Changing Refinery Configuration for Heavy and Synthetic Crude Processing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Suncor Q3 2020 Investor Relations Supplemental Information Package
SUNCOR ENERGY Investor Information SUPPLEMENTAL Published October 28, 2020 SUNCOR ENERGY Table of Contents 1. Energy Sources 2. Processing, Infrastructure & Logistics 3. Consumer Channels 4. Sustainability 5. Technology Development 6. Integrated Model Calculation 7. Glossary SUNCOR ENERGY 2 SUNCOR ENERGY EnergyAppendix Sources 3 202003- 038 Oil Sands Energy Sources *All values net to Suncor In Situ Mining Firebag Base Plant 215,000 bpd capacity 350,000 bpd capacity Suncor WI 100% Suncor WI 100% 2,603 mmbbls 2P reserves1 1,350 mmbbls 2P reserves1 Note: Millennium and North Steepank Mines do not supply full 350,000 bpd of capacity as significant in-situ volumes are sent through Base Plant MacKay River Syncrude 38,000 bpd capacity Syncrude operated Suncor WI 100% 205,600 bpd net coking capacity 501 mmbbls 2P reserves1 Suncor WI 58.74% 1,217 mmbbls 2P reserves1 Future opportunities Fort Hills ES-SAGD Firebag Expansion Suncor operated Lewis (SU WI 100%) 105,000 bpd net capacity Meadow Creek (SU WI 75%) Suncor WI 54.11% 1,365 mmbbls 2P reserves1 First oil achieved in January 2018 SUNCOR ENERGY 1 See Slide Notes and Advisories. 4 1 Regional synergy opportunities for existing assets Crude logistics Upgrader feedstock optionality from multiple oil sands assets Crude feedstock optionality for Edmonton refinery Supply chain Sparing, warehousing & supply chain management Consolidation of regional contracts (lodging, busing, flights, etc.) Operational optimizations Unplanned outage impact mitigations In Situ Turnaround planning optimization Process -

Characteristics of Oil Sands Products
CHARACTERISTICS OF OIL SANDS PRODUCTS Heather D. Dettman Center for Spills in the Environment Oil Sands Products Training Portland, Maine December 4 & 5, 2012 2 Simplified —Oil Sands to Motor“ Value Chain Tailings Pipeline Transport Desalter Extraction Mining Pipeline Terminal Distillation W ater/Solids Primary Upgrading Removal Coking or Residue Performed at Upgraders DiluentAddition Hydrocracking Performed at Refineries In Situ Production Secondary Upgrading May be needed in future Catalytic Processing (Hydrogen) Refining Catalytic Processing (Hydrogen) Gasoline Diesel 3 Pipeline Definitions Transm ission Tailings Pipeline Transport Desalter Extraction Mining Pipeline Terminal Distillation Feeder W ater/Solids Primary Upgrading Removal Coking or Residue Performed at Upgraders DiluentAddition Hydrocracking Gathering Performed at Refineries In Situ Production Secondary Upgrading May be needed in future Catalytic Processing (Hydrogen) http://www.cepa.com /about-pipelines/types-of-pipelines Refining Catalytic Processing (Hydrogen) Gasoline Diesel 4 0hat Is Bitumen? ° Bitumen is the —extra heavy“ crude oil that remains after the biodegradation of oil in Northern Alberta ° Initial boiling point is 204°C/399.2°F ° Approximately 50wt% of the oil boils at temperatures below 524°C/975.2°F ° Biodegradation has resulted in organic acids being left behind in the oil ° Total acid number (TAN) is 3mg KOH/g which corresponds to an organic acid content of 3wt% in the oil ° Organic acid species in bitumen are relatively large molecules with 70wt% boiling -

Secure Fuels from Domestic Resources ______Profiles of Companies Engaged in Domestic Oil Shale and Tar Sands Resource and Technology Development
5th Edition Secure Fuels from Domestic Resources ______________________________________________________________________________ Profiles of Companies Engaged in Domestic Oil Shale and Tar Sands Resource and Technology Development Prepared by INTEK, Inc. For the U.S. Department of Energy • Office of Petroleum Reserves Naval Petroleum and Oil Shale Reserves Fifth Edition: September 2011 Note to Readers Regarding the Revised Edition (September 2011) This report was originally prepared for the U.S. Department of Energy in June 2007. The report and its contents have since been revised and updated to reflect changes and progress that have occurred in the domestic oil shale and tar sands industries since the first release and to include profiles of additional companies engaged in oil shale and tar sands resource and technology development. Each of the companies profiled in the original report has been extended the opportunity to update its profile to reflect progress, current activities and future plans. Acknowledgements This report was prepared by INTEK, Inc. for the U.S. Department of Energy, Office of Petroleum Reserves, Naval Petroleum and Oil Shale Reserves (DOE/NPOSR) as a part of the AOC Petroleum Support Services, LLC (AOC- PSS) Contract Number DE-FE0000175 (Task 30). Mr. Khosrow Biglarbigi of INTEK, Inc. served as the Project Manager. AOC-PSS and INTEK, Inc. wish to acknowledge the efforts of representatives of the companies that provided information, drafted revised or reviewed company profiles, or addressed technical issues associated with their companies, technologies, and project efforts. Special recognition is also due to those who directly performed the work on this report. Mr. Peter M. Crawford, Director at INTEK, Inc., served as the principal author of the report. -

Facts About Alberta's Oil Sands and Its Industry
Facts about Alberta’s oil sands and its industry CONTENTS Oil Sands Discovery Centre Facts 1 Oil Sands Overview 3 Alberta’s Vast Resource The biggest known oil reserve in the world! 5 Geology Why does Alberta have oil sands? 7 Oil Sands 8 The Basics of Bitumen 10 Oil Sands Pioneers 12 Mighty Mining Machines 15 Cyrus the Bucketwheel Excavator 1303 20 Surface Mining Extraction 22 Upgrading 25 Pipelines 29 Environmental Protection 32 In situ Technology 36 Glossary 40 Oil Sands Projects in the Athabasca Oil Sands 44 Oil Sands Resources 48 OIL SANDS DISCOVERY CENTRE www.oilsandsdiscovery.com OIL SANDS DISCOVERY CENTRE FACTS Official Name Oil Sands Discovery Centre Vision Sharing the Oil Sands Experience Architects Wayne H. Wright Architects Ltd. Owner Government of Alberta Minister The Honourable Lindsay Blackett Minister of Culture and Community Spirit Location 7 hectares, at the corner of MacKenzie Boulevard and Highway 63 in Fort McMurray, Alberta Building Size Approximately 27,000 square feet, or 2,300 square metres Estimated Cost 9 million dollars Construction December 1983 – December 1984 Opening Date September 6, 1985 Updated Exhibit Gallery opened in September 2002 Facilities Dr. Karl A. Clark Exhibit Hall, administrative area, children’s activity/education centre, Robert Fitzsimmons Theatre, mini theatre, gift shop, meeting rooms, reference room, public washrooms, outdoor J. Howard Pew Industrial Equipment Garden, and Cyrus Bucketwheel Exhibit. Staffing Supervisor, Head of Marketing and Programs, Senior Interpreter, two full-time Interpreters, administrative support, receptionists/ cashiers, seasonal interpreters, and volunteers. Associated Projects Bitumount Historic Site Programs Oil Extraction demonstrations, Quest for Energy movie, Paydirt film, Historic Abasand Walking Tour (summer), special events, self-guided tours of the Exhibit Hall. -

Suncor Energy – Annual Report 2005
Suncor05ARcvr 3/8/06 1:33 PM Page 1 SUNCOR ENERGY INC. 2005 ANNUAL REPORT > growing strategically Suncor’s large resource base, growing production capacity and access to the North American energy market are the foundation of an integrated strategy aimed at driving profitable growth, a solid return on capital investment and strong returns for our shareholders. A staged approach to increasing our crude oil production capacity allows Suncor to better manage capital costs and incorporate new ideas and new technologies into our facilities. production 50,000 bpd 110,000 bpd (capacity) resources Third party bitumen 225,000 bpd Mining 260,000 bpd 350,000 bpd 500,000 bpd In-situ 500,000 – 550,000 bpd OUR PLANS TO GROW TO HALF A MILLION BARRELS PER DAY IN 2010 TO 2012* x Tower Natural gas Vacuum 1967 – Upgrader 1 1998 – Expand Upgrader 1, Vacuum Tower Future downstream integrat 2001 – Upgrader 2 Other customers 2005 – Expand Upgrader 2, 2008 – Further Expansion of Upgrader 2 2010-2012 – Upgrader 3 Denver refinery ion Sarnia refinery markets To provide greater North American markets reliability and flexibility to our feedstock supplies, we produce bitumen through our own mining and in-situ recovery technologies, and supplement that supply through innovative third-party agreements. Suncor takes an active role in connecting supply to consumer demand with a diverse portfolio of products, downstream assets and markets. Box 38, 112 – 4th Avenue S.W., Calgary, Alberta, Canada T2P 2V5 We produce conventional natural Our investments in renewable wind tel: (403) 269-8100 fax: (403) 269-6217 [email protected] www.suncor.com gas as a price hedge against the energy are a key part of Suncor’s cost of energy consumption. -

Unconventional Oil Resources Exploitation: a Review
Acta Montanistica Slovaca Volume 21 (2016), number 3, 247-257 Unconventional oil resources exploitation: A review Šárka Vilamová 1, Marian Piecha 2 and Zden ěk Pavelek 3 Unconventional crude oil sources are geographically extensive and include the tar sands of the Province of Alberta in Canada, the heavy oil belt of the Orinoco region of Venezuela and the oil shales of the United States, Brazil, India and Malagasy. High production costs and low oil prices have hitherto inhibited the inclusion of unconventional oil resources in the world oil resource figures. In the last decade, developing production technologies, coupled with the higher market value of oil, convert large quantities of unconventional oil into an effective resource. From the aspect of quantity and technological and economic recoverability are actually the most important tar sands. Tar sands can be recovered via surface mining or in-situ collection techniques. This is an up-stream part of exploitation process. Again, this is more expensive than lifting conventional petroleum, but for example, Canada's Athabasca (Alberta) Tar Sands is one example of unconventional reserve that can be economically recoverable with the largest surface mining machinery on the waste landscape with important local but also global environmental impacts. The similar technology of up-stream process concerns oil shales. The downstream part process of solid unconventional oil is an energetically difficult process of separation and refining with important increasing of additive carbon production and increasing of final product costs. In the region of Central Europe is estimated the mean volume of 168 million barrels of technically recoverable oil and natural gas liquids situated in Ordovician and Silurian age shales in the Polish- Ukrainian Foredeep basin of Poland. -

ST2004-98 Alberta's Reserves 2003 and Supply/Demand Outlook 2004
Statistical Series (ST) 2004-98 Alberta’s Reserves 2003 and Supply/Demand Outlook 2004-2013 Alberta Energy and Utilities Board ACKNOWLEDGEMENTS The following EUB staff contributed to this report. Principal Authors: Reserves―Andy Burrowes, Rick Marsh, Nehru Ramdin, Curtis Evans; Supply/Demand and Economics― Marie-Anne Kirsch, LeMoine Philp, Michael Fujda, Joanne Stenson, Keith Sadler, Greig Sankey; Editors: Cal Hill, Farhood Rahnama; Data: Debbie Giles, Gordon Kimber; Judy Van Horne; Production: Liz Johnson, Ona Stonkus, Anne Moran, Jackie Bourgaize, Usha Dosaj, Rob de Grace, Phil Hendy; Communications Advisor: Darin Barter. Coordinator: Farhood Rahnama. For inquiries regarding reserves, contact Andy Burrowes at (403) 297-8566. For inquiries regarding supply/demand, contact Farhood Rahnama at (403) 297-2386. ALBERTA ENERGY AND UTILITIES BOARD Statistical Series (ST) 2004-98: Alberta’s Reserves 2003 and Supply/Demand Outlook 2004-2013 May 2004, Revised June 2004 ISSN 1499-1179 The CD containing the detailed data tables is available for $500 from EUB Information Services (telephone: 403-297-8190). CD-ROM ISSN 1499-1187 Published by Alberta Energy and Utilities Board 640 – 5 Avenue SW Calgary, Alberta T2P 3G4 Telephone: (403) 297-8311 Fax: (403) 297-7040 Web site: <www.eub.gov.ab.ca> Contents Overview ................................................................................................................................................ 1 Figures Alberta’s oil reserves and production.......................................................................................... -

Emissions Preparation for High-Resolution Air Quality Modelling Over the Athabasca Oil Sands Region of Alberta, Canada
Emissions Preparation for High-Resolution Air Quality Modelling over the Athabasca Oil Sands Region of Alberta, Canada J. Zhang1, Q. Zheng1, M.D. Moran1, P.A. Makar1, A. Akingunola1, S.-M. Li1, G. Marson1, K. Chiu1, N. Dulong1, M. Gordon 2, R. Melick3, and S. Cho3 1. Air Quality Research Division, Environment Canada, Canada 2. Department of Earth and Space Science and Engineering, York U., Toronto, ON, Canada 3. Alberta Environment & Sustainable Resource Development, Edmonton, AB, Canada 2015 International Emission Inventory Conference, San Diego, California, 13-16 Apr. 2015 Presentation Overview • Joint Oil Sands Monitoring (JOSM) Plan: - Joint federal and Alberta governments initiative - One sub-project: creation of emissions files for air quality (AQ) modelling in this region • Topics to be covered: - Introduction to Alberta’s oil sands and main sources of emissions - 2013 summer field study in this region - Methodology applied to emissions preparation for AQ modeling - One example showing AQ model forecast for flight planning during the field study - One example showing how aircraft measurements can help in emissions estimates 1 Introduction to Athabasca Oil Sands • Oil sands (OS) are a natural mixture of sand, clay, and water, saturated with bitumen • 71% of global OS reserves are in Alberta, Canada. • Two primary methods of extraction: - open-pit surface mining - in-situ techniques • Due to the nature of the extraction methodology, emissions are mostly from the surface mining area over the Athabasca Oil Sands Region (AOSR) of northeastern -
Public-Interest Benefit Evaluation of Partial-Upgrading Technology*†
Volume 10 • Issue 1 • January 2017 PUBLIC-INTEREST BENEFIT EVALUATION OF PARTIAL-UPGRADING TECHNOLOGY*† This paper was originally issued on 2017/01/05 with a reissue on 2017/01/15 (reflecting a change to the emissions intensity assumptions). This version represents a subsequent reissue for the purposes of removing references to a paper redacted since the 2017/01/15 reissue. This has no impact on any of the analysis or conclusions. G. Kent Fellows, Robert Mansell, Ronald Schlenker and Jennifer Winter SUMMARY Approximately 60 per cent of Alberta’s oil sands production is non-upgraded bitumen which, after being mixed with a diluting agent (diluent) to allow transport, is exported. A popular view within Alberta — and particularly among Albertan politicians — is that a much larger share of oil sands bitumen should be upgraded in the province. However, without public subsidies or government underwriting, it is uneconomic to build and operate new facilities in Alberta to fully upgrade the bitumen into synthetic crude oil. But there are new partial upgrading technologies being developed that, subject to successful testing at a larger (commercial) pilot scale, can prove to be not only economic in Alberta, but also generate large social and economic benefits for the province. The advantages include a much smaller capital investment, a significant increase in the value of the product and market for the product and, even more importantly, a dramatic reduction in the need for large amounts of expensive diluent to transport the product to market. Indeed, the only diluent required will be that to move the bitumen from the production site to the partial upgrader and this can be continually recycled. -
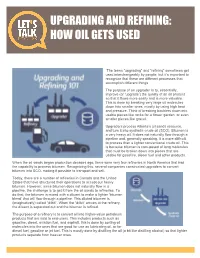
Upgrading and Refining: How Oil Gets Used
UPGRADING AND REFINING: HOW OIL GETS USED The terms “upgrading” and “refining” sometimes get used interchangeably by people, but it’s important to recognize that these are different processes that accomplish different things. The purpose of an upgrader is to, essentially, improve (or ‘upgrade’) the quality of an oil product so that it flows more easily and is more valuable. This is done by breaking very large oil molecules down into smaller ones, mostly by using high heat and pressure. Think of breaking boulders down into usable pieces like rocks for a flower garden, or even smaller pieces like gravel. Upgraders process Alberta’s oil sands resource, and turn it into synthetic crude oil (SCO). Bitumen is a very heavy oil. It does not naturally flow through a pipeline and, generally speaking, it is more difficult to process than a lighter conventional crude oil. This is because bitumen is com-posed of long molecules that must be broken down into pieces that are usable for gasoline, diesel fuel and other products. When the oil sands began production decades ago, there were very few refineries in North America that had the capability to process bitumen. Recognizing this, several companies constructed upgraders to convert bitumen into SCO, making it possible to transport and sell. Today, there are a number of refineries in Canada and the United States that have structured their operations to accept our heavy bitumen. However, since bitumen does not naturally flow in a pipeline, the challenge is to get it from the oil sands to refineries. To do that, the bitumen is mixed with a diluent to make a lighter ‘bitumen blend’ that will flow through a pipeline. -
Oil Sands Performance Report 2014 About This Report
OIL SANDS PERFORMANCE REPORT 2014 ABOUT THIS REPORT This report is Shell Canada’s sixth Oil Sands Performance Report and covers the areas of safety, environment, reclamation and community. This report provides information on Shell’s operating performance for 2014 for: ■■ Muskeg River and Jackpine Mines; ■■ Scotford Upgrader; and ■■ Peace River and Cliffdale In Situ operations Unless otherwise noted, all data presented for the Muskeg River Mine, Jackpine Mine and Scotford Upgrader is in reference to total Athabasca Oil Sands Project (AOSP) performance before division amongst the joint venture owners. The AOSP is a joint venture operated by Shell, and owned among Shell Canada Energy (60%), Chevron Canada Limited (20%), and Marathon Oil Canada Corporation (20%). Data presented for in situ operations is 100% Shell share. All monetary amounts referred to in the report are in Canadian dollars unless otherwise noted. OIL SANDS PERFORMANCE REPORT 2014 1 CONTENTS WELCOME 02 SAFETY 04 OPERATIONS 06 ENVIRONMENT 14 COMMUNITY 30 EXTERNAL COLLABORATION 36 AND CERTIFICATIONS GLOSSARY 38 APPENDIX 39 2 OIL SANDS PERFORMANCE REPORT 2014 WELCOME At Shell, we believe the long-term success of oil sands in the energy mix means being competitive both economically and environmentally. LORRAINE MITCHELMORE Executive Vice President, Heavy Oil President, Shell Canada Thank you for taking time to read Shell Canada’s providing an important and stable energy resource, the sixth consecutive update on safety, environmental industry is responsible for the direct and indirect employment and social performance in our oil sands operations. of thousands of people across Canada. The oil sands industry has contributed billions in tax revenue; funding We publish this update annually to share in more detail our schools, hospitals, infrastructure and other critical services efforts and progress in developing Alberta’s oil sands in an across the country. -

Value Chain Solutions- Heartland Complex (Bitumen Upgrader and Specialty Refinery) Expansion Project Initial Project Description
Value Chain Solutions- Heartland Complex (Bitumen Upgrader and Specialty Refinery) Expansion Project Initial Project Description November 2020 Submitted to: Impact Assessment Agency of Canada Submitted by: Value Chain Solutions, Inc. Value Chain Solutions-Heartland Expansion Initial Project Description Acronyms AAAQO ............................................................................................ Alberta Ambient Air Quality Objective ACO................................................................................................................Aboriginal Consultation Office ADC™ ........................................................................................................ Accelerated DeContamination™ AER .................................................................................................................... Alberta’s Energy Regulator AIH .................................................................................................................. Alberta’s Industrial Heartland bpd ........................................................................................................................................... barrels per day CO ....................................................................................................................................... carbon monoxide CO2 .......................................................................................................................................... carbon dioxide CO2e .....................................................................................................................