Comparing Mechanical and Soldering Properties of Castin™, Babbitt and Alternative Lead-Free Alloys
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Low Temperature Soldering Using Sn-Bi Alloys
LOW TEMPERATURE SOLDERING USING SN-BI ALLOYS Morgana Ribas, Ph.D., Anil Kumar, Divya Kosuri, Raghu R. Rangaraju, Pritha Choudhury, Ph.D., Suresh Telu, Ph.D., Siuli Sarkar, Ph.D. Alpha Assembly Solutions, Alpha Assembly Solutions India R&D Centre Bangalore, KA, India [email protected] ABSTRACT package substrate and PCB [2-4]. This represents a severe Low temperature solder alloys are preferred for the limitation on using the latest generation of ultra-thin assembly of temperature-sensitive components and microprocessors. Use of low temperature solders can substrates. The alloys in this category are required to reflow significantly reduce such warpage, but available Sn-Bi between 170 and 200oC soldering temperatures. Lower solders do not match Sn-Ag-Cu drop shock performance [5- soldering temperatures result in lower thermal stresses and 6]. Besides these pressing technical requirements, finding a defects, such as warping during assembly, and permit use of low temperature solder alloy that can replace alloys such as lower cost substrates. Sn-Bi alloys have lower melting Sn-3Ag-0.5Cu solder can result in considerable hard dollar temperatures, but some of its performance drawbacks can be savings from reduced energy cost and noteworthy reduction seen as deterrent for its use in electronics devices. Here we in carbon emissions [7]. show that non-eutectic Sn-Bi alloys can be used to improve these properties and further align them with the electronics In previous works [8-11] we have showed how the use of industry specific needs. The physical properties and drop micro-additives in eutectic Sn-Bi alloys results in significant shock performance of various alloys are evaluated, and their improvement of its thermo-mechanical properties. -

Low Melting Temperature Sn-Bi Solder
metals Review Low Melting Temperature Sn-Bi Solder: Effect of Alloying and Nanoparticle Addition on the Microstructural, Thermal, Interfacial Bonding, and Mechanical Characteristics Hyejun Kang, Sri Harini Rajendran and Jae Pil Jung * Department of Materials Science and Engineering, University of Seoul, 163, Seoulsiripdae-ro, Dongdaemun-gu, Seoul 02504, Korea; [email protected] (H.K.); [email protected] (S.H.R.) * Correspondence: [email protected] Abstract: Sn-based lead-free solders such as Sn-Ag-Cu, Sn-Cu, and Sn-Bi have been used extensively for a long time in the electronic packaging field. Recently, low-temperature Sn-Bi solder alloys attract much attention from industries for flexible printed circuit board (FPCB) applications. Low melting temperatures of Sn-Bi solders avoid warpage wherein printed circuit board and electronic parts deform or deviate from the initial state due to their thermal mismatch during soldering. However, the addition of alloying elements and nanoparticles Sn-Bi solders improves the melting temperature, wettability, microstructure, and mechanical properties. Improving the brittleness of the eutectic Sn-58wt%Bi solder alloy by grain refinement of the Bi-phase becomes a hot topic. In this paper, literature studies about melting temperature, microstructure, inter-metallic thickness, and mechanical properties of Sn-Bi solder alloys upon alloying and nanoparticle addition are reviewed. Keywords: low-temperature solder; Sn-58wt%Bi; melting temperature; microstructure; mechani- Citation: Kang, H.; Rajendran, S.H.; cal property Jung, J.P. Low Melting Temperature Sn-Bi Solder: Effect of Alloying and Nanoparticle Addition on the Microstructural, Thermal, Interfacial Bonding, and Mechanical 1. Introduction Characteristics. Metals 2021, 11, 364. -

Soldering and Brazing of Copper and Copper Alloys Contents
Soldering and brazing of copper and copper alloys Contents 1. Introduction 4 5. Quality assurance 47 2. Material engineering fundamentals 9 6. Case studies 48 2.1. Fundamentals of copper and copper alloys 9 6.1 Hot-air solder levelling of printed circuit boards 48 2.2 Filler materials 10 6.2 Strip tinning 49 2.2.1 Soft solder 11 6.3 Fabricating heat exchangers from copper 49 2.2.2 Brazing filler metals 13 6.4 Manufacture of compact high-performance 2.3 Soldering or brazing pure copper 16 radiators from copper 49 2.4 Soldering / brazing copper alloys 18 2.4.1 Low-alloyed copper alloys 18 7. Terminology 50 2.4.2. High-alloyed copper alloys 22 8. Appendix 51 3. Design suitability for soldering/brazing 26 References 57 4. Soldering and brazing methods 29 Index of figures 58 4.1 The soldering/brazing principle 29 4.2 Surface preparation 30 Index of tables 59 4.3 Surface activation 32 4.3.1 Fluxes 33 4.3.2 Protective atmosphere / Shielding gases 35 4.4 Applying the solder or brazing filler metal 36 4.5. Soldering and brazing techniques 37 4.5.1 Soldering with soldering iron 38 4.5.2 Dip bath soldering or brazing 38 4.5.3 Flame soldering or brazing 40 4.5.4 Furnace soldering or brazing 40 4.5.5 Electric resistance soldering or brazing 43 4.5.6 Induction soldering or brazing 44 4.5.7 Electron beam brazing 45 4.5.8 Arc brazing 45 4.5.9 Laser beam soldering or brazing 46 2 | KUPFERINSTITUT.DE List of abbreviations Abbreviations Nd:YAG laser Neodymium-doped yttrium aluminium garnet laser SMD Surface-mounted device PVD Physical vapour deposition RoHS -

Phase Diagrams for Lead-Free Solder Alloys
Overview Phase Diagrams Phase Diagrams for Lead-Free Solder Alloys Ursula R. Kattner Author’s Note: The identification of any commercial product or possible contamination from other and flux compatibility) were tin-based. trade name does not imply endorsement or recommendation by the National Institute of Standards and Technology. solder materials such as the formation Common alloying additions are low- of low-melting eutectics, and reactions melting metals, such as bismuth, The need for new, improved solder with various substrates. A recent study antimony, and indium, or metals forming alloys and a better understanding of a eutectic reaction with (Sn), such as reactions during the soldering process Knowledge of the silver and copper. (The elemental symbol grows steadily as the need for smaller in parenthesis is used to distinguish and more reliable electronic products phase equilibria the disordered solid solution based on increases. Information obtained from of solder-alloy and this element from the pure element.) phase equilibria data and thermody- Substrate materials may consist of namic calculations has proven to be solder/substrate copper, copper that has been coated an important tool in the design and systems provides the or plated with tin-lead or tin-bismuth understanding of new lead-free solder solders, nickel-tin, nickel-gold, or alloys. A wide range of candidate basic roadmap for nickel-platinum alloys. alloys can be rapidly evaluated for the initial selection Knowledge of the phase equilibria proper freezing ranges, susceptibility of candidate solders of solder/alloy and solder/substrate to contamination effects, and reactions systems provides the basic roadmap for with substrate materials before the and contributes to the initial selection of candidate solders expensive process of preparing and the understanding and contributes to the understanding testing candidate alloys is initiated. -

Low Melting-Temperature Alloys Are Vital to Successful Electronics Assembly
solder.qxd 11/13/03 2:29 PM Page 2 SOLDER FAMILIES AND HOW THEY WORK Low melting-temperature alloys are vital to successful electronics assembly. Eric Bastow Indium Corp. of America, Utica, New York older is a critical material that physically indicates that the composition produces an alloy holds electronic assemblies together while with a distinct melting point, versus a melting allowing the various components to ex- range. pand and contract, to dissipate heat, and • 60Sn/40Pb: a variation from the eutectic, with Sto transmit electrical signals. Without solder, it a melting range of 183 to 188°C (361 to 370°F) would be impossible to produce the countless elec- • 62Sn/36Pb/2Ag: a composition that is often tronic devices that define the 21st century. chosen for silver metallizations, with a melting point Solder is available in numerous shapes and al- of 179°C (354°F). loys. Each has its particular properties, providing These alloys have reasonable melting points, ad- a solder for nearly every application. Many times, equate wettability and strength, and low cost. solder is an afterthought in the design and engi- Therefore, they account for perhaps 80 to 90% of neering process. However, by considering the sol- all solders in electronics assembly. The perform- dering step early in the design process, problems ance of these alloys is so well understood and doc- can be minimized. In fact, with the proper infor- umented that the electronics assembly industry has mation, the characteristics of a solder can be part designed and engineered products based on their of an optimal design. -

Tin-Copper Based Solder Options for Lead-Free Assembly Tin-Coppertin-Copper Basedbased Soldersolder Optionsoptions Forfor Lead-Freelead-Free Assemblyassembly
Tin-copper based solder options for lead-free assembly Tin-copperTin-copper basedbased soldersolder optionsoptions forfor lead-freelead-free assemblyassembly As the transition to lead-free progresses a substantial percentage of assemblers have either implemented less costly solder alloys or are investigating them. Tin-copper solder by itself without dopants has limitations however the addition of certain elements helps out in the deficiencies normally seen with tin-copper. Figure 1. Comparative solder button showing differing surface finishes. This paper discusses several options and the advantages they offer when Tin-silver-copper has received much publicity less, making the overall operation much less compared with SAC based in recent years as the lead-free solder of choice. expensive. solders. It compares tin-copper The IPC Solder Value Product Council SAC305 based solders with SAC305 (Sn96.5 Ag3.0 Cu0.5) was endorsed by as the Properties of SnCu based solders and describes results being preferred option for SMT assembly, and most If the properties of SAC305 and tin-copper obtained by large assemblers. assemblers have transitioned to this alloy for based solders are compared, the melting point of their solder paste requirements. However, SAC305 is lower; this is one reason why it is not Peter Biocca, Senior Market due to the 3.0% silver content, the SAC305 a popular choice for reflow soldering. Tin-copper Development Engineer, Kester, is expensive when compared to traditional based solder would require a slightly higher peak Des Plaines, Illinois Sn63Pb37. For this reason, many wave temperature in this operation. If wetting speeds assemblers are opting for less costly options, are compared, tin-copper based solders would Keywords: such as tin-copper based solders, for their wave, show lower values than SAC305 when weaker Solder, tin-copper, selective and dip tinning operations. -

"Evaluation of Nickel/Palladium-Finished Ics With
Application Report SZZA024 - January 2001 Evaluation of Nickel/Palladium-Finished ICs With Lead-Free Solder Alloys Douglas Romm, Bernhard Lange, and Donald Abbott Standard Linear & Logic ABSTRACT A nickel/palladium (Ni/Pd) lead finish for integrated circuits (IC) was introduced in 1989. In 1998, solderability test results were published on Ni/Pd-finished components using a Sn/Ag/Cu/Sb lead-free (Pb-free) solder paste and printed wiring board (PWB) pads coated with organic solderability preservative (OSP). Since then, a number of other Pb-free solder alloys have been introduced. This evaluation shows soldering and reliability performance of Ni/Pd-finished components with the leading Pb-free solder alloys now being considered by the electronics industry. The ICs tested were 20-pin small-outline integrated circuit (SOIC) and 56-pin shrink small-outline package (SSOP) gull-wing leaded devices finished with four-layer Ni/Pd. The solder alloys were Sn/Pb/Ag (control), Sn/Ag/Cu, Sn/Bi, Sn/Ag/Cu/Sb, Sn/Zn/Bi, and Sn/Zn. The land pads on the test PWB were coated with an OSP. Using Pb-free Ni/Pd-finished components, a Pb-free solder alloy, and an OSP coating, a Pb-free assembly was achieved and evaluated. Additionally, Ni/Pd/Au-finished IC leads were soldered using the Sn/Ag/Cu paste. Evaluations of each alloy included visual appearance, lead pull before and after 1000 temperature cycles, and cross-sections of solder joints before and after temperature cycling. Results of the evaluation indicate good wetting performance of the Ni/Pd-finished ICs, with all of the Pb-free solder alloys tested. -

Microstructures, Thermal and Tensile Properties of Sn-Zn-Ga Alloys
Materials Transactions, Vol. 45, No. 3 (2004) pp. 776 to 782 Special Issue on Lead-Free Soldering in Electronics #2004 The Japan Institute of Metals Microstructures, Thermal and Tensile Properties of Sn-Zn-Ga Alloys Jenn-Ming Song, Nai-Shuo Liu and Kwang-Lung Lin* Department of Materials Science and Engineering, National Cheng Kung University, Tainan 701, Taiwan, R. O. China The effects of Ga content on the microstructure, thermal behavior and mechanical properties of Sn-Zn eutectic alloy were examined in this study. Results show that Ga was dissolved in both Sn and Zn phases. This gave rise to irregular eutectic structure with misaligned, less distributed massive Zn-rich phase, relatively low melting point, and solid solution strengthening effect. Due to the inhomogeneous dissolution feature of Ga in Sn matrix, Sn-Zn-Ga alloys exhibit a broad melting range and an alternate normal-irregular eutectic structure. Notably, the addition of Ga into the Sn-Zn alloy will improve the tensile strength without reducing the ductility when the Ga content ranges from 0.05 to 1 mass%. (Received September 26, 2003; Accepted January 9, 2004) Keywords: tin-zinc-gallium, lead-free solder, thermal behavior, microstructure, mechanical properties 1. Introduction Table 1 Chemical composition of the specimens investigated (mass%). It is desirable that a Pb-free solder has approximately the Sample Ga Zn Sn same melting temperature or solidus/liquidus range as that of 0 Ga 0 8.6 Bal. conventional Sn-Pb solder. Sn-Zn eutectic alloy has recently 0.05 Ga 0.05 8.6 Bal. been considered as a candidate for lead-free solder material 0.1 Ga 0.1 8.6 Bal. -

Properties of Alloys of Multicore Solder Wires
Technical Data Sheet Properties of Alloys of Multicore Solder Wires # August 2007 This data sheet lists the most popular solders supplied as As far as obtaining a low melting point is concerned, flux-cored wire and can be used in addition to the there is no advantage in using a higher tin content than separate Technical Data Sheets for Multicore cored 63/37, since the higher tin content alloys have higher solder wire fluxes. melting points and cost more. TIN/LEAD ALLOYS MULTICORE SAVBIT ALLOY From the following diagram, it can be seen that most x SAVES Copper and Iron-plated Soldering tin/lead solders have a plastic range, i.e. on heating they Iron Bits are pasty between the solid and liquid states. The solders x SAVES failure of soldered joints as Savbit are solid at 183°C (361°F). prevents erosion of copper wires and copper plating According to the alloy composition they have different SAVES costs and improves reliability plastic ranges. 60/40 tin/lead alloy for example becomes x liquid at 188°C (370°F) and therefore has a plastic range Multicore Savbit Solder is produced especially to of 5°C (9°F), 40/60 tin/lead has a plastic range of 51°C overcome the problem of ordinary tin/lead solders (92°F). dissolving copper. It is an alloy to which a precise Percentage of Lead amount of copper has been added so that no further 100 80 70 60 55 50 40 copper absorption should take place during soldering. °F °C 621 327 The breakage time of 0.067mm copper wire in various 527 275 LIQUID solders as a function of temperature is shown below. -

On the Direct Extrusion of Solder Wire from 52In-48Sn Alloy
machines Article On the Direct Extrusion of Solder Wire from 52In-48Sn Alloy Sergei Faizov, Aleksandr Sarafanov, Ivan Erdakov , Dmitry Gromov, Alexandra Svistun, Lev Glebov , Vitaly Bykov, Anastasia Bryk and Liudmila Radionova * Department of Metal Forming, South Ural State University, Lenin Prospect 76, 454080 Chelyabinsk, Russia; [email protected] (S.F.); [email protected] (A.S.); [email protected] (I.E.); [email protected] (D.G.); [email protected] (A.S.); [email protected] (L.G.); [email protected] (V.B.); [email protected] (A.B.) * Correspondence: [email protected]; Tel.: +7-351-901-93-32 Abstract: In this article, technology for producing wire and rod solder from 52In-48Sn alloy has been developed and investigated in the conditions of small-scale production. The use of direct extrusion of wire and rods instead of traditional technology for producing solder, which includes pressing, rolling and drawing, can significantly reduce the fleet of required equipment. Using only a melting furnace and a hydraulic press, solder wires and rods can be produced in various sizes. Shortening the production cycle allows you to quickly fulfill small orders and be competitive in sales. This article develops a mathematical model of direct extrusion, which allows you to calculate the extrusion ratio, extrusion speed and pressing force. The results of modeling the process of extrusion of wire Ø2.00 mm and rods Ø8.0 mm made of 52In-48Sn alloy are presented. The temperature of the solder and the tool is simulated in software QForm based on the finite element method. Experimental results of manufacturing Ø2.0 mm solder wire and Ø8.0 mm rods are presented. -
Surface Mount Solder Assembly of Leadless Integrated Circuit Packages to Substrates
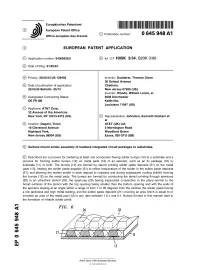
Europaisches Patentamt J European Patent Office © Publication number: 0 645 948 A1 Office europeen des brevets EUROPEAN PATENT APPLICATION © Application number: 94306928.6 int. ci.<>: H05K 3/34, B23K 3/06 @ Date of filing: 21.09.94 © Priority: 28.09.93 US 128492 Inventor: Dudderar, Thomas Dixon 30 School Avenue @ Date of publication of application: Chatham, 29.03.95 Bulletin 95/13 New Jersey 07928 (US) Inventor: Woods, William Lonzo, Jr. © Designated Contracting States: 6095 Dorchester DE FR GB Keith vi Me, Louisiana 71047 (US) © Applicant: AT&T Corp. 32 Avenue of the Americas New York, NY 10013-2412 (US) © Representative: Johnston, Kenneth Graham et al @ Inventor: Degani, Yinon AT&T (UK) Ltd. 10 Cleveland Avenue 5 Mornington Road Highland Park, Woodford Green New Jersey 08904 (US) Essex, IG8 OTU (GB) © Surface mount solder assembly of leadless integrated circuit packages to substrates. © Described are a process for soldering at least one component having solder bumps (12) to a substrate and a process for forming solder bumps (12) on metal pads (13) of an element, such as an IC package (10) or substrate (11) or both. The bumps (12) are formed by stencil printing solder paste deposits (21) on the metal pads (13), heating the solder paste deposits (21) to reflow temperature of the solder in the solder paste deposits (21), and allowing the molten solder in each deposit to coalesce and during subsequent cooling solidify forming the bumps (12) on the metal pads. The bumps are formed by conducting the stencil printing through apertures (20) in an ultra-thick stencil (19), the apertures (20) having trapezoidal crossection in the plane normal to the broad surfaces of the stencil with the top opening being smaller than the bottom opening and with the walls of the aperture sloping at an angle within a range of from 1 to 45 degrees from the vertical, the solder paste having a low tackiness and high metal loading, and the solder paste deposits (21) covering an area which is equal to or exceeds an area of the metal pad (13) in any ratio between 1.5:1 and 5:1. -

Analysis of Ball Soldering Parameters on the Properties of a BGA Packaged Semiconductor
Materials Research. 2017; 20(Suppl. 2): 858-862 DOI: http://dx.doi.org/10.1590/1980-5373-MR-2016-1075 Analysis of Ball Soldering Parameters on the Properties of a BGA Packaged Semiconductor Dario G. Rosaa, Marcio R. Strackeb, Victor T. Padilhab, Celso Petera, Willyan Hasenkamp Carreiraa, Carlos Alberto Mendes Moraesa* aEscola Politécnica, Universidade do Vale do Rio dos Sinos, São Leopoldo, RS, Brazil bHT Micron - Engeneering, São Leopoldo, RS, Brazil Received: December 13, 2016; Revised: November 10, 2017; Accepted: December 20, 2017 Integrated circuits have several applications, including medicine and the aerospace industry, where reliability is essential. Packaging is an important step in the manufacturing of integrated circuits, and ball soldering is one of the most critical process, especially in assembling and interconnecting integrated circuits. The solder joint formed during the ball soldering process is intrinsically associated with the performance and the reliability of the electronic system. This study analyzed the influence of parameters or factors affecting the ball soldering process from the perspective of intermetallic compound formation and shear stress of the solder joint. The results indicate there is an interaction coupling between these two factors that cannot be seen when they are investigated individually, meaning that the individual effect of each factor differs from that of the combinations of factors. The results showed that the factor that most influenced shear stress and thickness of the intermetallic compound was peak temperature during ball soldering. Keywords: Ball grid array packaging, intermetallic, shear stress, soldering. 1. Introduction of solders6. Another relevant parameter is the formation of In addition to consumer goods, integrated circuits (ICs) intermetallic compounds, which warrants good metallurgical have several important applications such as medicine, connection7.