Revised Pre- Feasibility Report
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

GOVERNMENT of TELANGANA ABSTRACT Public Services
GOVERNMENT OF TELANGANA ABSTRACT Public Services – Formation /Reorganization of New Districts, Revenue Divisions and Mandals in Telangana State – Re-organization of Circles/Divisions/Sub- Divisions/Mandals in all cadres - Orders – Issued. PANCHAYAT RAJ & RURAL DEVELOPMENT (PR.I) DEPARTENT G.O.Ms.No.71 Dt:11.10.2016 Read the following:- 1. G.O.Ms.No.5, PR&RD(Estt.I) Dept. Dt:16.01.2015 and subsequent amendments, G.O.Ms.No.45, dt:23.5.2015, G.O.Ms.No.59, dt:31.7.2015 and G.O.Ms.No.6, dt:13.01.2016. 2. G.O.Ms.No.221 to 250, Revenue (DA-CMRF) Department, dt:11.10.2016 3. G.O.Ms.No.144, Finance (HRM.I) Department, dt:11.10.2016 4. From the E-in-C, PR, Hyderbad Letter No.B-II/Reorg.district/ 338/2016, Dt.17.9.2016, Dt:29.9.2016 & Dt:08.10.2016. ORDER: In the reference first read above Government have issued orders rationalising the PRI, PIU & Q C wings for effective implementation of works programme in PRED to achieve the targets of the Govt. 2. In the reference second read above Government of Telangana have issued notifications for formation/reorganization of Districts, Divisions and Mandals in the State of Telangana for better administration and development of areas concerned. 3. In the reference 3rd read above, Government have issued orders re- distributing cadre strength among (30) districts. 4. In the reference fourth read above the Engineer-in-Chief, PR has submitted proposals for re-organization of PRED to be co-terminus with the new districts jurisdiction and to change the nomenclature of Superintending Engineer, PR as Regional officer and Executive Engineer of the District Office as District Panchayat Raj Engineer (DPRE). -

Vikarabad Revenue Division: Tandur Revenue Division
6/3/2019 Industrial Profile – THE OFFICIAL WEBSITE OF vikarabad DISTRICT Industrial Profile Area of the District 3,386 Sq Kms Population (2011 Census) 9, 27,140 Density of population 274 persons per sq. km. Sex ratio (Females per 1000 Males) 1,001 Literacy Rate 57.91 Rivers Musi No of Revenue Divisions 2 No. of Mandals 18 Revenue Division and Mandals Vikarabad Revenue Division: 1).MARPALLE 2).MOMINPET 3).NAWABPET 4).VIKARABAD 5).PUDUR 6).PARGI 7).DOMA 8).KULKACHARLA 9).DHARUR 10).BANTARAM 11).KOTEPALLY Tandur Revenue Division 12).PEDDEMUL 13).YELAL 14).TANDUR 15).KODANGAL 16).BOMMARASPET 17).BASHEERABAD 18).DOULTHABAD Website http://vikarabad.telangana.gov.in Vehicle Registration Code TS-34 Administrative headquarters Vikarabad town Vikarabad District is the newly formed district, carved out from the erstwhile Rangareddy District, sharing its boundaries with Sangareddy, Rangareddy, Mahabubnager districts and the state of Karnataka. The district already has good road and railway line connectivity and the headquarters is located at a distance of 75 KMs from the State capital and is in close proximity to already industrialized areas like Sangareddy which is 42 Kms away (Mominpet mandal of this district is just 18 Kms), Shadnagar at 56 Kms away (Kulkacherla mandal is 36 Kms), Pashamylaram 47 Kms, Patancheru 52 kms, kothur 58 Kms and adjoining Chevella and Shamshabad. Infrastructure and Resources Major Crops of the District: The major crops from this district are Cotton, Maize, Pulses, Chilli, Ground Nut, Paddy, Wheat, Sugarcane, Turmeric and vegetables growing. Tandur area is famous for Redgram (Pigeon pea) production and many toor dal mills located in and around town and the dal from from area created its own brand name asTandur Pappu. -

State District Branch Address Centre Ifsc
STATE DISTRICT BRANCH ADDRESS CENTRE IFSC CONTACT1 CONTACT2 CONTACT3 MICR_CODE A.N.REDDY NAGAR ANDHRA A N REDDY BR,NIRMAL,ANDHRA PRADESH ADILABAD NAGAR PRADESH NIRMAL ANDB0001972 8734243159 NONMICR 3-2-29/18D, 1ST CH.NAGAB FLOOR, AMBEDKAR HUSHANA ANDHRA CHOWK ADILABAD - M 08732- PRADESH ADILABAD ADILABAD 504 001 ADILABAD ANDB0000022 230766 TARA COMPLEX,MAIN ANDHRA ROAD,ASIFABAD,ADI 08733 PRADESH ADILABAD ASIFABAD LABAD DT - 504293 ASIFABAD ANDB0002010 279211 504011293 TEMPLE STREET, BASARA ADILABAD, ANDHRA ADILABAD, ANDHRA 986613998 PRADESH ADILABAD BASARA PRADESH-504104 BASAR ANDB0001485 1 Bazar Area, Bellampally , Adilabad G.Jeevan Reddy ANDHRA Dist - - 08735- PRADESH ADILABAD Bellampalli Bellampalli ADILABAD ANDB0000068 504251 2222115 ANDHRA BANK, BHAINSA BASAR P.SATYAN ROAD BHAINSA- ARAYANA - ANDHRA 504103 ADILABAD 08752- PRADESH ADILABAD BHAINSA DIST BHAINSA ANDB0000067 231108 D.NO 4-113/3/2,GOVT JUNIOR COLLEGE ROAD,NEAR BUS ANDHRA STAND,BOATH - 949452190 PRADESH ADILABAD BOATH 504305 BOATH ANDB0002091 1 MAIN ROAD,CHENNUR, ADILABAD DIST, ANDHRA CHENNUR, ANDHRA 087372412 PRADESH ADILABAD CHENNUR PRADESH-504201 CHINNOR ANDB0000098 36 9-25/1 BESIDE TANISHA GARDENS, ANDHRA DASNAPUR, PRADESH ADILABAD DASNAPUR ADILABAD - 504001 ADILABAD ANDB0001971 NO NONMICR ORIENT CEMENT WORKS CO, DEVAPUR,ADILABAD DIST, DEVAPUR, ANDHRA ANDHRA PRADESH- 08736 PRADESH ADILABAD DEVAPUR 504218 DEVAPUR ANDB0000135 240531 DOWEDPALLI, LXXETTIPET 08739- ANDHRA VILLAGE, GANDHI DOWDEPAL 233666/238 PRADESH ADILABAD DOWDEPALLI CHOWK LI ANDB0000767 222 H NO 1-171 VILL -
The Andhra Pradesh Reorganisation Act 2014
jftLVªh lañ Mhñ ,yñ—(,u)04@0007@2003—14 REGISTERED NO. DL—(N)04/0007/2003—14 vlk/kkj.k EXTRAORDINARY Hkkx II — [k.M 1 PART II — Section 1 izkf/kdkj ls izdkf'kr PUBLISHED BY AUTHORITY lañ 6] ubZ fnYyh] 'kfuokj] ekpZ 1] 2014@ QkYxqu 10] 1935 ¼'kd½ No. 6] NEW DELHI, SATURDAY, MARCH 1, 2014/PHALGUNA 10, 1935 (SAKA) bl Hkkx esa fHkUu i`"B la[;k nh tkrh gS ftlls fd ;g vyx ladyu ds :i esa j[kk tk ldsA Separate paging is given to this Part in order that it may be filed as a separate compilation. MINISTRY OF LAW AND JUSTICE (Legislative Department) New Delhi, the 1st March, 2014/Phalguna 10, 1935 (Saka) The following Act of Parliament received the assent of the President on the 1st March, 2014, and is hereby published for general information:— THE ANDHRA PRADESH REORGANISATION ACT, 2014 NO. 6 OF 2014 [1st March, 2014.] An Act to provide for the reorganisation of the existing State of Andhra Pradesh and for matters connected therewith. BE it enacted by Parliament in the Sixty-fifth Year of the Republic of India as follows:— PART I PRELIMINARY 1. This Act may be called the Andhra Pradesh Reorganisation Act, 2014. Short title. 2. In this Act, unless the context otherwise requires,— Definitions. (a) “appointed day” means the day which the Central Government may, by notification in the Official Gazette, appoint; (b) “article” means an article of the Constitution; (c) “assembly constituency”, “council constituency” and “parliamentary constituency” have the same meanings as in the Representation of the People 43 of 1950. -

Eligibility: Reservation
TELANGANA SOCIAL WELFARE RESIDENTIAL EDUCATIONAL INSTITUTIONS SOCIETY: HYDERABAD ENTRANCE TEST FOR ADMISSION INTO COEs FOR 1ST YEAR INTERMEDIATE FOR THE ACADEMIC YEAR 2020-2021 R c.No.3177/OSD/OPE/2019, Dated.26-11-2019 * PROSPECTUS* Applications are invited for admission into TSWREIS COEs for Intermediate 1st year in Telangana Social Welfare Residential Centre of Excellence Colleges. The list of colleges, groups and special coaching offered are detailed here under. Eligibility: The students who are appearing for SSC Public Examination in March- 2020/10th class from ICSE / CBSE on regular basis are eligible to write the entrance test. The students who secure A1 to B2 in SSC are eligible for admission in to COEs and the students who pass SSC in March, 2020 (on regular basis) are eligible for admission into Centre of Excellence Colleges. The annual income of the parent shall not exceed Rs.2,00,000/- per annum (for Urban students) and Rs.1,50,000/- (for Rural students) as certified by MRO. The students from Telugu Medium OR English Medium are eligible for this entrance test. The age of the students shall not exceed 17 years as on 31.08.2020. In case of SC students and SC c converted Christian relaxation of age for 2 years will be allowed. The students should produce all relevant certificates at the time of admission, then only the admission will be confirmed. Reservation: Community wise reservation. Sl.No. Community % of Reservation 1. SC 75% 2. SC converted Christian 2% 3. ST 6% 4. BC 12% 1 5. Minorities 3% 6. -

The Lok Sabha Then Adjourned Till Forty-Five Minutes Past Twelve of the Clock
> Title: Discussion on the motion for consideration of the Andhra Pradesh Reorganisation Bill, 2014 (Bill Passed). THE MINISTER OF HOME AFFAIRS (SHRI SUSHILKUMAR SHINDE): Madam, I beg to move: "That the Bill to provide for the reorganization of the existing State of Andhra Pradesh and for matters connected therewith, be taken into consideration." ...(Interruptions) MADAM SPEAKER: Yes, the hon. Minister. SHRI SUSHIL KUMAR SHINDE: I request that the Bill be passed....(Interruptions) MADAM SPEAKER: Let there be some order in the House. ...(Interruptions) MADAM SPEAKER: Hon. Members, let us have some order in the House, please. ...(Interruptions) MADAM SPEAKER: We have a piece of legislation before us. Let us have order in the House. How do I move ahead? Let us bring order in the House.. ...(Interruptions) अय महोदया : सदन म शांित बनाए रख यह िवधये क आया ह ै और सदन के सामने गहृ मंती जी इस पर अपनी बात कहना चाहते ह कृ पया शांित बनाइये Mr. Minister. ...(Interruptions) SHRI SUSHILKUMAR SHINDE: Madam, I have already moved the Bill for consideration. It should be taken into consideration and passed. ...(Interruptions) MADAM SPEAKER: The House stands adjourned to meet again at 12.45 p.m. 12.16 hrs The Lok Sabha then adjourned till Forty-Five Minutes past Twelve of the Clock. 12.45 hrs The Lok Sabha re-assembled at Forty-Five Minutes past Twelve of the Clock. (Madam Speaker in the Chair) ANDHRA PRADESH REORGANISATION BILL, 2014 − Contd. MADAM SPEAKER: Hon. Home Minister − Shri Sushilkumar Shinde ...(Interruptions) 12.45 ½ hrs At this stage, Shri K. -
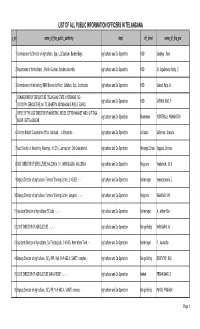
LIST of ALL PUBLIC INFORMATION OFFICERS in TELANGANA S No Name of the Public Authority Dept Off Level Name of the Pio
LIST OF ALL PUBLIC INFORMATION OFFICERS IN TELANGANA s_no name_of_the_public_authority dept off_level name_of_the_pio 1 Commissioner & Director of Agriculture, Opp. L.B.Stadium, BasheerBagh, - Agriculture and Co-Operation HOD Sandhya , Rani 2 Department of Horticulture, , Public Gurdens, Besides Assembly Agriculture and Co-Operation HOD Sri Jagadeswar Reddy, S 3 Commissioner of Marketing, BRKR Bhavan 1st floor, Saifabad, Opp. Secretariat Agriculture and Co-Operation HOD Samuel Raju, M COMMISSIONER OF SERICULTURE, TELANGANA STATE, HYDERABAD, 8-2- 4 Agriculture and Co-Operation HOD JAYAPAL RAO, P 293/82/PN/SERICULTURE, No. 72, BHARTIYA VIDYABHAVANS PUBLIC SCHOOL OFFICE OF THE ASST DIRECTOR OF MARKETING, BESIDE COTTON MARKET YARD, GUTTALA 5 Agriculture and Co-Operation Khammam VUDUTHALA, PADMAVATHI BAZAR, GUTTALA BAZAR 6 O/o the District Cooperative Office, Adilabad , , Collectorate , Agriculture and Co-Operation Adilabad Gaherwar, Sharada 7 Asst.Director of Marketing, Warangal, 4.1.234, Laxmipuram, Old Grain Market Agriculture and Co-Operation Warangal Urban Vuppala, Srinivas 8 ASST DIRECTOR OF SERICULTURE,NALGONDA, 1-1, MIRIYALGUDA, NALGONDA Agriculture and Co-Operation Nalgonda Venkatesh, Sri B 9 Deputy Director of Agriculture, Farmers Training Centre, 2-10-283, -, - Agriculture and Co-Operation Karimnagar Venkateswarlu, S. 10 Deputy Director of Agriculture, Farmers Training Centre, Suryapet, -, -, - Agriculture and Co-Operation Nalgonda RAMARAJU, KV 11 Assistant Director of Agriculture (BC Lab), -, -, - Agriculture and Co-Operation Karimnagar -

(NPM) Training Programme in O/O.DM&HO, VIKARABAD District
All the applicants who applied for post under NHM-MHN- Nurse Practitioner Midwifes (NPM) Training Programme in O/o.DM&HO, VIKARABAD District are hereby informed that, the Provisional List of Staff Nurse is displayed and the applicants are requested to submit their any objections in writing with relevant documents to the Administrative Officer, O/o.DM&HO, Vikarabad District only, on during working hours in (3) working days from 28 .01.2021 to 30 .01.2021 by 5.00 pm Objections if any which are submitted to any other officer or in any other office will not be accepted and objections which are submitted after 30 .01.2021 will be rejected. Provisional LIST OF THE APPLICANTS APPLIED FOR THE POST OF Staff Nurse - NHM-MHN-Nurse Practitioner Midwifes (NPM) Training Programme UNDER NHM IN O/o.DM&HO, VIKARABAD DISTRICT Rc. No. 86/MHN/ Midwifery-II/2017. Dated:02.12.2020. O/o. Name of the Post: Staff Nurse ( Contractual Basis ( CH&FW, TS.Hyd. Unit of Appointment: District No.of Posts: 05 Up Load Date :27.01.2021 Under NHM Norms) Namesthe Telangana Daily, District Edition Dated. 11.12.2020 Age Status of Age as Age Name of the Date of Social Total Total 90% on Getting Sl. Name of the Regist District Local / Tech on Weightag Total % Father/Mother/Hus Address Sex Birth Statu Mar marks Qualifyin After Remarks No. Candidate rion Belongs Non- nical 10.12. e Marks of Marks band (if married) s ks obtained g exam 18 Local 2020 (Max 10) Years Willingness Certificate not 2-53,Zaidupally, Vikarabad, Non 1 Kavali Shanthamma K Sundaraiah F 1-Apr-86 SC NO RR Dist S/N1200 822 61.65 34 16 8 69.65 enclosed, In active Telangana Local registration 4-12-Ga0006,Saibaba VIKARABA 2 M. -

Project Happy Schools D130
Project Happy Schools Rotary International District 3150 India Mission Convert 181 Schools in 3 Mandals of Vikarabad District into Happy School Educate and Empower 18000 Rural Children 3 Mandals- 181 Schools • Basheerabad • Yalal • Peddemul Hyderabad PRESENT CONDITION . Children Sitting on the Floor . No access to Safe Drinking Water . Lack of Library & Sports equipment . Buildings need painting & repairs . Less Teacher strength . Lack of proper toilets (High school children esp. girls dropping out due to this) Happy School Project Scope DUAL DESKS SPORTS EQUIPMENT Dual Desk for comfortable posture to Enable physical fitness to encourage & enhance learning identify sports talent E-LEARNING SAFE DRINKING WATER Protecting children from Communicable Enhance learning through Multimedia diseases & Caring for their health & remotely connect education experts to teach academics & soft skills SCHOOL LIBRARY CIVIL WORKS To enhance self learning by setting up Toilet Repairs, Painting etc. Library Need Assessment Survey – By Visiting 181 Schools By Rtn Medha and Susheela Period : JULY & AUG 2018 (Data Re-validated in JUNE/JULY 2019) SUMMARY SHEET MISSION 181 : 3 MANDALS 100% HAPPY SCHOOL PROJECT MANDALS ---> Basheerabad Yalal Peddemul Bomraspet TOTAL Amount Amount Funds Schools Amount Schools Amount School Amount School Amount No (Rs.) ($) S Upto 1,50,000 12 15,88,400 20 25,96,000 24 32,74,800 0 0 56 74,59,200 $1,08,104 M 1,50,001 - 2,50,000 33 61,58,400 24 45,36,000 21 39,50,400 0 0 78 1,46,44,800 $2,12,243 L 2,50,001 - 3,50,000 10 28,65,600 8 22,06,000 -

Government of Telangana Abstract
GOVERNMENT OF TELANGANA ABSTRACT MINORITIES WELFARE DEPARTMENT – Vikarabad District - Sanction of Grant-in-aid for an amount of Rs.3.00 Crores (Rupees Three Crores only) towards Construction of (40) Christian Minority institutions in Tandur Assembly Constituency - Administrative sanction – Accorded – Orders – Issued. ------------------------------------------------------------------------------------------------ MINORITIES WELFARE (ESTT.I) DEPARTMENT G.O.Rt.No. 248 Dated: 24-08-2018 Read the following:- 1. G.O.Ms.No.3, M.W. (GenI) Dept., dated 18-02-2002. 2. From the Spl. Secy to CM No.71/CMP-SM/2018, dt.28.05.2018 along with the letter of Sri P. Mahender Reddy, Hon’ble Minister for Transport, D.O.Lr.No.281/Mins(TR)/2018, dt.21.05.2018. 3. From the Collector and District Magistrate, Vikarabad, Lr.No.H3/171/Churches/2018, dt.04.06.2018. 4. From Sri P Mahender Reddy, Hon’ble Minister for Transport, D.O. Lr NO.414//Min(TR)/2018, dt: 18-08-2018. ******* ORDER: In the reference 3rd read above, the District Collector, Vikarabad has submitted the detailed estimates for (40) works with an estimated cost of Rs.496.00 lakhs and requested the Government to accord administrative sanction and release funds for the works. 2. In the circumstances stated by Sri P. Mahender Reddy, Hon’ble Minister for Transport, in the reference 2nd & 4th read above, and District Collector, Vikarabad in the reference 3rd read above, the Government after examination of the matter, hereby accord Administrative Sanction for an amount of Rs.3.00 Crores (Rupees Three Crores only) towards Construction of (40) Christian Minority Institutions in Tandur Assembly Constituency as follows:- Sl.No Village Mandal Description of Work Estimated Cost (Rupees in Lakhs) 1 Tandur Tandur Town Construction of Boundary 55.00 wall of Methodist Church (Big) at premises of William Moon at Tandur Town & Municipality for Slab, Walls, Flooring, Portico, Toilets, Electrical works etc. -

State District Branch Address Centre Ifsc Contact1 Contact2 Contact3 Micr Code Andhra Pradesh Adilabad Abdullahpur Abdullahpur,5
STATE DISTRICT BRANCH ADDRESS CENTRE IFSC CONTACT1 CONTACT2 CONTACT3 MICR_CODE KANTHOO ABDULLAP ANDHRA ABDULLAHPUR,5041 ABDULLAHP R GURU UR@SBHY PRADESH ADILABAD ABDULLAHPUR 01 UR SBHY0020696 PRASAD 08752-236201 D.COM ACC LIMITED, RASHMI ACCLTD_M ANDHRA ACC, MANCHERIAL MANCHERIY KANTA ANCH@SB PRADESH ADILABAD MANCHERIAL 504208 AL SBHY0020912 DAS 08736-252444 HYD.COM DEBA ANDHRA KISHORE ADA@SBH PRADESH ADILABAD ADA ADA,TEH.ASIFABAD ADA SBHY0020700 NAYAK 08733-289000 YD.COM D NO 5-501/1 NEAR Z P HIGH SCHOOL AKENAPALLY VILLAGE BALLAMPALLI ANDHRA MANDAL DIST 08735- PRADESH ADILABAD AKENAPALLY ADILABAD AP 504251 ADILABAD SBHY0021497 228446 H.NO.6-32. NEAR RTC BUS STAND C SBH_2126 ANDHRA MAIN ROAD BHASKAR @REDIFF PRADESH ADILABAD ASIFABAD ASIFABAD ASIFABAD SBHY0020126 RAO 08733-279536 MAIL.COM A BASAR- PRADYUM BASARA@ ANDHRA 504101,MUDHOL NA SBHYD.CO PRADESH ADILABAD BASAR TEHSIL BASAR SBHY0020358 PRASAD 08752-243507 M 5-231, OPP. D.G.B., MAIN ROAD, BELA, ANDHRA ADILABAD, A P 08732- PRADESH ADILABAD BELA 504309 BELA SBHY0021383 259259 SBHBELA ANDHRA MAIN BELLAMPAL D B R M@SANCH PRADESH ADILABAD BELLAMPALLI ROAD,BELLAMPALLI LI SBHY0020120 NATARAJ 08735-222477 ARNET.IN AMARA BHAINSA ANDHRA 2-7-53/54 NEAR PREMCHA @SBHYD. PRADESH ADILABAD BHAINSA GUNJ, BHAINSA BHAINSA SBHY0020123 ND 08752-231018 COM MAIN ROAD,BHEEMARAM, B BHEEMAR ANDHRA TEH.CHINNOOR,5042 BHEEMARA VENKATR AM@SBHY PRADESH ADILABAD BHEEMARAM 04 M SBHY0020494 AM 08737-244100 D.COM ANDHRA P UDAYA BOATH@S PRADESH ADILABAD BOATH BOATH BOATH SBHY0020127 KUMAR 08751-245217 BHYD.COM RRSSV BUDHWAR ANDHRA BUDHWARPET( SOMAYAJ PET@SBH PRADESH ADILABAD NIRMAL) NIRMAL 504106 NIRMAL SBHY0020973 ULU 08734-243187 YD.COM C.C.I.TOWNSHIP,BEL CCITOWN LORI SHIP_ADL ANDHRA CCI TOWNSHIP, VILLAGE,ADILABAD BHARAT P BAD@SBH PRADESH ADILABAD ADILABAD TEH. -

Ranga Reddy District, Andhra Pradesh
For Official Use Only CENTRAL GROUND WATER BOARD MINISTRY OF WATER RESOURCES GOVERNMENT OF INDIA GROUND WATER BROCHURE RANGA REDDY DISTRICT, ANDHRA PRADESH SOUTHERN REGION HYDERABAD September 2013 CENTRAL GROUND WATER BOARD MINISTRY OF WATER RESOURCES GOVERNMENT OF INDIA GROUND WATER BROCHURE RANGA REDDY DISTRICT, ANDHRA PRADESH (AAP-2012-13) BY T. BHARATH BHUSHAN SCIENTIST-B SOUTHERN REGION BHUJAL BHAWAN, GSI Post, Bandlaguda NH.IV, FARIDABAD -121001 Hyderabad-500068 HARYANA, INDIA Andhra Pradesh Tel: 0129-2418518 Tel: 040-24225201 Gram: Bhumijal Gram: Antarjal GROUND WATER BROCHURE RANGA REDDY DISTRICT, ANDHRA PRADESH CONTENTS District at a glance 1. Introduction 2. Rainfall and climate 3. Geomorphology 4. Drainage 5 Irrigation 6. Geology 7. Hydrogeology 8. Ground water resources 9. Ground water quality 10 Ground water development 11. Ground water related issues and problems 12. Conclusions List of tables 1. Rainfall distribution in RR district. 2. Depth range and yields in granites and basalts. 3. Range of chemical constituents in drilled wells. List of figures 1. Administrative map of Ranga Reddy district. 2a. Monthly rainfall distribution and LPA, Ranga Reddy district. 2b. Annual rainfall and RF departure from LPA, Ranga Reddy district. 3. Hydrogeological map, Ranga Reddy district. 4. Premonsoon DTW level map, Ranga Reddy district 5. Post monsoon DTW level map, Ranga Reddy district. 6. Water level fluctuation map, Ranga Reddy district. 7. EC distribution in groundwater, Ranga Reddy district DISTRICT AT A GLANCE 1. General Location North Latitude:16° 54’ - 17°48’ East Longitude:77° 21’ - 78°51’ Geographical area (sq.km) 7493 Headquarters Hyderabad No. of revenue mandals 37 No.