Inter-Device Connectivity and Foundations of Industrial Internet
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Communication Method for Manufacturing Services in a Cyber–Physical Manufacturing Cloud
International Journal of Computer Integrated Manufacturing ISSN: 0951-192X (Print) 1362-3052 (Online) Journal homepage: https://www.tandfonline.com/loi/tcim20 Communication method for manufacturing services in a cyber–physical manufacturing cloud S. M. Nahian Al Sunny, Xiaoqing F. Liu & Md Rakib Shahriar To cite this article: S. M. Nahian Al Sunny, Xiaoqing F. Liu & Md Rakib Shahriar (2018) Communication method for manufacturing services in a cyber–physical manufacturing cloud, International Journal of Computer Integrated Manufacturing, 31:7, 636-652, DOI: 10.1080/0951192X.2017.1407446 To link to this article: https://doi.org/10.1080/0951192X.2017.1407446 Published online: 24 Nov 2017. Submit your article to this journal Article views: 214 View Crossmark data Citing articles: 2 View citing articles Full Terms & Conditions of access and use can be found at https://www.tandfonline.com/action/journalInformation?journalCode=tcim20 INTERNATIONAL JOURNAL OF COMPUTER INTEGRATED MANUFACTURING 2018, VOL. 31, NO. 7, 636–652 https://doi.org/10.1080/0951192X.2017.1407446 ARTICLE Communication method for manufacturing services in a cyber–physical manufacturing cloud S. M. Nahian Al Sunny, Xiaoqing F. Liu and Md Rakib Shahriar Department of Computer Science and Computer Engineering, University of Arkansas, Fayetteville, AR, USA ABSTRACT ARTICLE HISTORY The integration of cyber–physical systems and cloud manufacturing has potential to change manufac- Received 1 November 2016 turing processes for better manufacturing accessibility, agility, and efficiency. To achieve this, it is Accepted 13 November necessary to establish a communication method of manufacturing services over the Internet in order 2017 to access and manage manufacturing resources from the cloud. -

AIT Presentation
Distributed Sensors & Connectivity as the answer to future grid requirements Karl-Heinz Mayer Director Engineering Innovation & Program Management AIT Industry Day – September 11th, 2015 © 2015 Eaton Corporation. All rights reserved. Power business – status quo • Electricity is still the backbone and driver of mankind‘s productivity – this seems not to be changed soon 2 © 2015 Eaton Corporation. All rights reserved. 2 Power business – status quo • Electricity is still the backbone and driver of mankind‘s productivity – this seems not to be changed soon • Climate changes are requesting less CO2 emission despite the worldwide increase of power demand Green Energy; programs for ISO 50001, LEED,…certifications 3 © 2015 Eaton Corporation. All rights reserved. 3 Power business – status quo • Electricity is still the backbone and driver of mankind‘s productivity – this seems not to be changed soon • Climate changes are requesting less CO2 emission despite the worldwide increase of power demand Green Energy; programs for ISO 50001, LEED,…certifications • Consumer – Prosumer transformation requests new system approaches Virtual power plants 4 © 2015 Eaton Corporation. All rights reserved. 4 Technology trends are lowering the hurdles to develop and connect more intelligent devices • Semiconductor component costs continue to decline • Functionality and power management performance improving • Pervasiveness of communications increasing • Cloud services and development tools are being used more and more…and their costs are dropping dramatically with scale 5 © 2015 Eaton Corporation. All rights reserved. 5 Future challenges 1. Growing Electricity 2. Electricity Peak 3. Increasing Variable 4. Increasing Demand & Ageing Management Energy Generation Integration of Electric Infrastruture Vehicle World Energy Consumption by fuel type, 1990-2040 - Source : EIA (2013) 6 © 2015 Eaton Corporation. -
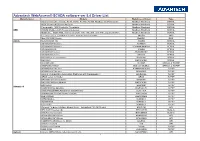
Webaccess Driver List & Connectivity
Advantech WebAccess® SCADA software ver 8.4 Driver List Manufacturer Models WebAccess Driver Type Advant Controller models: AC31, AC80, AC410, AC450. Modbus via MVI module. Modbus (Modicon) SERIAL 4600 Dissolved Oxygen Analyzer Modbus (Modicon) SERIAL Commander 1900 Controller Recorders. Modbus (Modicon) SERIAL ABB INSUM Modbus-LON Network Gateway Modbus (Modicon) SERIAL MODCELL, MOD 30ML and Commander 100, 150, 200, and 300 Loop Controllers. Modbus (Modicon) SERIAL Freelance 2000 Distributed Control System (DCS) via OPC OpcBw OPC Mod 300 DDE Server BwDDE DDE Adlink NuDAM 6000 I/O ADMIO SERIAL ADAM 2000 Modules ADAM2K SERIAL ADAM 4000 Modules ADAM4K/Modicon SERIAL ADAM 4000 I/O ADMIO SERIAL ADAM 5000 Series ADAM5KASC SERIAL ADAM 6000 Series AE6000 SERIAL BAS3000 series controller BAS3000 SERIAL BAS3000 BAS3000BC SERIAL WebOP HMI WebOP SERIAL & TCP/IP WISE-M501/M502 Modicon Modbus SERIAL & TCP/IP ADAM-6000 Ethernet ADAM6K/AE6000 TCP/IP ADAM-5000 Ethernet ADAM5KE TCP/IP Advantech Industrial Automation Platforms with DiagAnywhere AdvDAinfo TCP/IP APAX series controller APAX TCP/IP BAS3000 series controller BAS3000 TCP/IP BAS3000 BACnet Module BAS3000BC TCP/IP EKI Series BwSNMP TCP/IP Advantech ICOM Modbus gateway ModbusGW TCP/IP WISE-PaaS/RMM (Advantech SUSIAccess) SUSI_WA TCP/IP WebAccess SCADA (Super SCADA) WASCADA TCP/IP B+B Wzzard BnBWzzard TCP/IP WISE Module WAMQTT TCP/IP ADAM-3600 WAMQTT TCP/IP ECU-1152 WAMQTT TCP/IP General Purpose Interface Board Driver, Advantech PCI-1670 card BWGPIB API TPC 1X71H series I/O TPC1X71H Build-in WebAccess -

A Cyber-Physical Machine Tools Platform Using OPC UA and Mtconnect
A Cyber-Physical Machine Tools Platform using OPC UA and MTConnect Chao Liua, Hrishikesh Vengayila, Yuqian Lub, and Xun Xua* a Department of Mechanical Engineering, University of Auckland, Auckland 1010, New Zealand b FRAMECAD Ltd, Auckland 1072, New Zealand *Corresponding author: [email protected] ABSTRACT: Cyber-Physical Machine Tools (CPMT) represent a new generation of machine tools that are smarter, well connected, widely accessible, more adaptive and more autonomous. Development of CPMT requires standardized information modelling method and communication protocols for machine tools. This paper proposes a CPMT Platform based on OPC UA and MTConnect that enables standardized, interoperable and efficient data communication among machine tools and various types of software applications. First, a development method for OPC UA-based CPMT is proposed based on a generic OPC UA information model for CNC machine tools. Second, to address the issue of interoperability between OPC UA and MTConnect, an MTConnect to OPC UA interface is developed to transform MTConnect information model and data to their OPC UA counterparts. An OPC UA-based CPMT prototype is developed and further integrated with a previously developed MTConnect-based CPMT to establish a CPMT Platform. Third, different applications are developed to demonstrate the advantages of the proposed CPMT Platform, including an OPC UA Client, an advanced AR-assisted wearable Human-Machine Interface and a conceptual framework for CPMT powered cloud manufacturing environment. Experimental results have proven that the proposed CPMT Platform can significantly improve the overall production efficiency and effectiveness in the shop floor. Key words: Cyber-Physical Machine Tools; Machine Tool 4.0; digital twin; OPC UA; MTConnect 1. -

Break Down Operations-Data Silos with Edge Connect Software
l Securely collect data from industrial devices. Eightl Send to data Ten to Lumada Word Edge Intelligence. Solution-Specific l Run analytic applications on gateway computers. Headlinel Protect from With data loss Productwith store and forward. Name DATA SHEET Break Down Operations-Data Silos With Edge Connect Software Enable Integration to Any OT Device Via Edge Drivers and Connectors INDUSTRIAL PC (IPC) OR GATEWAY Lumada Edge Edge Connect Hitachi’s Lumada Edge Intelligence Intelligence (Core) includes Edge Connect software that lets you collect data from proprietary industrial Edge Applications Preprocessing Data 100+ Industrial Drivers Edge systems and run applications locally. It Manager enables event processing, machine learn- ing models and more – all in an offline first Gateway Operating System deployment. RS232, RS485, RS422, Ethernet, Wi-Fi, CAN, Zigbee, etc. transport layers Edge Connect comes with many historian, sensor, computerized numeric control (CNC), programmable logic controller (PLC), distributed control system (DCS) PLCs Robotic Systems Legacy Systems and industrial gateway drivers for fast implementation of your edge computing needs. Don’t see a driver you need? Let LUMADA EDGE INTELLIGENCE’S EDGE CONNECT INTEGRATES AND us know, and we can provide custom CONNECTS DATA driver scripts to support your industrial system expert to create custom flows O Management. Remotely access Edge gateway device. of data from proprietary devices. Flows Connect to reboot it or reset gateways Deep integration capabilities with both are created via a browser-based drag- to factory settings. Also, upload firm- legacy and newer automation systems and-drop interface, so no need to install ware upgrades to a device. -
OPC Unified Architecture for Mtconnectr
OPC Unified Architecture for MTConnect R Companion Specification Release Candidate 2.0RC8 February 19, 2019 MTConnect R is a registered trademark of AMT - The Association for Manufacturing Technology. Use of MTConnect R is limited to use as specified on http://www.mtconnect.org/. February 19, 2019 Specification Type: Industry Standard Specification Comments: Title: OPC Unified Architecture for MT- Date: February 19, 2019 Connect Version: 2.0RC8 Software: LaTeX Authors: William Sobel, Randy Armstrong, Source: OPC_UA_MTConnect_2.0RC8.pdf John Turner, Russell Waddell, Shaurabh Singh Owner: MTConnect Institute Status: Release Candidate Document History Version Date Reason Comments Mantis 2.00 RC8 2019-02-18 Revision Added list of tables 4631 2.00 RC8 2019-02-18 Revision Added table for reset triggers and suggested status codes 4630 2.00 RC8 2019-02-18 Revision Removed data rate issue from page 77 4629 2.00 RC7 2019-02-12 Revision 2.0 RC6: 8.4.6.2 MTConnect Condition Branching Example – 4608 Need to improve documentation of condition branching 2.00 RC7 2019-02-12 Revision Document 2.0 RC 6: 8.4.7 Messages – need to improve message 4607 handling 2.00 RC7 2019-02-12 Node Ids List of NodeIds as CSV 4612 2.00 RC7 2019-02-12 Revision A chapter for Profiles and Namespaces needs to be added 4611 2.00.06 2019-01-22 Revision Added missing class types and made MTMessageType a Variable instead of an Event 2.00.05 2018-12-09 Revision Fixed Composition 2.00.04 2018-11-30 Initial Initial Release Candidate MTConnect R OPC UA Companion Specification - Release Candidate 2.0RC8 i Contents 1 Scope1 2 OPC Unified Architecture for MTConnect Companion Specification Goals2 3 Who Will Find Benefit from this Companion Specification?3 4 Normative References3 4.1 OPC UA References............................ -

Fortinet Fortigate Rugged Series Datasheet
DATA SHEET FortiGate® Rugged Series Mission Critical Security Solutions for Harsh Environments While traditional security solutions are designed and intended for the world of offices and corporations, the FortiGate Rugged Series offers industrially-hardened, all-in-one security appliance that delivers specialized threat protection for securing critical industrial and control networks against malicious attacks. Ruggedized Design Product Offerings Fanless and use of robust components ensure reliable operation in harsh FGR-30D Ruggedized compact security appliance industrial environments. with DIN mounting kit FGR-35D Security appliance with IP67 rating for Consolidated Security Architecture outdoor environment FGR-60D FortiGate running FortiOS consolidated SPU SoC Powered, high performance security offers better protection and lower security and VPN gateway cost of ownership than multiple point products. FGR-60F Coupled with FortiGuard Industrial Security New SPU SoC4 powered for rugged and Service, it ensures that critical networks receive harsh environments real-time protection. FGR-60F-3G4G Integrated 3G4G modem for ruggedized and mission-critical applications Ease of Management FGR-90D Robust ruggedized security appliance Robust management systems that allow with a wide operating temperature rapid provision and deployment, monitoring of device and threat status while providing actionable reports. DATA SHEET | FortiGate® Rugged Series Hardware FortiGate Rugged 30D FortiGate Rugged 35D 1 LAN1 LAN2 LAN3 COM2 COM1 2 4 1 3 FortiGateRugged -

Mtconnect for Iiotdfm
MTConnect and the IIOTfdm or IOMT Industrial Internet of Things for discreet manufacturing Georgia Tech IOTfm November 11, 2015 William Sobel Chief Strategy Officer System Insights 1 MTConnect Chief Architect MTConnect Institute About Me • Chief Strategy Officer – System Insights • Chief Architect of the MTConnect Standard for the last 8 years • Chair of the MTConnect Technical Steering Committee • Original Author of the Standard • Chair IIC Industrial Analytics Task Group • My Background • Financial Systems Architecture • Real-Time Analytics 2 • Distributed Architecture & Fault Tolerance IIOT FOR DISCRETE MANUFACTURING 3 Google Earth View of Manufacturing… Supply Chain Control: Scheduling Enterprise Micro and Macro Planning CAM programs Factory Tooling Inspection Plans Cell Asset Management …. Machine Knowledge: Utilization Workpiece Performance Consumables Tool / Chip Maintenance Quality/measurement …. Data: Machine State, Faults, Tooling, 4 ® Measurements and Quality, Telemetry, Sensor Data, Energy, … Intelligence Hierarchy Self Optimizing - Learning models optimize processes Predictive - Problems are solved before they impact process Proactive - Detect problems before they happen using CEP and learning Disruptive Increasing IntelligenceReal-Time Analytic - Determines why a process failed or productivity was lost Monitored - Data collection and backward looking reports Dumb - No software or control software only Present 5 MTCONNECT 6 MTConnect Institute • MTConnect Institute is a non-profit subsidiary of AMT • Over 120 tag members and -

Industrial Gateway Server 7.610 from GE Digital Enable Reliable Connections to Your Devices for Control, Data Acquisition, and Visualization
Industrial Gateway Server 7.610 from GE Digital Enable reliable connections to your devices for control, data acquisition, and visualization Robust, flexible connectivity Options to drive Control 01 connectivity further 03 and security Industrial Gateway Server (IGS) from GE Digital is a powerful IGS delivers a basic set of core drivers with an optional premium set that IGS introduces a powerful set of administration tools to enhance full- featured connectivity solution that’s robust, reliable, and easy delivers additional specific niche drivers. IGS is available in two editions: control over the applicable IGS processes, configuration access, to use. IGS is packed with the latest and greatest industry standard and runtime connection access. In addition to these options, protocols, which enable communication to thousands of mixed vendor • IGS Basic Protocol Drivers when you’re running multiple CPUs, you can specify which devices and instruments. This core offering delivers 100s of protocols for the most common processor IGS uses—enabling full control of your system for the devices in the automation industry. Key drivers in this package include most demanding applications. The IGS OPC UA support includes With IGS 7.610, you have a comprehensive connectivity solution for Modbus, OPC, ODBC, Allen Bradley, GE, Honeywell, InTouch, Mitsubishi, tunneling which simplifies getting secure access to remote OPC GE Digital’s HMI/SCADA, MES, and intelligence applications, as well as Omron, Siemens, Yokogawa, and more. DA servers on the same network or through firewalls, avoiding third-party solutions. • IGS Premium Drivers complicated DCOM configuration in Windows. These premium drivers are an individual selection of industry-specific and IT protocols for advanced communications. -

Pervasive Data Collection
Pervasive Data Collection Chris Felts, Sr. Strategic Product Manager, OSIsoft #PIWorld ©2019 OSIsoft, LLC 1 Extending Your Data Infrastructure from Edge to Cloud At the Edge In the Cloud Collecting more data from Enabling advanced analytics and new more sources data-driven services Sensors Assets Plant Enterprise Community Millions of Multiple Multiple Multiple Multiple Smart Devices Sensors Assets Plants Enterprises Pervasive Data Collection (PDC) OSIsoft Cloud Services PI System #PIWorld ©2019 OSIsoft, LLC 2 Pervasive Data Collection Products & Technologies PI Connectors Edge Data Open OMF PI Interfaces Store Source Application Plants Assets Devices Sensors #PIWorld ©2019 OSIsoft, LLC 3 Pervasive Data Collection Coverage PI Connectors / PI Interfaces None Edge Data Store Effort Open Source / FogLAMP Development Development OMF Application High 10,000’s Data Streams 10’s High Compute Resources Low #PIWorld ©2019 OSIsoft, LLC 4 Extending the OSIsoft Data Infrastructure OSIsoft Cloud Services CLOUD cloud.osisoft.com ENTERPRISE PI System EDGE #PIWorld ©2019 OSIsoft, LLC 5 Protecting Our Customer’s Investment in the PI System OSIsoft Cloud Services CLOUD cloud.osisoft.com PI Connectors PI Interfaces ENTERPRISE Plants PI System EDGE #PIWorld ©2019 OSIsoft, LLC 6 PI Interfaces • 30+ years of development • Hundreds available • Represent a majority of PI System data collection New PI Interfaces in Development PI Interface Market Status Rockwell Pharmasuite MES Pharmaceuticals Development Landis+Gyr HES AMI – Electrical Distribution Development -

Framework of an Iot-Based Industrial Data Management for Smart Manufacturing
Journal of Sensor and Actuator Networks Article Framework of an IoT-based Industrial Data Management for Smart Manufacturing Muhammad Saqlain 1 , Minghao Piao 2 , Youngbok Shim 3 and Jong Yun Lee 1,* 1 Department of Computer Science, Chungbuk National University, Cheongju, Chungbuk 28644, Korea; [email protected] 2 Department of Smart Factory Management, Chungbuk National University, Cheongju, Chungbuk 28644, Korea; [email protected] 3 Department of Digital Information Convergence, Chungbuk National University, Cheongju, Chungbuk 28644, Korea; [email protected] * Correspondence: [email protected]; Tel.: +82(0)-43-261-2789 Received: 25 March 2019; Accepted: 26 April 2019; Published: 28 April 2019 Abstract: The Internet of Things (IoT) is the global network of interrelated physical devices such as sensors, actuators, smart applications, objects, computing devices, mechanical machines, and people that are becoming an essential part of the internet. In an industrial environment, these devices are the source of data which provide abundant information in manufacturing processes. Nevertheless, the massive, heterogeneous, and time-sensitive nature of the data brings substantial challenges to the real-time collection, processing, and decision making. Therefore, this paper presents a framework of an IoT-based Industrial Data Management System (IDMS) which can manage the huge industrial data, support online monitoring, and control smart manufacturing. The framework contains five basic layers such as physical, network, middleware, database, and application layers to provide a service-oriented architecture for the end users. Experimental results from a smart factory case study demonstrate that the framework can manage the regular data and urgent events generated from various factory devices in the distributed industrial environment through state-of-the-art communication protocols. -

This Is an Open Access Document Downloaded from ORCA, Cardiff University's Institutional Repository
This is an Open Access document downloaded from ORCA, Cardiff University's institutional repository: http://orca.cf.ac.uk/122758/ This is the author’s version of a work that was submitted to / accepted for publication. Citation for final published version: Liu, Chao, Vengayil, Hrishikesh, Lu, Yuqian and Xu, Xun 2019. A cyber-physical machine tools platform using OPC UA and MTConnect. Journal of Manufacturing Systems 51 , pp. 61-74. 10.1016/j.jmsy.2019.04.006 file Publishers page: http://dx.doi.org/10.1016/j.jmsy.2019.04.006 <http://dx.doi.org/10.1016/j.jmsy.2019.04.006> Please note: Changes made as a result of publishing processes such as copy-editing, formatting and page numbers may not be reflected in this version. For the definitive version of this publication, please refer to the published source. You are advised to consult the publisher’s version if you wish to cite this paper. This version is being made available in accordance with publisher policies. See http://orca.cf.ac.uk/policies.html for usage policies. Copyright and moral rights for publications made available in ORCA are retained by the copyright holders. A Cyber-Physical Machine Tools Platform using OPC UA and MTConnect Chao Liua, Hrishikesh Vengayila, Yuqian Lub, and Xun Xua* a Department of Mechanical Engineering, University of Auckland, Auckland 1010, New Zealand b FRAMECAD Ltd, Auckland 1072, New Zealand *Corresponding author: [email protected] ABSTRACT: Cyber-Physical Machine Tools (CPMT) represent a new generation of machine tools that are smarter, well connected, widely accessible, more adaptive and more autonomous.