, SurvivalBlog.com.