This Is an Open Access Document Downloaded from ORCA, Cardiff University's Institutional Repository
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Accessing PI System Using OPC Unified Architecture
Accessing PI System using OPC Unified Architecture Alisher Maksumov OPC Development Group Lead OSIsoft, Inc. Agenda • What is OPC Unified Architecture? • OPC UA Web Services • Information Modeling • Client and Sever Communication • Exposing PI System • Server and Client Demo • OPC UA Roadmap • Summary What is OPC Unified Architecture? • Next generation of OPC technology – Platform independent • Designed with SOA principles – Extensible, discoverable – Well defined message syntax • Mapped into Web Services – WSDL, XML schema, SOAP – Message exchange over HTTP/HTTPS • Supports enhanced security – Certificates, Encryption, Signature • Adopts Information Modeling concepts – Browsable and discoverable Address Space model – Objects, Nodes, Types, Data Variables, Properties OPC UA Specification • Part 1 – Concepts • Part 2 – Security • Part 3 – Address Space Generic Parts • Part 4 – Services • Part 5 – Information Model • Part 6 – Mappings Mapping to Web Services • Part 7 – Profiles Supported features • Part 8 – Data Access • Part 9 – Alarms and Conditions Parts specific to classic • Part 10 – Programs OPC mapping • Part 11 – Historical Access • Part 12 – Discovery OPC Server discovery • Part 13 – Aggregates OPC UA Web Services • Defined in OPC UA Spec (Parts 4, 6) and OPC UA WSDL • Can be group into service sets: – Discovery Service Set • FindServers, GetEndpoints, RegisterServer – Secure Channel Service Set • OpenSecureChannel, CloseSecureChannel – Session Service Set • Create, Activate, Close Session – Node Management Service Set • Add and -
Communication Method for Manufacturing Services in a Cyber–Physical Manufacturing Cloud
International Journal of Computer Integrated Manufacturing ISSN: 0951-192X (Print) 1362-3052 (Online) Journal homepage: https://www.tandfonline.com/loi/tcim20 Communication method for manufacturing services in a cyber–physical manufacturing cloud S. M. Nahian Al Sunny, Xiaoqing F. Liu & Md Rakib Shahriar To cite this article: S. M. Nahian Al Sunny, Xiaoqing F. Liu & Md Rakib Shahriar (2018) Communication method for manufacturing services in a cyber–physical manufacturing cloud, International Journal of Computer Integrated Manufacturing, 31:7, 636-652, DOI: 10.1080/0951192X.2017.1407446 To link to this article: https://doi.org/10.1080/0951192X.2017.1407446 Published online: 24 Nov 2017. Submit your article to this journal Article views: 214 View Crossmark data Citing articles: 2 View citing articles Full Terms & Conditions of access and use can be found at https://www.tandfonline.com/action/journalInformation?journalCode=tcim20 INTERNATIONAL JOURNAL OF COMPUTER INTEGRATED MANUFACTURING 2018, VOL. 31, NO. 7, 636–652 https://doi.org/10.1080/0951192X.2017.1407446 ARTICLE Communication method for manufacturing services in a cyber–physical manufacturing cloud S. M. Nahian Al Sunny, Xiaoqing F. Liu and Md Rakib Shahriar Department of Computer Science and Computer Engineering, University of Arkansas, Fayetteville, AR, USA ABSTRACT ARTICLE HISTORY The integration of cyber–physical systems and cloud manufacturing has potential to change manufac- Received 1 November 2016 turing processes for better manufacturing accessibility, agility, and efficiency. To achieve this, it is Accepted 13 November necessary to establish a communication method of manufacturing services over the Internet in order 2017 to access and manage manufacturing resources from the cloud. -
OPC UA Server App OPC UA Server for Ctrlx CORE
Application Manual OPC UA Server App OPC UA Server for ctrlX CORE R911403778, Edition 03 Copyright © Bosch Rexroth AG 2021 All rights reserved, also regarding any disposal, exploitation, reproduction, editing, distribution, as well as in the event of applications for industrial property rights. Liability The specified data is intended for product description purposes only and shall not be deemed to be a guaranteed characteristic unless expressly stipulated in the contract. All rights are reserved with respect to the content of this documentation and the availability of the product. DOK-XCORE*-OPCUA*SERV*-AP03-EN-P DC-IA/EPI5 (TaDo/MePe) f5f200cddfc773880a347e883d356b4f, 3, en_US OPC UA Server App 3 / 31 Table of contents 1 About this documentation 4 2 Important directions on use 5 2.1 Intended use. 5 2.1.1 Introduction. 5 2.1.2 Areas of use and application . 5 2.2 Unintended use. 6 3 Safety instructions 7 4 Introduction into the OPC Unified Architecture 9 4.1 General information. 9 4.2 Overview on specifications . 9 4.3 Information model . 10 4.4 Service-oriented architecture . 10 5 Rexroth ctrlX OPC UA Server 17 5.1 The ctrlX OPC UA Server in the ctrlX AUTOMATION . 17 5.2 Installation on ctrlX CORE. 17 5.3 Properties. 19 5.4 Configuration . 19 5.4.1 Certificate configuration . 20 6 Related documentation 23 6.1 Overview. 23 6.2 ctrlX AUTOMATION. 23 6.3 ctrlX WORKS. 23 6.4 ctrlX CORE. 24 6.5 ctrlX CORE Apps. 24 7 Service and support 27 8 Index 29 R911403778, Edition 03 Bosch Rexroth AG 4 / 31 OPC UA Server App 1 About this documentation Editions of this documentation Edition Release Notes date 01 2020-06 First edition 02 2021-01 Revision ctrlX CORE version UAS-V-0106 03 2021-04 Revision ctrlX CORE version UAS-V-0108 Bosch Rexroth AG R911403778, Edition 03 OPC UA Server App 5 / 31 Intended use 2 Important directions on use 2.1 Intended use 2.1.1 Introduction Rexroth products are developed and manufactured to the state-of-the-art. -

Comtrol IO-Link to OPC UA
FOR IMMEDIATE RELEASE CONTACT: Jordan DeGidio Marketing Specialist +1 763.957.6000 [email protected] Comtrol Implements OPC-UA connectivity with MultiLink™ on IO-Link Master family MINNEAPOLIS, Minnesota – April 21, 2017 — Comtrol Corporation, a manufacturer of industrial device connectivity products and the official North American IO-Link Competency Center, today announced the availability of OPC-UA support with its MultiLink™ technology on its IO-Link Master family of products. OPC Unified Architecture (OPC-UA) is a machine to machine communication protocol developed for industrial automation. OPC-UA allows customers to communicate with industrial equipment and systems for data connection and control, freely use an open standard, cross-platform, implement service-oriented architecture (SOA) software and utilize robust security. Comtrol’s MultiLink™ technology allows IO-Link Masters to simultaneously provide sensors Process data to PLC platforms, while also sending the sensors ISDU Service and Process data via Modbus TCP or OPC-UA upstream to IIoT/Industry 4.0 Cloud solutions or factory SCADA systems. Comtrol’s IO-Link Masters are available in three industrial Ethernet protocols: EtherNet/IP, Modbus TCP and PROFINET IO, which are all capable of running OPC UA with MultiLink™. “The OPC Foundation is very excited about the great work that Comtrol Corporation has been doing with the OPC UA technology. Their company specializes in quality networking and industrial data communication products, with the addition OPC UA to their portfolio of IO-Link Masters, factory automation users will have a seamless connection from IO-Link sensors and actuators to SCADA/HMI and cloud systems. This will add significant capability allowing seamless interoperability across the multitude of industrial networks and industrial devices says Thomas J Burke, OPC Foundation President & Executive Director. -

Data Exchange in Distributed Mining Systems by OPC Unified Architec- Ture, WLAN and TTE VLF Technology
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Technische Universität Bergakademie Freiberg: Qucosa REAL TIME MINING - Conference on Innovation on Raw Material Extraction Amsterdam 2017 Data exchange in distributed mining systems by OPC Unified Architec- ture, WLAN and TTE VLF technology. David Horner1, Friedemann Grafe2, Tobias Krichler1, Helmut Mischo1, Thomas Wilsnack2) 1 TU Bergakademie Freiberg 2 IBeWa Consulting ABSTRACT Mining operations rely on effective extraction policies, which base on concerted manage- ment and technical arrangements. In addition to commodities, mining of data is the in- creasingly matter of subject in mining engineering. The Horizon 2020 project – Real-Time- Mining supports the ongoing paradigm shift of pushing mining activities from discontinuous to continuous operation. In this respect, the partners TU Bergakademie Freiberg (TU BAF) and IBeWa Consulting tackle the issue of physical and logical data acquisition in under- ground mining. The first aspect of the project addresses the ‘logical’ provision of data. Mining technology is increasingly interacting among each other and integrated into globally distributed sys- tems. At the same time, the integration of current mining devices and machineries into su- perordinated systems is still complex and costly. This means only a few number of mining operators is capable to integrate their operation technology into a Supervisory Control and Data Acquisition (SCADA) system. TU BAF presents the middleware OPC Unified Archi- tecture, which is a platform independent middleware for data exchange and technology interconnection among distributed systems. By installing a SCADA demonstrator at the research and education mine Reiche Zeche, TU BAF intends to present the technical fea- sibility of a SCADA system basing on OPC UA even for SME mining operations. -

Inter-Device Connectivity and Foundations of Industrial Internet
Inter-device Connectivity and Foundations of Industrial Internet Cyber-physical Automation William Sobel – MTConnect Chief Architect Me • Will Sobel • System Insights – Predictive Analytics 4 Mfg • Chief Strategy Officer • MTConnect Chief Architect and Chair of TSC • Done lots of stuff for many industries Agenda • Inter-device connectivity – Demonstration of Part 3.1 Interfaces • Industrial Internet – MTConnect as foundation of industrial internet Inter-device connectivity using read-only communication Observation Communication Pattern MTCONNECT INTERFACES Interfaces h1p://… h1p://… Agent Agent HTTP$Get$–$Read$Only Control Safety$ Control By$Design Executive Executive Connectivity Present - $$$$ MTConnect - $ Vendor Specific Vendor Robot CNC Application Application Controller Controller Software Software Custom Interface Custom Interface Robot Controller CNC Controller PLC PLC Cell Controler Adapter Executive Executive Adapter MTConnect Agent MTConnect Agent Custom Custom Interface Interface Application Specific Software Distributed Intelligence Present MTConnect Cell Controler Wires Haas Robot Ready Option - 2014 Communications Present MTConnect <<PartArchetypeComponentStream assetId component="X11255678="MaterialHandlerInterface" timestamp="2004-10-05T12:00:00Z" " States revisionIdname="material="7"> " componentId="ml2"> …<Events > <ProcessStep stepId="40”> <LinkState dataItemId="ls" timestamp="2015-04-23T18:15:50.129272Z" <Description>FINISH FWD</Description> …>ENABLED</LinkState> <Targets> Off On <<MaterialLoadTargetDevice subType>SL-75</="TargetDeviceREQUEST">>ACTIVE -

AIT Presentation
Distributed Sensors & Connectivity as the answer to future grid requirements Karl-Heinz Mayer Director Engineering Innovation & Program Management AIT Industry Day – September 11th, 2015 © 2015 Eaton Corporation. All rights reserved. Power business – status quo • Electricity is still the backbone and driver of mankind‘s productivity – this seems not to be changed soon 2 © 2015 Eaton Corporation. All rights reserved. 2 Power business – status quo • Electricity is still the backbone and driver of mankind‘s productivity – this seems not to be changed soon • Climate changes are requesting less CO2 emission despite the worldwide increase of power demand Green Energy; programs for ISO 50001, LEED,…certifications 3 © 2015 Eaton Corporation. All rights reserved. 3 Power business – status quo • Electricity is still the backbone and driver of mankind‘s productivity – this seems not to be changed soon • Climate changes are requesting less CO2 emission despite the worldwide increase of power demand Green Energy; programs for ISO 50001, LEED,…certifications • Consumer – Prosumer transformation requests new system approaches Virtual power plants 4 © 2015 Eaton Corporation. All rights reserved. 4 Technology trends are lowering the hurdles to develop and connect more intelligent devices • Semiconductor component costs continue to decline • Functionality and power management performance improving • Pervasiveness of communications increasing • Cloud services and development tools are being used more and more…and their costs are dropping dramatically with scale 5 © 2015 Eaton Corporation. All rights reserved. 5 Future challenges 1. Growing Electricity 2. Electricity Peak 3. Increasing Variable 4. Increasing Demand & Ageing Management Energy Generation Integration of Electric Infrastruture Vehicle World Energy Consumption by fuel type, 1990-2040 - Source : EIA (2013) 6 © 2015 Eaton Corporation. -
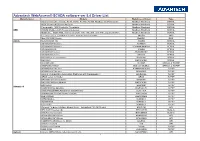
Webaccess Driver List & Connectivity
Advantech WebAccess® SCADA software ver 8.4 Driver List Manufacturer Models WebAccess Driver Type Advant Controller models: AC31, AC80, AC410, AC450. Modbus via MVI module. Modbus (Modicon) SERIAL 4600 Dissolved Oxygen Analyzer Modbus (Modicon) SERIAL Commander 1900 Controller Recorders. Modbus (Modicon) SERIAL ABB INSUM Modbus-LON Network Gateway Modbus (Modicon) SERIAL MODCELL, MOD 30ML and Commander 100, 150, 200, and 300 Loop Controllers. Modbus (Modicon) SERIAL Freelance 2000 Distributed Control System (DCS) via OPC OpcBw OPC Mod 300 DDE Server BwDDE DDE Adlink NuDAM 6000 I/O ADMIO SERIAL ADAM 2000 Modules ADAM2K SERIAL ADAM 4000 Modules ADAM4K/Modicon SERIAL ADAM 4000 I/O ADMIO SERIAL ADAM 5000 Series ADAM5KASC SERIAL ADAM 6000 Series AE6000 SERIAL BAS3000 series controller BAS3000 SERIAL BAS3000 BAS3000BC SERIAL WebOP HMI WebOP SERIAL & TCP/IP WISE-M501/M502 Modicon Modbus SERIAL & TCP/IP ADAM-6000 Ethernet ADAM6K/AE6000 TCP/IP ADAM-5000 Ethernet ADAM5KE TCP/IP Advantech Industrial Automation Platforms with DiagAnywhere AdvDAinfo TCP/IP APAX series controller APAX TCP/IP BAS3000 series controller BAS3000 TCP/IP BAS3000 BACnet Module BAS3000BC TCP/IP EKI Series BwSNMP TCP/IP Advantech ICOM Modbus gateway ModbusGW TCP/IP WISE-PaaS/RMM (Advantech SUSIAccess) SUSI_WA TCP/IP WebAccess SCADA (Super SCADA) WASCADA TCP/IP B+B Wzzard BnBWzzard TCP/IP WISE Module WAMQTT TCP/IP ADAM-3600 WAMQTT TCP/IP ECU-1152 WAMQTT TCP/IP General Purpose Interface Board Driver, Advantech PCI-1670 card BWGPIB API TPC 1X71H series I/O TPC1X71H Build-in WebAccess -

Combining Automationml and OPC UA
Combining AutomationML and OPC UA Dr.-Ing. Miriam Schleipen © Fraunhofer IOSB 1 Agenda • Motivation • Plug-and-work principles • Goals • Mapping of AutomationML and OPC UA • Access to the AutomationML model in OPC UA • Examples • Conclusion and Outlook © Fraunhofer IOSB 2 Motivation - Changes • Continuous changes of production systems reconfiguration of hardware and software components • Objects to change within a manufacturing enterprise • Products • Technological or logistical processes • Parts of the manufacturing facilities • Software systems • Company’s organization • interoperability and seamless semantic integration necessary © Fraunhofer IOSB 3 Initial situation - ‚Babylon‘ on the shopfloor Visualization / SCADA Production Monitoring & Control ? ? ? ? Ωασχηµοδυ Τροχκενµοδυλ Abc_23-xy_Vors. Τεµπερατυρ Bbc_24-xy_T ist Γεσχηωινδιγκειτ Image sources: MOC Danner, KUKA, MAG, Schunk © Fraunhofer IOSB 4 Plug-and-work • Term definition: • setting up, modification or termination of interoperation between two or more involved parties with minimal effort • Note 1: The interoperability of those involved is assumed. • Note 2: The minimum effort can vary depending on the state of the art. • Note 3: Plug & play and plug & produce are synonyms or similar terms. Source: I4.0 Glossary of the VDI GMA technical committee 7.21 »Industrie 4.0« © Fraunhofer IOSB 5 Unique Datamodels (yesterday-Level 1, today-Level 2, tomorrow-Industrie 4.0) Visualisation/ Evaluation New Application Control Function Knowhow/Meaning Semantic Models („Industry -
Integration of OPC Unified Architecture with Iiot Communication Protocols in an Arrowhead Translator
Integration of OPC Unified Architecture with IIoT Communication Protocols in an Arrowhead Translator Jesper Rönnholm Engineering Physics and Electrical Engineering, master's level 2018 Luleå University of Technology Department of Computer Science, Electrical and Space Engineering Integration of OPC Unified Architecture with IIoT Communication Protocols in an Arrowhead Translator Jesper R¨onnholm Master's thesis Dept. of Computer Science, Electrical and Space Engineering Lule˚aUniversity of Technology Supervisors: Jerker Delsing, Hasan Derhamy 2018 Abstract This thesis details the design of a protocol translator between the industrial-automation protocol OPC UA, and HTTP. The design is based on the architecture of the protocol trans- lator of the Arrowhead framework, and is interoperable with all of its associated protocols. The design requirements are defined to comply with a service-oriented architecture (SOA) and RESTful interaction through HTTP, with minimal requirement of the consuming client to be familiar with OPC UA semantics. Effort is put into making translation as transparent as possible, but limits the scope of this work to exclude a complete semantic translation. The solution presented in this thesis satisfies structural- and foundational interoperability, and bridges interaction to be independent of OPC UA services. The resulting translator is capable of accessing the content of any OPC UA server with simple HTTP-requests, where addressing is oriented around OPC UA nodes. Preface I was first introduced to the opportunity of doing this project as part of master's thesis in 2015 by Prof. Jerker Delsing. He was the coordinator of the Arrowhead Project, which at the time was the largest industrial automation project in Europe, with 78 partners and a budget of 68 million euro. -

A Cyber-Physical Machine Tools Platform Using OPC UA and Mtconnect
A Cyber-Physical Machine Tools Platform using OPC UA and MTConnect Chao Liua, Hrishikesh Vengayila, Yuqian Lub, and Xun Xua* a Department of Mechanical Engineering, University of Auckland, Auckland 1010, New Zealand b FRAMECAD Ltd, Auckland 1072, New Zealand *Corresponding author: [email protected] ABSTRACT: Cyber-Physical Machine Tools (CPMT) represent a new generation of machine tools that are smarter, well connected, widely accessible, more adaptive and more autonomous. Development of CPMT requires standardized information modelling method and communication protocols for machine tools. This paper proposes a CPMT Platform based on OPC UA and MTConnect that enables standardized, interoperable and efficient data communication among machine tools and various types of software applications. First, a development method for OPC UA-based CPMT is proposed based on a generic OPC UA information model for CNC machine tools. Second, to address the issue of interoperability between OPC UA and MTConnect, an MTConnect to OPC UA interface is developed to transform MTConnect information model and data to their OPC UA counterparts. An OPC UA-based CPMT prototype is developed and further integrated with a previously developed MTConnect-based CPMT to establish a CPMT Platform. Third, different applications are developed to demonstrate the advantages of the proposed CPMT Platform, including an OPC UA Client, an advanced AR-assisted wearable Human-Machine Interface and a conceptual framework for CPMT powered cloud manufacturing environment. Experimental results have proven that the proposed CPMT Platform can significantly improve the overall production efficiency and effectiveness in the shop floor. Key words: Cyber-Physical Machine Tools; Machine Tool 4.0; digital twin; OPC UA; MTConnect 1. -
OPC Unified Architecture Interoperability for Industrie 4.0 and the Internet of Things
1 OPC Unified Architecture Interoperability for Industrie 4.0 and the Internet of Things IoT Industrie 4.0 M2M 2 Welcome to the OPC Foundation! As the international standard for vertical and horizontal communication, OPC-UA provides semantic interoper- ability for the smart world of connect- ed systems. Thomas J. Burke President und Executive Director OPC Foundation OPC Unified Architecture (OPC-UA) is the data ex- OPC-UA is an IEC standard and therefore ideally change standard for safe, reliable, manufacturer- suited for cooperation with other organizations. and platform-independent industrial communication. As a global non-profit organization, the OPC Foun- It enables data exchange between products from dation coordinates the further development of the different manufacturers and across operating sys- OPC standard in collaboration with users, manufac- tems. The OPC-UA standard is based on specifica- turers and researchers. Activities include: tions that were developed in close cooperation be- tween manufacturers, users, research institutes and ➞ Development and maintenance of specifications consortia, in order to enable safe information ex- ➞ Certification and compliance tests of change in heterogeneous systems. implementations ➞ Cooperation with other standards organizations OPC has been very popular in the industry and also becoming more popular in other markets like the This brochure provides an overview of IoT, M2M Internet of Things (IoT). With the introduction of Ser- (Machine to Machine) and Industrie 4.0 requirements vice-Oriented-Architecture (SOA) in industrial auto- and illustrates solutions, technical details and imple- mation systems in 2007, OPC-UA started to offer a mentations based on OPC-UA. scalable, platform-independent solution which com- The broad approval among representatives from re- bines the benefits of web services and integrated search, industry and associations indicates OPC-UA security with a consistent data model.