DG 1100 Structural Miter Band
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Structural RENOVATION Encountering Historic Metals in Renovations by Ciro Cuono, P.E., and Christopher Ribeiro, E.I.T
structural RENOVATION Encountering Historic Metals in Renovations By Ciro Cuono, P.E., and Christopher Ribeiro, E.I.T. tructural steel has been a dominant building material for more than 100 Syears. Although steel is not considered a particularly remarkable material today, Vaclav Smil’s book, Still the Iron Age, illustrates how important iron and steel have been and continue to be in industrialized societies. For a struc- tural engineer working on historic renovations and adaptive reuse of pre-war buildings, working knowledge of the history, development, and metallurgy of structural metals is necessary for the engineer to be effective and efficient. Figure 1. A sample of a wrought-iron beam flange. The three primary ferrous metals used in building construction from create various shapes; it has good compressive strength and low tensile approximately the 1850s to the 1920s were cast iron, wrought iron, strength. Wrought iron is a more malleable or workable (hence the and structural steel. All three materials are man-made metals (alloys) name “wrought”) alloy of iron with low carbon content and good whose primary ingredient is iron. The industrial revolution of the 18th tensile and compressive strengths. Both metals were used in early build- and 19th centuries brought iron making technology to an advanced ing structures, particularly industrial buildings in England, to replace state where cast iron and then wrought iron could be mass-produced and span farther than the heaviest timbers available. Steel, which is and used, first in transportation and then building projects. also an alloy of iron with low carbon content and other elements such Iron technology was used and developed predominantly in Europe, as manganese, silicon, sulfur, and phosphorus, eventually replaced China, the Middle East, and India. -

ITEM 442 METAL for STRUCTURES 442.1. Description. This Item Shall
ITEM 442 METAL FOR STRUCTURES 442.1. Description. This Item shall govern for all structural steel, high strength bolts, forgings, steel castings, iron castings, wrought iron, bronze, steel pipe and tubing, aluminum castings and tubing, and other miscellaneous metals used in structures, except reinforcing steel and metal culvert pipe. 442.2. Process. All ferrous metals furnished for use under these specifications shall be made by one or more of the following processes only: Open-hearth, basic oxygen, or electric furnace. Mill test reports, supplemental test documentation and certifications required by this Item shall be furnished to the Engineer. 442.3. Structural Steel. (1) Steel for Bridge Structures. The material required for steel bridge structures shall be shown on the plans under the following designations: (a) Structural Steel-HYC - When shown on the plans and in the proposal as Structural Steel- HYC, the material shall conform to the requirements of ASTM A 709 Grade 250. (b) Structural Steel-HS - When shown on the plans and in the proposal as Structural Steel- HS, the material shall conform to the requirements of ASTM A 709 Grade 345 or Grade 345W. The use of either Grade 345 or Grade 345W shall be at the Contractor's discretion for painted structures, but Grade 345W must be used when weathering steel is specified. (c) Structural Steel-XHS - When shown on the plans and in the proposal as Structural Steel- XHS, the material shall conform to the requirements of ASTM A 709 Grade 485W, Grade 690, or Grade 690W. The Grade of material required shall be designated on the plans; if Grade 690 is specified, the use of either Grade 690 or Grade 690W shall be at the Contractor's discretion for painted structures, but Grade 690W must be used when weathering steel is specified. -

05100-1 of 5
05100-1 of 5 SECTION 05100 STRUCTURAL STEEL 05100.01 GENERAL A. Description Structural steel shall include, but not necessarily be limited to, furnishing and erecting structural steel in accordance with the Contract Documents, or as directed by the Engineer. Structural steel shall be fabricated and erected in accordance with the AISC “Specifications for the Design, Fabrication and Erection of Structural Steel for Buildings” and the “Code of Standard Practice for Steel Buildings and Bridges”. B. Related Work Included Elsewhere Painting; Section 09900. C. Quality Assurance 1. The Engineer will inspect all materials and work to ensure compliance with the Contract Documents. 2. Shop and field welds may be inspected in accordance with AWS D 1.1. Welds requiring repairs will be reinspected after repairs are made. 3. Field assembled bolted construction may be inspected in accordance with AISC "Specifications for Structural Joints Using A325 or A490 Bolts". D. Submittals 1. Shop Drawings Shop drawings shall be submitted as specified in the "General Provisions" for all structural steel. The shop drawings shall include the following information: a. Complete information necessary for the fabrication of the component parts of the structure or structures, including location, type and size of all bolts and shop welds. Welds shall be indicated by standard AWS welding symbols. b. Erection plans and details indicating required sequence of construction and temporary bracing where applicable. c. Surface finishes, shop paint system or other coating as specified in Section 05100.03 and/or 09900.03. Published: 01/01 Revised: STRUCTURAL STEEL 05100-2 of 5 2. Certificates of Compliance Certificates of compliance shall be submitted as specified in the "General Provisions" for all structural steel stating that the material furnished meets the requirements specified in Section 05100.02. -

SCI P172 Castings in Construction, 1996
P172: Castings in Construction Discuss me ... SCI PUBLICATION 172 Castings in Construction Nancy R Baddoo MA, CEng, MICE Published by: The Steel Construction Institute Silwood Park, Ascot Berkshire SL5 7QN Telephone: 01 344 23345 Fax: 01344 22944 Created on 22 July 2009 This material is copyright - all rights reserved. Use of this document subject to the terms and conditions Steelbiz Licence Agreement P172: Castings in Construction Discuss me ... 0 1996 The Steel Construction Institute Apart from any fair dealing for the purposes of research or private study or criticismor review, as permitted under the Copyright Designs and Patents Act, 1988, this publicationmay not be reproduced, stored, or transmitted, in any form or by any means, without the prior permission in writingof the publishers, or in the case of reprographic reproduction only in accordance with the terms of the licences issued by theUK Copyright Licensing Agency, or in accordance with the terms of licences issued by the appropriate Reproduction Rights Organisation outside the m. Enquiries concerning reproduction outside the terms stated here should be sent to the publishers, The Steel Construction Institute, at the address given on the title page. Although care has been taken to ensure, to the bestof our knowledge, that all data and information contained herein are accurate to the extent that they relate to either mattersof fact or accepted practiceor matters of opinion at the time of publication, The Steel Construction Institute, the authors and the reviewers assume no responsibility for any errors in or misinterpretations of such data and/or information or any loss or damage arising from or related to their use. -
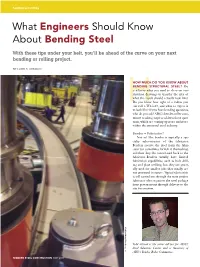
What Engineers Should Know About Bending Steel
bending and rolling What Engineers Should Know About Bending Steel With these tips under your belt, you’ll be ahead of the curve on your next bending or rolling project. BY TODD A. ALWOOD HOW MUCH DO YOU KNOW ABOUT BENDING STRUCTURAL STEEL? Do you know what you need to show on con- struction drawings to transfer the idea of what the result should actually look like? Do you know how tight of a radius you Hcan roll a W12×19, and what to expect it to look like? If you have bending questions, who do you ask? AISC’s bender-roller com- mittee is taking steps to address these ques- tions, which are coming up more and more within the structural steel industry. Bender = Fabricator? Not so! The bender is typically a spe- cialty subcontractor of the fabricator. Benders receive the steel from the fabri- cator (or sometimes furnish it themselves), and then ship the curved steel back to the fabricator. Benders usually have limited fabrication capabilities, such as hole drill- ing and plate welding, but they are gener- ally used for smaller jobs that usually are not structural in nature. Typical fabrication is still carried out through the main project fabricator who organizes the steel package from procurement through delivery to the site for erection. Kottler Metal Products, Inc. Kottler Metal Products, Todd Alwood is the senior advisor for AISC’s Steel Solutions Center and is Secretary of AISC’s Bender-Roller Committee. MODERN STEEL CONSTRUCTION MAY 2006 Common Terminology and Essential Dimensions for Curving Common Hot-Rolled Shapes There’s only one type of bending, right? Nope! There are five typical methods of bending in the industry: roll- ing, incremental bending, hot bending, rotary-draw bending, and induc- tion bending. -

Section 051200
Security Upgrade Contract # 2009-1117 SECTION 05 12 00 - STRUCTURAL STEEL FRAMING PART 1 - GENERAL 1.1 SUMMARY A. Section Includes: 1. Structural steel. 1.2 DEFINITIONS A. Structural Steel: Elements of structural-steel frame, as classified by AISC 303, "Code of Standard Practice for Steel Buildings and Bridges." 1.3 SUBMITTALS A. Shop Drawings: Show fabrication of structural-steel components. 1. Include details of cuts, connections, splices, camber, holes, and other pertinent data. 2. Include embedment drawings. 3. Indicate welds by standard AWS symbols, distinguishing between shop and field welds, and show size, length, and type of each weld. Show backing bars that are to be removed and supplemental fillet welds where backing bars are to remain. 4. Indicate type, size, and length of bolts, distinguishing between shop and field bolts. B. Paint Compatibility Certificates: From manufacturers of topcoats applied over shop primers, certifying that shop primers are compatible with topcoats. C. Mill test reports for structural steel, including chemical and physical properties. 1.4 QUALITY ASSURANCE A. Welding Qualifications: Qualify procedures and personnel according to AWS D1.1/D1.1M, "Structural Welding Code - Steel." B. Comply with applicable provisions of the following specifications and documents: 1. AISC 360. 2. RCSC's "Specification for Structural Joints Using ASTM A 325 or A 490 Bolts." 1.5 DELIVERY, STORAGE, AND HANDLING A. Store materials to permit easy access for inspection and identification. Keep steel members off ground and spaced by using pallets, dunnage, or other supports and spacers. Protect steel members and packaged materials from corrosion and deterioration. 1. Do not store materials on structure in a manner that might cause distortion, damage, or overload to members or supporting structures. -

The Hobbyist's Guide to Casting Metal
THE HOBBYIST'S GUIDE TO CASTING METAL ND 2 EDITION BEN BAKER This work is licensed under the Creative Commons Attribution-Noncommercial-Share Alike 3.0 United States License. To view a copy of this license, visit http://creativecommons.org/licenses/by-nc-sa/3.0/us/ or send a letter to Creative Commons, 171 Second Street, Suite 300, San Francisco, California, 94105, USA. To view a free online version of this work, visit http://prometheus.vndv.com/tutorial.html. Acknowledgments Thanks to the members of the BackyardMetalcasting.com forums, without which this book would never have existed. i Disclaimer Many of the activities described in this book are very dangerous. I make an attempt to point out some specific safety precautions as they come up, but there is no way I can point out every conceivable danger. I'm not a professional foundryman, scientist, or engineer, just a hobbyist—so there may be dangers that I don't even know about. For that matter, any advice I give could be wrong or even dangerous in certain situations. I can't be held responsible for any harm that comes to person or property as a result of following my advice or using any of the information in this book. Remember, the extremely high temperatures that liquid metal can reach are more than enough to send you to the hospital or kill you, or to set fire to anything nearby (like your house). Other activities, like welding or machining, present their own very serious dangers. iii TABLE OF CONTENTS Table of Contents Introduction...........................................................................................................................1 -

Norseman Drill and Tool
Hole Expansion Tools & Sets BRIDGE REAMERS, HOLE HOG™ & STEP REAMERS Type 54-AG -Straight Flute Type 55-AG -Spiral Flute Bridge Reamers - Straight & Spiral Flutes - Taper Shank High-Speed Steel, Surface Treated • These special Hi-Tungsten tool steel reamers with gold surface treated body and clearance are designed to be used with Taper shank equipment . • They are available in both straight and spiral flute configuration and are designed for heavy-duty reaming as encountered in the fabrication of structural steel assemblies, bridge erection, and ship construction . Black & Gold TYPE 54-AG STRAIGHT FLUTE TYPE 55-AG SPIRAL FLUTE Diameter Flute Overall Taper Qty. Diameter Flute Overall Taper Qty. Part # Inches Length Length Shank per/pack Part # Inches Length Length Shank per/pack 81630 7/16" 4-3/8 8-1/4 #2 1 83310 7/16" 4-3/8 8-1/4 #2 1 81640 1/2" 5-1/8 9 #2 1 83320 1/2" 5-1/8 9 #2 1 81650 9/16" 5-1/8 9 #2 1 83330 9/16" 5-1/8 9 #2 1 81660 5/8" 6-1/8 10 #2 1 83340 5/8" 6-1/8 10 #2 1 81670 11/16" 7-1/8 11-3/4 #3 1 83350 11/16" 7-1/8 11-3/4 #3 1 81680 3/4" 7-3/8 12 #3 1 83360 3/4" 7-3/8 12 #3 1 81690 13/16" 7-3/8 12 #3 1 83370 13/16" 7-3/8 12 #3 1 81700 7/8" 7-3/8 12 #3 1 83380 7/8" 7-3/8 12 #3 1 81710 15/16" 7-3/8 12 #3 1 83390 15/16" 7-3/8 12 #3 1 81720 1" 7-3/8 12 #3 1 83400 1" 7-3/8 12 #3 1 Step Reamers 81730 1-1/16" 7-3/8 12 #3 1 83410 1-1/16" 7-3/8 12 #3 1 & 81740 1-1/8" 7-3/8 12 #3 1 83420 1-1/8" 7-3/8 12 #3 1 ™ 81750 1-3/16" 7-3/8 12 #3 1 83430 1-3/16" 7-3/8 12 #3 1 g 81760 1-1/4" 7-3/8 13 #4 1 83440 1-1/4" 7-3/8 13 #4 1 81770 1-5/16" 7-3/8 13 #4 1 83450 1-5/16" 7-3/8 13 #4 1 Type 134-AG & Sets Type 78-GR -Gold Oxide Hole Ho Hole Hog™ 1/2" Shank 4-Flute Core Drill & Super Premium, 3-Flats on Shank Type 78-ZR -White Gold & SETS NEW • The 4-flute design eliminates the catching and hogging-in HSS Step Reamers, 3-Flats on Shank experienced with standard S&D drills when breaking through thinner • Accurately starts, enlarge and deburrs in holes in materials such as truck frames . -

ADLER Metalworking Bandsaw Blades Brochure Digital
1300 90 50 75 METALWORKING & SAFETY PRODUCTS addler.com.au METALWORKING BANDSAW BLADES Excision® M42 Cobalt Bandsaw Blades (Regular) Versatile Bi-Metal Bandsaw Blade with 8% Cobalt content Regular Tooth shape suits a huge range of cutting applications Suitable for use on metals with hardness up to 44HRc Ideal For: Mild Steel, Stainless Steel, Aluminium, Brass, Copper, Cast Iron, Fibreglass, Wood Angle Flat Bar & Plate Sheet Round Bar Square Bar Square Tube Pipe Round Tube Beams Channel Excision® M42 Cobalt Bandsaw Blades (Prole) Specialised Bi-Metal Bandsaw Blade with 8% Cobalt content Prole Tooth shape suits vibration-susceptible applications such as bundle cutting Suitable for use on metals with hardness up to 44HRc Ideal For: Mild Steel, Stainless Steel, Aluminium, Brass, Copper, Cast Iron Angles - Bundled Round Bar - Bundled Channel - Bundled Beams - Bundled Round Tube - Bundled Square Tube - Bundled Excision® M51 Cobalt Bandsaw Blades Premium Bi-Metal Bandsaw Blade with 10% Cobalt and 10% Tungsten content Hook Tooth shape for fast cutting of larger solid sections Suitable for use on metals with hardness up to 50HRc Ideal For: Mild Steel, Stainless Steel, Aluminium, Brass, Copper, Cast Iron, Titanium, Hardened Steel Pipe Flat Bar & Plate Round Bar Square Bar Excision® B0 TCT Bandsaw Blades Premium Tungsten Carbide Tipped (TCT) Bandsaw Blades Triple Chip Tooth geometry for fast and accurate cutting of larger solid sections Suitable for use on metals with hardness up to 64HRc Ideal For: Mild Steel, Stainless Steel, Aluminium, Brass, -

Steel and Iron Materials
Rules for Classification and Construction II Materials and Welding 1 Metallic Materials 2 Steel and Iron Materials Edition 2009 The following Rules come into force on April 1st, 2009 Alterations to the preceding Edition are marked by beams at the text margin. Germanischer Lloyd Aktiengesellschaft Head Office Vorsetzen 35, 20459 Hamburg, Germany Phone: +49 40 36149-0 Fax: +49 40 36149-200 [email protected] www.gl-group.com "General Terms and Conditions" of the respective latest edition will be applicable (see Rules for Classification and Construction, I - Ship Technology, Part 0 - Classification and Surveys). Reproduction by printing or photostatic means is only permissible with the consent of Germanischer Lloyd Aktiengesellschaft. Published by: Germanischer Lloyd Aktiengesellschaft, Hamburg Printed by: Gebrüder Braasch GmbH, Hamburg II - Part 1 Table of Contents Chapter 2 GL 2009 Page 3 Table of Contents Section 1 Steel Plates, Strips, Sections and Bars A. General Rules ............................................................................................................................. 1- 1 B. Normal and Higher Strength Hull Structural Steels ................................................................... 1- 5 C. Unalloyed Steels for Welded Structures ..................................................................................... 1- 16 D. High-Strength Steels for Welded Structures ............................................................................... 1- 17 E. Steels for Steam Boilers and Pressure Vessels -
Reamers in the U.S.A
L&I has been manufacturing precision ground reamers in the U.S.A. for over 78 years. Offering the largest selection of in-stock reamer styles and sizes. L&I manufacturing facility. Michigan - USA Featured in this catalog: ● Hundreds of new added sizes. ● The biggest offering of Intermediate Decimal Size Reamers in the world. ● 91 reamer sets in the choices of metal cases, wood cases, and plastic pouches. ● Silver & Deming reamers; exclusive stock item. ● Stub Screw Machine Reamers sizes by .0001", from 0.0961" to 1.0100". ● Production Length Reamers. ● Extra Long Chucking Reamers in 6", 8", and 12” overall lengths. ● Solid Carbide & Carbide Tipped Reamers. ● Aligning, Aligning Hex Shank, Construction, Bridge, and Car Reamers. ● Taper Pin Reamers available in Straight, Spiral, or Helical Flute. Find the correct reamer for every job application. Alterations per print available, see quote form on page 59-61. Index ® Description List # Page Pictorial Chucking Reamers & Sets H.S. Straight Flute LV533 H.S. Right Hand Spiral, Right Hand Cut LV535 H.S. Left Hand Spiral, Right Hand Cut LV535L 4-10 Cobalt, Straight Flute 1533 Cobalt, Right Hand Spiral, Right Hand Cut 1535 Decimal Chucking Reamers H.S. Straight Flute LV533 H.S. Right Hand Spiral, Right Hand Cut LV535 H.S. Left Hand Spiral, Right Hand Cut LV535L 11-28 Cobalt, Straight Flute 1533 Cobalt, Right Hand Spiral, Right Hand Cut 1535 Dowel Pin Reamers & Sets H.S. Straight Flute LV570DP H.S. Right Hand Spiral, Right Hand Cut LV575DP 29 Cobalt, Straight Flute 1570DP Cobalt, Right Hand Spiral, Right Hand Cut 1575DP Dowel Pin Reamers & Sets Production/CNC/Jobber Drill Length 29 H.S. -

Comparison of Different Material Cutting Technologies in Terms of Their Impact on the Cutting Quality of Structural Steel
M. Harničárová, J. Zajac, A. Stoić Usporedba utjecaja različitih tehnologija rezanja materijala na kvalitetu reza konstrukcijskih čelika ISSN 1330-3651 UDC/UDK 621.791.94:669.14.018.29 COMPARISON OF DIFFERENT MATERIAL CUTTING TECHNOLOGIES IN TERMS OF THEIR IMPACT ON THE CUTTING QUALITY OF STRUCTURAL STEEL Marta Harničárová, Jozef Zajac, Antun Stoić Subject review The paper deals with a comparison of the most frequently used thermal cutting technologies applied to the structural, low carbon steel EN S355J0 in engineering enterprises with a focus on experimental measurement and evaluation of characteristics of the heat affected zone. It gives a mutual comparison of these technologies in terms of the achieved heat affected zone. The goal of this paper was to use the property changes in the used material (affected by laser, plasma arc and oxygen cutting) as the quality indicator of the cutting process. Keywords: heat affected zone, metallography, structural steel, quality, thermal cutting Usporedba utjecaja različitih tehnologija rezanja materijala na kvalitetu reza konstrukcijskih čelika Pregledni članak U radu se daje usporedbanajčešće korištenih toplinskih postupaka rezanja, koje koriste proizvodne tvrtke, u primijeni na konstrukcijskom , nisko ugljičn om čeliku EN S355J0 s naglaskom na eksperimentalna mjerenja i vrednovanje svojstava zone utjecaja topline. Rad prikazuje usporedbu tih tehnologija u kontekstu dobivene zone utjecaja topline. Cilj ovog rada je korištenje spoznaje o promjenama svojstava korištenog materijala na površini reza (dobivene laserom, plazmom i plinskim rezanjem) kao pokazatelja kvalitete procesa rezanja. Ključne riječi: konstrukcijski čelik, kvaliteta, metalografija, toplinsko rezanje, zona utjecaja topline 1 technologies [10] for a given type of steel in practice. The Introduction measurements of micro hardness within the heat affected Uvod zone provide an important piece of information and vision about the thermal influence on a basic material.