Report from the Workshop on NDT Requirements for Heritage Railway
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

West Somerset Railway
How to find us As the Longest Heritage Railway in England Special Events & Days Out 2017 Bridgwater Bay WE ARE MILE FOR MILE BETTER VALUE Burnham- Festive Specials on-Sea J22 With lots of special trains through the festive period, there is something A39 Minehead Steam & Cream Special for everyone - but please pre-book your tickets as these will sell out fast! Porlock A38 WEST SOMERSET Railway Galas Combine your return journey with our Steam and CAROL TRAINS Williton J23 A39 Spring Steam Gala 27th -30th April 2017 Cream Special, where a cream tea will be served Warm up those vocal chords and join us on the 16:30 Minehead to Bishops Lydeard. A396 Diesel Gala & Rail Ale Trail 9th – 11th June 2017 for a special journey of carol singing at Bridgwater 26th March 2017 • 2nd June 2017 • 16th June 2017 Brendon Hills J24 the stations along the way. You will be Exmoor Quantock Late Summer Weekend 2nd – 3rd September 2017 7th July 2017 • 21st July 2017 • 1st September 2017 provided with a carols song book so if you Hills M5 Autumn Steam Gala 5th – 8th October 2017 15th September 2017 Bishops Special Price offered for those combining with don’t know all the words already it doesn’t Dulverton Prices Lydeard A358 TIMETABLE,RAILWAY SPECIAL EVENTS & DAYS OUT GUIDE 2017 Winter Steam Festival 29th – 30th December 2017 matter! Our carol trains are hauled by a Cheese & Cider Special. Taunton heritage steam locomotives to recreate start from J25 the era of Christmas gone by. A38 A358 £245.00 Wellington Dates: 11th and 12th December 2017 J26 Prices: Adult/Senior -

West Somerset Railway Diesel Locomotive Pack
West Somerset Railway Diesel Locomotive Pack RailSimulator.com 2013 Train Simulator - West Somerset Railway Diesel Locomotive Pack 1 BRIEF HISTORY.......................................................................................3 1.1 1661 North Star.............................................................................................................3 1.2 2133 BR Class 03...........................................................................................................4 2 CLASS 47 CAB .........................................................................................5 3 CLASS 03 CAB .........................................................................................6 4 SCENARIOS.............................................................................................7 4.1 Class 03 Driver Training..................................................................................................7 4.2 Diesel Gala Days............................................................................................................7 4.3 Fraught with Freight.......................................................................................................7 5 ACKNOWLEDGEMENTS.............................................................................8 © Copyright RailSimulator.com 2013, all rights reserved Release Version 1.0 Page 2 Train Simulator - West Somerset Railway Diesel Locomotive Pack 1 Brief history 1.1 1661 North Star The Class 47, or 'Brush Type 4', was the British Railways standard large diesel- electric -

Tracks the Monthly Magazine of the Inter City Railway Society
Tracks the monthly magazine of the Inter City Railway Society Volume 40 No.7 July 2012 Inter City Railway Society founded 1973 www.icrs.org.uk The content of the magazine is the copyright of the Society No part of this magazine may be reproduced without prior permission of the copyright holder President: Simon Mutten (01603 715701) Coppercoin, 12 Blofield Corner Rd, Blofield, Norwich, Norfolk NR13 4RT Chairman: Carl Watson - [email protected] (07403 040533) 14, Partridge Gardens, Waterlooville, Hampshire PO8 9XG Treasurer: Peter Britcliffe - [email protected] (01429 234180) 9 Voltigeur Drive, Hart, Hartlepool TS27 3BS Membership Secretary: Trevor Roots - [email protected] (01466 760724) (07765 337700) Mill of Botary, Cairnie, Huntly, Aberdeenshire AB54 4UD Secretary: Stuart Moore - [email protected] (01603 714735) 64 Blofield Corner Rd, Blofield, Norwich, Norfolk NR13 4SA Magazine: Editorial Manager: Trevor Roots - [email protected] details as above Editorial Team: Sightings: James Holloway - [email protected] (0121 744 2351) 246 Longmore Road, Shirley, Solihull B90 3ES Traffic News: John Barton - [email protected] (0121 770 2205) 46, Arbor Way, Chelmsley Wood, Birmingham B37 7LD Website: Website Manager: Mark Richards - [email protected] 7 Parkside, Furzton, Milton Keynes, Bucks. MK4 1BX Yahoo Administrator: Steve Revill Books: Publications Manager: Carl Watson - [email protected] details as above Publications Team: Combine & Individual / Irish: Carl Watson - [email protected] Pocket Book: Carl Watson / Trevor Roots - [email protected] Wagons: Scott Yeates - [email protected] Name Directory: Eddie Rathmill / Trevor Roots - [email protected] USF: Scott Yeates / Carl Watson / Trevor Roots - [email protected] Contents: Officials Contact List .....................................2 Traffic and Traction News................ -

Vintage Trains Business Plan November 2017
Vintage Trains Business Plan November 2017 Disclaimer and Explanatory Note This business plan has been prepared from information provided by the Trustees and Managers of Vintage Trains Charitable Trust to assist potential community subscribers to consider buying community shares in Vintage Trains CBS, a Community Benefit Society. This document is not a prospectus nor investment advertisement, financial promotion or offer under the Financial Services and Markets, Act 2000. Consequently, neither the Trustees, Managers nor the advisers can accept responsibility for any losses arising to persons acting or refraining from action on the material contained in this business plan. Persons considering a financial commitment of any kind should conduct such investigations as they consider necessary to satisfy themselves as to the appropriateness of the financial commitment and the risk of loss or some or all of any financial commitment. Page 2 of 36 Contents 1. Introduction and background ............................................................................................................ 4 1.1 Purpose of the business plan ....................................................................................................... 4 1.2 About Vintage Trains ................................................................................................................... 4 2. The need for the share offer .............................................................................................................. 6 2.1 Purpose of the share offer -

HRA-News-160-April-2020.Pdf
April 2020 The official journal of THE HERITAGE RAILWAY ASSOCIATION Issue 160 UNTIL FURTHER NOTICE Three general managers talk about coping with lockdown New faces at the HRA! COVID-19 Advice and guidance Coal OFFERS 2020 Awards & winners update WANTS Chairman’s Briefing Dates for your Diary Dear Member, November 2020 Right now, you’re trying to see the future for your railway, or your museum, your tramway, your cliff railway. When can you reopen? 10th Autumn Seminar How will finances look? How long will it take things to get back to 11th Autumn Management Forum normal? You’re not alone. Thank goodness for the friendship and solidarity of the heritage railways movement. We’ve always been good at collaboration Inside this edition and sharing, from locomotives and rolling stock, through staff and equipment, to knowledge and ideas. I’m proud to say that the Chairman’s Briefing 2 Chief Exec’s Briefing 3 HRA has contributed to that solidarity and sharing. Today, we’re Covid -19 4 working even harder at our role of supporting all our members, Covid -19 HRA support 6 and helping you all to speak with one voice for the aid and Coal - latest news 10 consideration we’ll be needing over the weeks and months to Coal - key facts 13 come. New Faces at the HRA 14 Members News 15 We can’t help looking ahead. Many of you will be planning for a Friends Tour 16 long, dry season. And that’s wise work. But there’s also plenty of In Memoriam 17 important work to do today. -

Boiler Almost Finished
BOILER ALMOST FINISHED The new smokebox in position on the smokebox saddle on Betton Grange at Tyseley on September 29th. BARRY HAYMAN uilding steam locomotives in the 21st predict when the work will be completed. century is a precarious and expensive A year ago, the best guess was that we business, let no-one persuade you would have the boiler back from Tyseley in Botherwise! late spring of this year, then a number of Just as it is impossible to predict exactly months would be required to put everything how much it costs to build a main line together and perhaps get a fire in the grate tender locomotive, so it is impossible to by November or December. That was until it Autumn Newsletter 2018 WELCOME... was discovered we needed a new front taper the spring, there will be comparatively little section for the boiler and immediately this outstanding work before the locomotive can put us back three months. be steamed. In the event, instead of Tyseley sending However, and this is a big HOWEVER, we the completed boiler to Llangollen, we still have a funding shortage. Our Final Push decided to take the chassis to Tyseley, at fundraising initiative, launched almost a year the end of June, so that once the boiler was ago, is still open. As estimates for the cost of finished it could be trial fitted into the frames outstanding work have changed, the overall so that any snags could be sorted out at cost has gone up and we are still searching Tyseley. The smokebox was placed onto the for around £40k to finish the loco. -

Group Travel 2018 Steam Train Travel Along the Exmoor Coast and Through the Somerset Countryside
West Somerset Railway Group Travel 2018 Steam train travel along the Exmoor coast and through the Somerset countryside. Photographs courtesy of Julia Amies Green Photography www.west-somerset-railway.co.uk Welcome... Somerset County of contrasting beauty and places to see Let the West Somerset Railway Bishops Lydeard (near Taunton), and Minehead on The West Somerset Railway is one of the county’s major tourism attractions, and a great day look after your organisation on a out. If you are planning a longer break in the South West, Somerset has so much to offer. the Somerset Coast. group visit. Scenically, it is one of the most diverse series of landscapes of any English county. There are major We offer group travel at a discounted rate contrasts between the Mendips in the north east around Bath, and the Quantock Hills and Exmoor in the We will do our best to ensure that everyone which comes with the added comfort of west. The south of the county with buildings of “Ham stone” is different again ,and the Somerset Levels are has a great day out, whatever their age or a world apart, flanked by the Bristol Channel and ranges of hills. reserved seating, so that everyone in your interest. We cater for groups of many sizes party can all sit together and have access Places of interest and backgrounds from schools to coach to our catering menu, where you can be Bath is world famous, but you should not miss the beautiful little cathedral city of Wells and neighbouring companies, WI’s and associations. -

Railway Enthusiasts 2018
RAILWAY ENTHUSIASTS 2018 February 2018: A RAILWAY LIFE Andrew gave us a talk about his sometimes-colourful career on the railway, mainly spent at Toton. Starting in November 1970, Andrew was looking for the legendary “Job for Life”, something that was still available back in those days, so applied for a clerical job with British Rail. This was as an ATI (Advanced Traffic Information) clerk, a new system that was being tried out to make sure that traffic could be individually identified. This was a little hit and miss, due to the vagaries of what passed for technology then. Training in touch-typing was seen as a necessity, so off he went with 3 other colleagues to Euston. Mistaken identity nearly got him into trouble but resulted in fortunately gaining a more advantageous post. With yet another system being brought into play, Andrew made a move to Gloucester to steal a march on this new process. A couple of fun years, watching nuclear flasks being derailed, mysterious contents eating a wagon and flying wagons burying themselves in the ground followed, before he was propelled back to Toton. The decline in traffic ended up with the demise of Hump Shunting before a couple of moves found him in Nottingham, on the site where Dunelm now sits. After some fortuitous moves and promotions, Andrew found himself, as privatisation took the freight railway into American hands, in an extremely busy and exacting role. He was trying to win freight back to rail from road, an uphill battle at the best of times. As Development Manager (Central) Andrew was responsible for projects in the South-East, East Anglia and the East Midlands, before changes that for a brief time had him covering projects across most of the country! Things steadied down, very slightly as new territorial lines were drawn and eventually “Central” came to mean the East Midlands, West Midlands, all of Wales and the South West from Southampton westwards. -

Summer Trains Between Exeter and Okehampton
Further information Great Western Railway [email protected] Summer trains GWR.com/contact Follow us: @GWRHelp between Exeter Like us: facebook.com/GWRUK 03457 000 125* (open 0600–2300 daily) Earn Nectar points and Okehampton Buy your train tickets online at GWR.com Don’t miss out on our latest offers, special deals and news. Register at GWR.com/signup OkeRAIL Website - okerail.2day.uk Okehampton to Facebook - OkeRAIL Twitter - @OkeRAILofficial Exeter in 45 minutes dartmoorrailway.com To find out more visit GWR.com In partnership with: *Standard network charges apply. Calls from mobiles may be higher. Information correct at time of print. Valid until September 2019 516304/02 Summer Sunday trains Train times Local attractions Sundays from 19 May until 8 September 2019 Exmouth, Dawlish and Teignmouth between Exeter and Take a trip to the seaside and relax with an Okehampton Exeter to Okehampton ice cream, walk on the beach or go for a swim. St James’ Park 0857 110 0 1426 - Paignton Exeter Central 0900 1103 1429 - From 19 May to 8 September GWR Exeter St Davids 0904 1108 1434 1705 Perfect for a day of sand, sea and sunshine. Great will be running Sunday train services Newton St Cyres - - 1442x - for a trip on the Dartmouth Steam Railway. Crediton 0914 1119 1448 1715 between Exeter and Okehampton. Sampford Courtenay 0941 1145 1514 174 1 Topsham With four trains each way you can plan Okehampton 0950a 1154a 1522a 1750a Historic town full of independent shops and cafés serving the finest local produce. a great day out. Okehampton to Exeter Okehampton 0953 1214 1552 1756 Okehampton Castle Sample ticket prices* Sampford Courtenay 1001 1222 1600 1804 Ever present yet strangely invisible. -

Somerset Routes
Minehead Dunster Blue Anchor Washford Clevedon Clevedon Tyntesfield Oakham Station Station Station Station Lambretta Weston-Super-Mare (Wraxall)Treasures Exmoor Classic West Somerset Scooter Museum Pier Court Car Collection Rural Life Museum Museum (W-s-M) (Portbury) (Porlock) (Allerford) Helicopter Stogursey Castle Kilve Chantry Nether Stowey Castle Brean Down Museum (W-s-M) & Fort Coleridge Cottage Minehead Dunster WorkingDunster CastleDunster DollsBlue Anchor Somerset &Cleeve Dorset Abbey (Nether Stowey) Water Mill Museum Railway MuseumRailway Museum(Washford) Museum of MethodismDovery Manor HolnicoteBurgundy Estate Chapel (Selworthy) (Washford) Burnham-on-Sea From Bristol in West Somerset (Porlock)Museum (Porlock) Watchet Axbridge & Lighthouse District Museum Market House (King John’s Dolebury Warren Museum Brent Knoll Hunting Lodge) Hill Fort Blake Museum Hill Fort Cheddar Caves & Gorge: West Somerset Mineral Railway Watchet (Bridgwater) Museum of Prehistory (Brendon Hills) Boat Museum Somerset Brick Watchet & Tile Museum Ashton Windmill Charterhouse (Bridgwater) Farleigh Hungerford Washford Radio Museum Barford (at Tropiquaria) Sweets Peat and Priddy Barrows Castle Park Westonzoyland Combe Sydenham Hall Pumping Station Science Museum Mells From North Devon Bakelite Museum (Enmore) & Country Park (Monksilver) Fyne Court Museum Wookey (Williton) Frome Museum (Broomfield) Hole Caves West Somerset Railway Battle of Abbot’s Fish & Museum Nunney Castle Cothay Manor and Gardens (Bishops Lydeard) Water Mill & Hestercombe Sedgemoor House -

Fatal Accident at Tyseley Depot 14 December 2019
Rail Accident Report Fatal accident at Tyseley depot 14 December 2019 Report 09/2020 October 2020 This investigation was carried out in accordance with: l the Railway Safety Directive 2004/49/EC l the Railways and Transport Safety Act 2003 l the Railways (Accident Investigation and Reporting) Regulations 2005. © Crown copyright 2020 You may re-use this document/publication (not including departmental or agency logos) free of charge in any format or medium. You must re-use it accurately and not in a misleading context. The material must be acknowledged as Crown copyright and you must give the title of the source publication. Where we have identified any third party copyright material you will need to obtain permission from the copyright holders concerned. This document/publication is also available at www.gov.uk/raib. Any enquiries about this publication should be sent to: RAIB Email: [email protected] The Wharf Telephone: 01332 253300 Stores Road Website: www.gov.uk/raib Derby UK DE21 4BA This report is published by the Rail Accident Investigation Branch, Department for Transport. Preface Preface The purpose of a Rail Accident Investigation Branch (RAIB) investigation is to improve railway safety by preventing future railway accidents or by mitigating their consequences. It is not the purpose of such an investigation to establish blame or liability. Accordingly, it is inappropriate that RAIB reports should be used to assign fault or blame, or determine liability, since neither the investigation nor the reporting process has been undertaken for that purpose. RAIB’s findings are based on its own evaluation of the evidence that was available at the time of the investigation and are intended to explain what happened, and why, in a fair and unbiased manner. -
The Platform
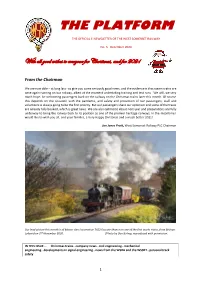
THE PLATFORM THE OFFICIAL E-NEWSLETTER OF THE WEST SOMERSET RAILWAY No. 5 December 2020 With all good wishes to everyone for Christmas, and for 2021 From the Chairman We are now able – at long last - to give you some seriously good news, and the evidence is that steam trains are once again running on our railway, albeit at the moment undertaking training and test runs. We will, we very much hope, be welcoming passengers back on the railway on the Christmas trains later this month. Of course this depends on the situation with the pandemic, and safety and protection of our passengers, staff and volunteers is always going to be the first priority. But our passengers share our optimism and some of the trains are already fully booked, which is great news. We are also optimistic about next year and preparations are fully underway to bring the railway back to its position as one of the premier heritage railways. In the meantime I would like to wish you all, and your families, a Very Happy Christmas and a much better 2021! Jon Jones Pratt, West Somerset Railway PLC Chairman Our lead picture this month is of Manor class locomotive 7822 Foxcote Manor on one of the first works trains, from Bishops Lydeard on 2nd November 2020. [Photo by Don Bishop, reproduced with permission. IN THIS ISSUE…. Christmas trains…company news…civil engineering…mechanical engineering…developments in signal engineering…news from the WSRA and the WSSRT…personal track safety 1 Christmas Trains Trains have been operating from Bishops Lydeard to Williton and back over the last few weeks.