Control of Volatile Organic Compound Emissions from Batch Processes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Comparison of Chemical Wet Scrubbers and Biofiltration For
Journal of Chemical Technology and Biotechnology J Chem Technol Biotechnol 80:1170–1179 (2005) DOI: 10.1002/jctb.1308 Comparison of chemical wet scrubbers and biofiltration for control of volatile organic compounds using GC/MS techniques and kinetic analysis James R Kastner∗ and Keshav C Das Department of Biological and Agricultural Engineering, The University of Georgia, Athens, GA, 30602, USA Abstract: Increasing public concerns and EPA air regulations in non-attainment zones necessitate the remediation of volatile organic compounds (VOCs) generated in the poultry-rendering industry. Wet scrubbers using chlorine dioxide (ClO2) have low overall removal efficiencies due to lack of reactivity with aldehydes. Contrary to wet scrubbers, a biofilter system successfully treated the aldehyde fraction, based on GC/MS analysis of inlet and outlet streams. Total VOC removal efficiencies ranged from 40 to 100% for the biofilter, kinetic analysis indicated that the overall removal capacity approached 25 g m−3 h−1, and aldehyde removal efficiency was significantly higher compared with chemical wet scrubbers. Process temperatures monitored in critical unit operations upstream from the biofilter varied significantly during operation, rising as much as 30 ◦C within a few minutes. However, the outlet air temperature of a high intensity scrubber remained relatively constant at 40 ◦C, although the inlet air temperature fluctuated from 50 to 65 ◦C during monitoring. These data suggest a hybrid process combining a wet scrubber and biofilter in series could be used to improve overall VOC removal efficiencies and process stability. 2005 Society of Chemical Industry Keywords: odor; volatile organic compounds (VOC); aldehydes; wet scrubber; biofilter; gas chromatography; mass spectrometry INTRODUCTION and odor complaints have resulted in the need for low Rendering operations convert organic wastes (feathers, cost, effective treatment options. -

Common Duct Insulation Materials Supplement F
Supplement F Common Duct Insulation Materials The Washington State Energy Code (WSEC) Hotline has received questions about different types and thicknesses of duct insulation. There appears to be some confusion about Table 5-11 of the WSEC which lists the minimum densities, out-of-packages thickness and R-values for different types of duct insulation. Table F-1 shows what the R-values are for varying thicknesses and types of duct insulation in a better layout than Table 5-11. This table also lists the ASTM and UL. Table F-1 R-Values for Common Duct Insulation Materials Installed R-Value1 Typical Material meeting or exceeding the given R-value2 (h.°F sq.ft.)/Btu 1/2-inch Mineral fiber duct liner per ASTM C 1071, Type I 1.9 1-inch Mineral fiber duct wrap per ASTM C 1290 1-inch Mineral fiber duct liner per ASTM C 1071, Types I & II 1-inch Mineral fiber board per ASTM C 612, Types I & IB 3.5 1-inch Mineral fiber duct board per UL 181 1-1/2-inch Mineral fiber duct wrap per ASTM C 1290 1-inch Insulated flex duct per UL 181 1-1/2-inch Mineral fiber duct liner per ASTM C 1071 1-1/2-inch Mineral fiber duct board per UL 181 1-1/2-inch Mineral fiber board per ASTM C 612, Types IA & IB 6.0 2-inch, 2 lb/cu.ft. Mineral fiber duct wrap per ASTM C 1290 2-1/2-inch, .6 to 1 lb/cu.ft. Mineral fiber duct wrap per ASTM C 1290 2-1/2-inch Insulated flex duct per UL 181 2-inch Mineral fiber duct liner per ASTM C 1071, Types I & II 2-inch Mineral fiber Duct board per UL 181 8.0 2-inch Mineral fiber board per ASTM C 612, Types 612, Types I! & IB 3-inch 3/4 lb/cu.ft. -

Whole-House Duct Mount Hepa Air Cleaner
MODEL DA-HEPADM400-VS WHOLE-HOUSE DUCT MOUNT HEPA AIR CLEANER Description The DIRECT AIR Whole House Duct Mount HEPA Cabinet Construction Features Air Cleaner has been designed to remove atmospheric and household dust, coal dust, One piece wrap, steel cabinet has powder-coat insecticide dust, mites, pollen, mold spores, fungi, paint finish to provide rigid installation and durabil- bacteria, viruses, pet dander, cooking smoke and ity. grease, tobacco smoke particles, and more down Pre-punched openings at back of unit and mount- to 0.3 micron (1/84,000 of an inch) with 99.97% ing template are provided for easier duct mount efficiency on the first pass of air. installation; no external ducting required. It’s ideal for homes that have tight space condi- Pre-punched openings at top and bottom of unit tions in their furnace/air conditioning rooms. This facilitate collar mount installation. unit is compact and can be installed directly on the return air vent. It can also be mounted directly to Media Replacement Filters the furnace and collar mounted to the return air duct to save space. PART REPLACE Ideal for homes with allergy, asthma or respiratory NUMBER DESCRIPTION EVERY sufferers, smokers, pets, cooking odors and musti- ness. DMH4-0400 HEPA Media Filter 2-3 years Helps protect and prolong the operating efficiency of the heating and cooling equipment. DMH4-0855 Prefilter, MERV 11 3-6 months Standard Features DMH4-0810 Carbon Prefilter 3-6 months Highly Efficient MERV 11 Prefilter removes lint and hair before they enter HEPA filter. Activated Carbon Prefilter removes odors to ex- tend the life of the HEPA filter. -
Application Note Wet Flue Gas Desulfurization Scrubbers Power: Environmental
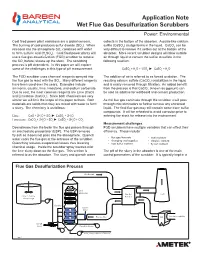
Application Note Wet Flue Gas Desulfurization Scrubbers Power: Environmental Coal fi red power plant emissions are a global concern. collects in the bottom of the absorber. A paste-like calcium The burning of coal produces sulfur dioxide (SO2). When sulfi te (CaSO3) sludge forms in the liquid. CaCO3 can be released into the atmosphere SO2 combines with water very diffi cult to remove if it settles out at the bottom of the to form sulfuric acid (H2SO4). Coal fi red power plants will absorber. More recent scrubber designs will blow outside use a fl ue gas desulfurization (FGD) scrubber to remove air through liquid to convert the sulfi te to sulfate in the the SO2 before release up the stack. The scrubbing following reaction. process is pH dependent. In this paper we will explore some of the challenges in this type of pH measurement. CaSO3 + H2O + 1/2O2 ► CaSO4 + H2O The FGD scrubber uses chemical reagents sprayed into The addition of air is referred to as forced oxidation. The the fl ue gas to react with the SO2. Many different reagents resulting calcium sulfate (CaCO4) crystallizes in the liquid have been used over the years. Examples include and is easily removed through fi ltration. An added benefi t ammonia, caustic, lime, limestone, and sodium carbonate. from the process is that CaCO4 (known as gypsum) can Due to cost, the most common reagents are Lime (CaO) be sold as additive for wallboard and cement production. and Limestone (CaCO3). Since both chemicals are very similar we will limit the scope of this paper to them. -

2.2 Sewage Sludge Incineration
2.2 Sewage Sludge Incineration There are approximately 170 sewage sludge incineration (SSI) plants in operation in the United States. Three main types of incinerators are used: multiple hearth, fluidized bed, and electric infrared. Some sludge is co-fired with municipal solid waste in combustors based on refuse combustion technology (see Section 2.1). Refuse co-fired with sludge in combustors based on sludge incinerating technology is limited to multiple hearth incinerators only. Over 80 percent of the identified operating sludge incinerators are of the multiple hearth design. About 15 percent are fluidized bed combustors and 3 percent are electric. The remaining combustors co-fire refuse with sludge. Most sludge incinerators are located in the Eastern United States, though there are a significant number on the West Coast. New York has the largest number of facilities with 33. Pennsylvania and Michigan have the next-largest numbers of facilities with 21 and 19 sites, respectively. Sewage sludge incinerator emissions are currently regulated under 40 CFR Part 60, Subpart O and 40 CFR Part 61, Subparts C and E. Subpart O in Part 60 establishes a New Source Performance Standard for particulate matter. Subparts C and E of Part 61--National Emission Standards for Hazardous Air Pollutants (NESHAP)--establish emission limits for beryllium and mercury, respectively. In 1989, technical standards for the use and disposal of sewage sludge were proposed as 40 CFR Part 503, under authority of Section 405 of the Clean Water Act. Subpart G of this proposed Part 503 proposes to establish national emission limits for arsenic, beryllium, cadmium, chromium, lead, mercury, nickel, and total hydrocarbons from sewage sludge incinerators. -
Guideline on Through Penetration Firestopping
GUIDELINE ON THROUGH-PENETRATION FIRESTOPPING SECOND EDITION – AUGUST 2007 SHEET METAL AND AIR CONDITIONING CONTRACTORS’ NATIONAL ASSOCIATION, INC. 4201 Lafayette Center Drive Chantilly, VA 20151-1209 www.smacna.org GUIDELINE ON THROUGH-PENETRATION FIRESTOPPING Copyright © SMACNA 2007 All Rights Reserved by SHEET METAL AND AIR CONDITIONING CONTRACTORS’ NATIONAL ASSOCIATION, INC. 4201 Lafayette Center Drive Chantilly, VA 20151-1209 Printed in the U.S.A. FIRST EDITION – NOVEMBER 1996 SECOND EDITION – AUGUST 2007 Except as allowed in the Notice to Users and in certain licensing contracts, no part of this book may be reproduced, stored in a retrievable system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of the publisher. FOREWORD This technical guide was prepared in response to increasing concerns over the requirements for through-penetration firestopping as mandated by codes, specified by system designers, and required by code officials and/or other authorities having jurisdiction. The language in the model codes, the definitions used, and the expectations of local code authorities varies widely among the model codes and has caused confusion in the building construction industry. Contractors are often forced to bear the brunt of inadequate or confusing specifications, misunderstandings of code requirements, and lack of adequate plan review prior to construction. This guide contains descriptions, illustrations, definitions, recommendations on industry practices, designations of responsibility, references to other documents and guidance on plan and specification requirements. It is intended to be a generic educational tool for use by all parties to the construction process. Firestopping Guideline • Second Edition iii FIRE AND SMOKE CONTROL COMMITTEE Phillip E. -

Duct Liner Insulation
Duct Liner Insulation Product Performance for Lining HVAC Ducts ABOUT K-FLEX USA K-FLEX USA IS A LEADING MANUFACTURER In April 2012, K-FLEX USA was awarded of closed cell flexible elastomeric foam with ISO 9001:2008 certification by FM insulation products for mechanical Approvals. The independent certification piping, air handling units and vessels. demonstrates the company’s commitment to quality. Designed for ease of installation and reliable performance, K-FLEX® products K-FLEX products have proven performance provide excellent thermal and acoustical in the Plumbing, HVAC/R, Commercial/ performance, including inherent Industrial, Marine, Oil & Gas, Acoustic resistance to moisture intrusion. and OEM Markets. Youngsville, NC Headquarters K-FLEX USA prides itself on being As a member of the IK Insulation Group, responsive to the market, providing K-Flex USA delivers state-of-the-art levels dependable service to customers of technical knowledge and customer throughout North America, bringing an support to the global mechanical innovative approach to product offerings, insulation market. and having products that are 3rd party tested and certified. ISO 9001 CERTIFIED COMPANY HISTORY 2001 Nomaco Insulation and 1989 L’Isolante K-FLEX joined to 2004 1965 L’Isolante K-FLEX was formed. form Nomaco K-FLEX (NKF). NKF acquired RBX’s mechanical insulation Rubatex was formed. business. 1975 1999 2002 2008 Halstead was formed and INSUL-TUBE® Rubatex acquired NKF entered into a Sales & L’Isolante K-FLEX and became a well-known product brand. Halstead -

Odor Control System
ODOR CONTROL SYSTEM What is an Odor? An odor is defined as a sensation resulting from the reception of a stimulus by the olfactory sensory system. Controlling odors is an important consideration for protecting the environment and our community amenity. Odors can be generated from a vast range of sources including sewage treatment processes and industrial effluents. Odor Control Technologies Typical odor emission control applications are the removal of odor from sewage treatment plants & sewage wet waste. Odor related complaints from communities surrounding WWTPs have been increasing for many WWTPs. Here, several emission sources need odor control equipment, e.g. such as pump stations, wet wells, sludge dewatering, manholes, air valve chambers, and sludge trans-shipment operations from silo into trucks. Sewage odor consists of mainly hydrogen sulphide & H2S is dangerous to be released to the environment. Hydrogen sulphide, the gas, also contains organic sulphur components (mercaptans, hydrocarbons) and ammonia. Odor control technologies can be grouped into three distinct categories: 1. Chemical Absorption (acid and caustic wet scrubbing) 2. Biological Oxidation (bio-filtration and bio-scrubbing / bio trinkling filtration) 3. Adsorption (activated carbon and other adsorptive medias) 4. The Combination of above systems are usually used for Biological Oxidation & Chemical Scrubbing Chemical Absorption: Chemical scrubbers achieve odor removal by mass transfer absorption via contact of air stream with aqueous solution on random packing material in a scrubbing chamber. The liquid is typically water, adjusted to the proper pH and CHEMICAL DOSING oxidation potential by chemicals. TANK CHEMICAL STORAGE TANK CHEMICAL Two parameters define the performance of any absorption SCRUBBER scrubbing system. -

Lime / Limestone Wet Scrubbing System for Flue Gas Desulfurization
Application Data Sheet ADS 4900-02/rev.D Power Industry December 2014 Lime / Limestone Wet Scrubbing System for Flue Gas Desulfurization BACKGROUND will therefore add more lime when pH drops below 12 and a limestone based system will be controlled around 6. Unless Wet scrubbers are used in utilities, paper mills, and chemical one or the other is added, the SO gas will quickly drive the plants to remove sulfur dioxide (SO ) and other pollutants 2 2 pH acidic. from gas streams. Undesirable pollutants are removed by contacting the gases with an aqueous solution or slurry The calcium compounds produced in scrubbers tend to containing a sorbent. The most common sorbents are lime accumulate in recirculation loops and can cause a buildup of scale. Scale on the spray nozzles affects the atomization (Ca[OH]2) and limestone (CaCO3). Rosemount Analytical pH equipment is used to control the feed rate of these of the water droplets and reduces the scrubbing efficiency. chemicals. Scale on the return piping reduces flow rate and changes the thermal balance of the system. The tendency to scale is limited by additives such as chelating agents and phos- PROCESS phates, but these additives are generally only effective at After fly ash removal, the flue gas (seen in Figure 1) is bubbled higher pH levels. pH control is necessary to forestall the through the scrubber, and the slurry is added from start of scaling, as it is much easier to prevent scaling than above.The lime or limestone reacts with the SO2 in the flue to remove it. -
VOC Duct and Rough Service Sensor Air Quality Sensors Rev
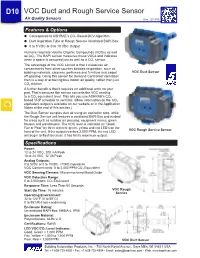
D10 VOC Duct and Rough Service Sensor Air Quality Sensors Rev. 12/19/16 Features & Options l Corresponds to ASHRAE’s CO2-Based DCV Algorithm l Duct Aspiration Tube or Rough Service Ventilated BAPI-Box l 0 to 5 VDC or 0 to 10 VDC Output Humans respirate Volatile Organic Compounds (VOCs) as well as CO2. The BAPI sensor measures these VOCs and indicates when a space is occupied just as well as a CO2 sensor. The advantage of the VOC sensor is that it measures air contaminants from other sources besides respiration, such as building materials, cleaners, perfumes and furniture and carpet VOC Duct Sensor off-gassing. Using this sensor for Demand Controlled Ventilation then is a way of achieving true indoor air quality, rather than just CO2 dilution. A further benefit is that it requires no additional work on your part. That’s because the sensor converts the VOC reading to a CO2 equivalent level. This lets you use ASHRAE’s CO2- based VRP schedule to ventilate. (More information on the CO2 equivalent output is available on our website or in the Application Notes at the end of this section.) The Duct Sensor samples duct air using an aspiration tube, while the Rough Service unit features a ventilated BAPI-Box and is ideal for areas such as outdoor air plenums, equipment rooms, green houses and warehouses. The VOC level is indicated as “Good, Fair or Poor” by three discrete green, yellow and red LED’s on the front of the unit. If the output reaches 2,000 PPM, the red LED VOC Rough Service Sensor will begin to flash because it has hit its maximum output. -

Air/Gas Cleaning & Odor Control
Air/Gas Cleaning & Odor Control Air/Gas Cleaning & Odor Control The Monroe Advantage For over forty years, Monroe Environmental has been designing and manufacturing air quality systems for industrial manufacturers, government agencies, and municipal treatment plants. Table of Complete Air Quality Solutions Contents Monroe Environmental offers a broad range of stand-alone equipment as well as complete 2 The Monroe systems to effectively manage dust, mist, odors, and Advantage fumes associated with both industrial manufactur- 4 Scrubbing ing and municipal water/wastewater treatment. Applications Monroe continues to solve challenging air 6 Packed Bed and gas cleaning problems with our skilled team of engineers, shop technicians, and knowledgeable Fume Scrubbers sales staff. The largest manufacturing companies in 8 Venturi the world routinely look to Monroe to solve their Particulate most demanding mist, dust, and fume control Scrubbers problems. 10 Carbon Monroe Systems and Services Adsorbers Packed Bed Wet Air Scrubbers 15,000 CFM Packed Bed Scrubber to remove ethylene • glycol and NMP fumes from a glass coating operation 12 Multi-Stage • Venturi Particulate Scrubbers Scrubbing • Carbon Adsorbers • Design and manufacture new air quality and odor control systems Systems • Multi-Stage Scrubbing Systems Retrofit existing systems to maximize 14 Mist and Dust Dust Collectors • • performance and removal efficiency Collection • Oil Mist Collectors • Ductwork design 16 Dry Dust • Permit assistance for EPA compliance Collectors • Industrial and municipal -

To the NADCA Standard ACR
Joe, the title of the document should read “Air Systems Cleaning Specialists” and also at the bottom of each page it reads Air Cleaning System Specialists. Air Systems Cleaning Specialist To the NADCA Standard ACR Copyright © 2013 NADCA, All Rights Reserved ii | NADCA AIR SYSTEMS CLEANING SPECIALIST TABLE OF CONTENTS NADCA Air Systems Cleaning Specialist MODULE 1 Overview of Heating Ventilating and Air-Conditioning (HVAC) Systems Cleaning ..................1 History of Heating Ventilating and Air-Conditioning (HVAC) Systems Cleaning ................1 Factors Affecting the HVAC (Duct) Cleaning Industries Growth ............................................2 What is HVAC Contamination Composed Of? ..........................................................................3 The National Air Duct Cleaners Association (NADCA) ...........................................................4 MODULE 2 HVAC Systems Overview ....................................................................................................................7 Principles of Heating Ventilation and Air Conditioning Systems ............................................7 Types of HVAC Systems...............................................................................................................27 Basic Components of HVAC Systems ........................................................................................31 MODULE 3 Protecting Health & Safety of Occupants and Building .................................................................45 Preliminary Recommendations