Water Tube Boiler Characteristics and Terminology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Product Index for Print
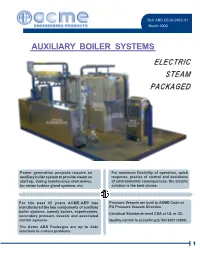
Bull: ABS-CEJS-24SC-01 March 2009 AUXILIARY BOILER SYSTEMS ELECTRICELECTRIC STEAMSTEAM PACKAGEDPACKAGED Power generation projects require an For maximum flexibility of operation, quick auxiliary boiler system to provide steam on response, precise of control and avoidance start-up, during maintenance shut-downs, of environmental consequences, the electric for steam turbine gland systems, etc. solution is the best choice. For the past 45 years ACME-AEP has Pressure Vessels are built to ASME Code or manufactured the key components of auxiliary EU Pressure Vessels Directive. boiler systems, namely boilers, superheaters, Electrical Standards meet CSA or UL or CE. secondary pressure vessels and associated control systems. Quality control is according to ISO 9001 (2000). The Acme ABS Packages are up to date solutions to current problems. 1 Ref: 19-092038 P & I DIAGRAM FOR CEJS HIGH VOLTAGE ELECTRODE BOILER WITH 2 CIRCULATION PUMPS The two diagrams shown are built around the key boiler component availability: CEJS High Voltage Electrode Steam Boiler 24 SC Immersion Element type Boiler Power: 5 MW to 52 MW Power: 600 kW to 3.5 MW Voltages: 6.9 kV to 25 kV, 3 phase, 4 wires Voltages: 380 V, 400 V, 415 V, 480 V, 600 V. 3 phase, 50/60Hz Design Pressure: 150 PSI to 500 PSI Design Pressure: 100 PSI to 600 PSI Operating Pressure: 105 PSI to 450 PSI Operating Pressure: 30 PSI to 540 PSI VERTICAL BOILER HORIZONTAL or VERTICAL BOILER Metal: Carbon steel Metal: Carbon steel or Stainless Steel Heating Elements: Flanged, Incoloy 800 2 Ref: 23-092044 ELECTRIC ELEMENT BOILER - SUPERHEATER PACKAGE PIPING DIAGRAM The two diagrams shown are slightly different but complement each other. -

Use Feedwater Economizers for Waste Heat Recovery, Energy Tips
ADVANCED MANUFACTURING PROGRAM Energy Tips: STEAM Steam Tip Sheet #3 Use Feedwater Economizers for Waste Heat Recovery Suggested Actions ■■ Determine the stack temperature A feedwater economizer reduces steam boiler fuel requirements by transferring after the boiler has been tuned heat from the flue gas to incoming feedwater. Boiler flue gases are often to manufacturer’s specifications. rejected to the stack at temperatures more than 100°F to 150°F higher than The boiler should be operating the temperature of the generated steam. Generally, boiler efficiency can at close-to-optimum excess be increased by 1% for every 40°F reduction in flue gas temperature. By air levels with all heat transfer recovering waste heat, an economizer can often reduce fuel requirements by 5% surfaces clean. to 10% and pay for itself in less than 2 years. The table provides examples of ■■ Determine the minimum the potential for heat recovery. temperature to which stack gases Recoverable Heat from Boiler Flue Gases can be cooled subject to criteria such as dew point, cold-end Recoverable Heat, MMBtu/hr corrosion, and economic heat Initial Stack Gas transfer surface. (See Exhaust Temperature, °F Boiler Thermal Output, MMBtu/hr Gas Temperature Limits.) 25 50 100 200 ■■ Study the cost-effectiveness of installing a feedwater economizer 400 1.3 2.6 5.3 10.6 or air preheater in your boiler. 500 2.3 4.6 9.2 18.4 600 3.3 6.5 13.0 26.1 Based on natural gas fuel, 15% excess air, and a final stack temperature of 250˚F. Example An 80% efficient boiler generates 45,000 pounds per hour (lb/hr) of 150-pounds-per-square-inch-gauge (psig) steam by burning natural gas. -

QUIZ: Boiler System Components
9707 Key West Avenue, Suite 100 Rockville, MD 20850 Phone: 301-740-1421 Fax: 301-990-9771 E-Mail: [email protected] Part of the recertification process is to obtain Continuing Education Units (CEUs). One way to do that is to review a technical article and complete a short quiz. Scoring an 80% or better will grant you 0.5 CEUs. You need 25 CEUs over a 5-year period to be recertified. The quiz and article are posted below. Completed tests can be faxed (301-990-9771) or mailed (9707 Key West Avenue, Suite 100, Rockville, MD 20850) to AWT. Quizzes will be scored within 2 weeks of their receipt and you will be notified of the results. Name: ______________________________________________ Company: ___________________________________________ Address: ____________________________________________ City: ______________________ State: _____ Zip: ________ Phone: ______________________ Fax: __________________ E-mail: _____________________________________________ Boiler Systems – Boiler Components By Irvin J. Cotton, Arthur Freedman Associates, Inc. and Orin Hollander, Holland Technologies, Inc. This is part two of a three-part series on boilers. In part one, the authors discussed boiler design and classification. Part two will discuss boiler components, and part three will describe the various chemistries used in boiler water treatment. Boiler Components The main components in a boiler system are the boiler feedwater heaters, deaerator, boiler, feed pump, economizer, boiler, superheater, attemperator, steam system, condenser and the condensate pump. In addition there are sets of controls to monitor water and steam flow, fuel flow, airflow and chemical treatment additions. Water sample points may exist at a number of places. Most typically the condensate, deaerator outlet, feedwater (often the economizer inlet), boiler, saturated steam and superheated steam will have sample points. -

RW Series Steam & Water Boilers
Form No. 6310 (09/03) Bryan “Flexible Water Tube” RW Series Steam & Water Boilers 8,500,000 to 21,000,000 BTUH Forced draft gas, oil or dual fuel fired Steam Boiler RW1050-S150-FDG Water Boiler RW2100-W-FDGO Originators of the “Flexible Water Tube” design A breakthrough in an industrial water tube boiler design. • True “flexible water tube” design F guaranteed shock free M • High quality steam for heat or C process J • Full five sq ft of heating surface K (2) D per BHP B E Quality construction features: G H A. Water side or steam side interior accessible for cleanout L and inspection, front and rear openings, upper and lower drums. I B. Large volume water leg downcomers promote rapid internal circulation, temperature equalization and efficient A heat transfer. C. Boiler tube and furnace area access panels: heavy gauge steel casing with 2" high-temperature ceramic fiber insula- tion, bolted and tightly sealed to boiler frame. D. Flame observation port in access door at rear of boiler. ensure exceptionally cool outer E. Dual side access; combustion chamber, tubes and burner surface. head are completely accessible from either side simplifying K. Bryan bent water tubes are maintenance and minimizing floor space. flexible, individually replaceable F. Minimum sized flue vent. without welding or rolling. Never more than two tube configura- G. Control panel: all controls installed with connections to tions. terminal strip. L. Pressurized design firebox H. Forced draft, flame retention head type burner. Efficient with internal water-cooled fur- combustion of oil or gas, plus quiet operation. -

Performance Analysis of Air Preheater in 210Mw Thermal Power Station
Manivel .J, Manimaran .L, Thiyagarajan .M, Satheeshkumar .P; International Journal of Advance Research, Ideas and Innovations in Technology. ISSN: 2454-132X Impact factor: 4.295 (Volume3, Issue2) Performance Analysis of Air Preheater in 210mw Thermal Power Station J. Manivel1 L. Manimaran2 M. Thiyagarajan3 Department of Mechanical Engineering, Department of Mechanical Engineering, Department of Mechanical Engineering, SNS College of Engineering, SNS College of Engineering, SNS College of Engineering, Coimbatore, TN, India Coimbatore, TN, India Coimbatore, TN, India P. Satheeshkumar4 Thiruppathi .R5 Department of Mechanical Engineering, SNS College of Department of Mechanical Engineering, SNS College of Engineering, Coimbatore, TN, India Engineering, Coimbatore, TN, India s Abstract: The efficiency of boiler in thermal power station is greatly depending on the utilization of waste heat in the flue gas by air pre heater and economizer. The increasing in efficiency of boiler can be achieved by increasing the performance of air pre heater and economizer. Enhancing heat transfer rate by changing profile of air pre heater will lead to increasing in performance of the air pre heater and economizer. The changing profile and increasing heat transfer area will increase the heat transfer rate. In 210MW Mettur thermal power station, notched flat profile is used as heat transfer area in air pre heater segment. In order to improve heat transfer rate, notched flat profile are replaced by double undulated profile and single seal are replaced by double seal. Hence heat loss in the air pre heater is minimized. The performance of economizer is enhanced by increasing the diameter of the coils. Hence the economizer and air pre heater absorbs additional heat from exhaust flue gas. -
Lima 2-8-0 “Consolidation”, Developed for TS2013, by Smokebox
Union Pacific 4000 Class 4884-1 "Big Boy" circa 1948-49 Developed by Smokebox TM for Dovetail Games' Train Simulator © Smokebox 2021, all rights reserved Issue 1 Union Pacific 4000 Class 4884-1 "Big Boy" Steam Locomotive Page 2 Contents Introduction ....................................................................................................................................................... 7 32- and 64-bit TS ................................................................................................................................................ 7 Expert or Simple Controls mode, HUD and Automatic Fireman ....................................................................... 7 "All-in-one" .................................................................................................................................................... 7 Standard TS Automatic Fireman .................................................................................................................... 8 F4 HUD ........................................................................................................................................................... 8 High Detail (HD) and Standard Detail (SD) ........................................................................................................ 8 Recommended Settings ..................................................................................................................................... 9 Cab Layout ...................................................................................................................................................... -

Steam Locomotive Firebox Explosion on the Gettysburg Railroad Near Gardners, Pennsylvania
Steam Locomotive Firebox Explosion on the Gettysburg Railroad near Gardners, Pennsylvania Leadership ViTS Meeting 6 September 2005 Bryan O’Connor, Chief Office of Safety and Mission Assurance Accident Timeline Place: Gettysburg Railroad near Gardners, PA Accident Date: June 16, 1995 Gettysburg 1278 @ Gettysburg Oct 1988 The Accident: • Steam locomotive 1278 with six passenger cars had completed two excursions and was preparing for a third and final excursion for the day. • During slow climb up moderate grade, the boiler exploded, seriously burning the engineer and two firemen. • . (2) Events Associated with Proximate Cause • Operators began climb with too little water in boiler • Water-level continued to drop and by the time the locomotive had crested the grade the crownsheet of boiler was not covered by water and failed due to thermal overstress. • Failure of crownsheet opened boiler to the firebox (atmosphere) and the water in boiler flashed into high pressure steam. • Steam exploded through firebox door into the locomotive cab, seriously burning the engineer (third degree burns over 65% of body) and two firemen. (3) Events Associated with Proximate Cause Approx. 175 psi This figure is exaggerated to show low water conditions, in locomotive 1278 the lowest gage cock was 3.25 inches above the highest point of the crownsheet and the water glass was 3.125 inches above the highest point of the crownsheet (4) Contributing Factors • Prior to operation the feed pump gauge had been removed. • Preparing to ascend grade first fireman shut off the feed pump to the boiler because a leaking check valve between the feed-pump and the boiler could potentially cause slippage on driving wheels. -

Union Pacific No. 119
Union Pacific No. 119 Operating Manual Developed by Smokebox for Dovetail Games' Train Simulator 2018TM © Smokebox 2018, all rights reserved Issue 1 Train Simulator - Union Pacific No. 119 - Operating Manual Page 2 Contents Introduction....................................................................................................................................................... 4 Locomotive Technical Specifications................................................................................................................. 4 Positions of the Controls and Gauges in the Cab .............................................................................................. 5 Key Assignments................................................................................................................................................ 9 Animations....................................................................................................................................................... 12 Lights................................................................................................................................................................ 13 Sanding ............................................................................................................................................................ 13 Particle Effects................................................................................................................................................. 14 Other Special Effects ...................................................................................................................................... -

Module BESTT MS1
Module BESTT MS1 Marine Steam Boiler Types, Construction and Maintenance. Aim This unit introduces learners to the wide variety of fuels which may be encountered in steam launches and small steam ships operating on inland waterways or sheltered coastal waters. The range of types of boilers is explained. In each case, the benefits of each fuel type or boiler type are explored. The reasons for caution when conducting external work on old boilers are explained. INTRODUCTION Boiler types considered Horizontal Fire Tube boilers (including locomotive type) Vertical Fire Tube boilers Horizontal Drum Water Tube boilers Vertical Drum Water Tube boilers Single coil (or Flash) boilers Construction, design and general arrangements Heat transfer Cleaning Considerations for boiler choice and design Options for materials and insulations Boiler cladding materials The sheer variety of boiler types used in marine applications is wider than anything we will encounter for railway locomotives or in road steam applications. Although fire tube boilers from earliest days have been the norm for railway locomotives, water tube boilers could also very occasionally be found in locomotives. The well-known Sentinel shunters had water tube boilers a little bigger but otherwise similar to the company’s steam wagon boilers, and Sir Nigel Gresley on the LNER experimented with a ‘Yarrow’ type boiler but dropped the idea and fitted Britain’s only 4-6-4 express engine with a traditional loco boiler. For shipping, various forms of the classic marine multi-furnace fire tube ‘Scotch’ boiler was a norm to the last, and vertical fire tube types were a standard for small steam launches, but alongside these a huge range of highly efficient water tube types was under constant development resulting in many different configurations. -
PATENT SPECIFICATION <N) 1421907
PATENT SPECIFICATION <n) 1421907 (21) Application No. 39315/72 (22) Filed 23 Aug. 1972 (19) O ON (23) Complete Specification filed 13 Aug. 1973 (44) Complete Specification published 21 Jan. 1976 H (51) INT. CL.8 F22G 5/18 F22B 1/06 (52) Index at acceptance H F4A 8C Gil G19 G20 (72) Inventors: ANTHONY RANDLE LUNT and THOMAS DAVID ROBERTS (54) STEAM GENERATING PLANTS (71) We, UNITED KINGDOM ATOMIC superheater 2 for heat exchange with liquid ENERGY AUTHORITY LONDON, a British sodium. The liquid sodium is supplied from a Authority do hereby declare the invention, sodium cooled nuclear reactor which also is 50 for which we pray that a patent may be not shown as it forms no part of the present 5 grantedjjto us, and the method by which it is to invention. Between the steam drum 1 and the be performed, to be particularly described superheater 2 there is an injector 3 which is in and by the following statement:— connected by a branch line 4 to the outlet 5 This invention relates to steam generating of the superheater. The outlet 5 is also con- 55 plants. nected to a turbine stop valve (not shown). 10 In one known construction of steam gen- The branch line includes a control valve 6. erating plant wet steam is separated from the Referring now to Figure 2 the injector 3 liquid phase in a steam drum and the wet comprises a housing 7 having a nozzle 8 and steam is fed to a superheater constructed from a diffuser 9. The nozzle 8 is connected to the 60 stainless steel and through which liquid metal steam drum 1 whilst the diffuser 9 is con- 15 is passed in heat exchange with the steam. -

The Case for the AMERICAN Steam Locomotive
• raIns. AUGUST 1967 • 60, T .. ... ----------------- ' f!,' lIelllelllh~'1' jhis al'jkle ill IIl'cf'lIIh~'1' I!'f;f; TIC,\INS? Xow "'I ('xllel'j ('Ollles THE CASE fOR THE fRENCH STEAM"' LOCOMOTIVE iOl'jh with •.. The case for the AMERICAN steam locomotive 21 Avgus! 1967 - VERNON l. SMITH illVllrolion AUTHOR'S COllECTION OR AS NOTED 1 IN htl ''The Case lor the F~nch trains to be bandied - In America background r($ultcd In fine, ('COnomi- Steam Loc:omoltv(''' in Decem· th~ arc !ugh and harsh. 1::al handhna; of compound engines, her 1966 TRAINS, author R. K. E ... tVl!> (3) MllK:ellancous conditIons - thc Many of the later (our-cylindcI' en_ stated, ", .. The fact ,'emains unques labol' market, the workIng clearances gines have the two r(l8ch I'ods cvn ti oned that nowhere in the world W3$ (loading gau,ge), the maIntenance ncctcd or 11ll1ned togcther to avoid the art of Sl~ locomotivt' design praclLcH, and the 1~'omoIlH: availa ImpI'opcr dIvision of the work by the developed as far and 1.$ clOSt' to per_ bility and utilization required. englneman b<>tween the hil1;h- and ft.oction as In France," MI'. Evans in his arucle Jit>okl> of lov.·-plcssul·c syste.ns, This suggeslS I question the claim put forth by compounding and mamtenance, draw that the labol market may be chonging Mr. Evans, because It 111 not supported bu horsepow(>r, fuel et.'(lnomy, valve Il\ France and that less refined loco by data and performance records gears. improved (ront ends, enlarged mouve dnving is taking place, And It gother(X{ during !.he high Iide of tteam and exhaust pa...sages, riding means that some of the original ('C;'01l- American locomolh,c design qualities and speed, and bOIler blow_ 01111(-'$ ar1! not beint, obtained. -

Operating and Maintenance Manual for Boiler Water Or High Temperature Hot Water (Hthw) Powered Water Heater
OPERATING AND MAINTENANCE MANUAL FOR BOILER WATER OR HIGH TEMPERATURE HOT WATER (HTHW) POWERED WATER HEATER ELECTRIC HEATER COMPANY BASE MODEL “ BW and BWH ” HUBBELL ELECTRIC HEATER COMPANY P.O. BOX 288 STRATFORD, CT 06615 PHONE: (203) 378-2659 FAX: (203) 378-3593 INTERNET: http://www.hubbellheaters.com/ -- IMPORTANT -- Always reference the full model number and serial number when calling the factory. WARNING / CAUTION 1. Tank is to be completely filled with water and all air is to be vented before energizing. 2. Due to the rigors of transportation, all connections should be checked for tightness before heater is placed in operation. 3. Safety relief valve must be installed in tapping provided. 4. KEEP AWAY FROM LIVE ELECTRICAL CIRCUITS. Do not perform any maintenance, make any adjustments, or replace any components inside the control panel with the high voltage power supply turned on. Under certain circumstances, dangerous potentials may exist even when the power supply is off. To avoid casualties, always turn the power supply safety switch to off, turn the charge or ground the circuit before performing any maintenance or adjustment procedure. 5. Generalized instructions and procedures cannot anticipate all situations. For this reason, only qualified installers should perform the installation. A qualified installer is a person who has licensed training and a working knowledge of the applicable codes regulation, tools, equipment, and methods necessary for safe installation of a steam fired water heater. If questions regarding installation arise, check with your local plumbing and electrical inspectors for proper procedures and codes. If you cannot obtain the required information, contact the company.