Double-Shell Tank Integrity Project
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Numerical Simulations of Impacts of a Spherical Shell Projectile on Small Asteroids
46th Lunar and Planetary Science Conference (2015) 1868.pdf NUMERICAL SIMULATIONS OF IMPACTS OF A SPHERICAL SHELL PROJECTILE ON SMALL ASTEROIDS. K. Kurosawa1, H. Senshu1, K. Wada1, and TDSS team, Planetary Exploration Research Center, Chiba Institute of Technology, ([email protected]) Introduction: Recently, impactors have been strength of the target Y is given by Y = max(Ycoh + µP, widely used in a number of planetary exploration Ylimit), where Ycoh, µ, P, and Ylimit are the cohesion in missions [e.g., 1-4] to excavate the fresh material from the target, the coefficient of internal friction, the underground of asteroids, which are expected not to pressure in the target, and the Hugoniot elastic limit of suffer space weathering and thermal alteration due to the target. We employed the ε−α compaction model solar incidence. [11] to investigate the effects of the target porosity on The prediction of impact outcomes is necessary to the excavation processes. No gravity was included into derive scientific results as much as possible. There are the calculation. Lagrangian tracer particles were two problems, however, to predict impact outcomes on inserted into the grids to investigate the impact-driven small asteroids. First, the mechanical properties of flow field. For reference, we also conducted a few asteroids, such as the bulk porosity and the yield simulations using a dense copper spherical impactor strength, are largely unknown prior to arriving near with the same mass under the same conditions. target asteroids. Asteroids have a variation of the Results: Examples of snapshots of the simulation porosity from 0% to 80 % [5]. -

The Torpedo Incident
The Torpedo Incident The Torpedo Incident The Argus The Trip Of The Cerberus Contemporary Reports Index A Torpedo Calamity Mr Murray's Narrative Particulars of the Deceased Statement of the survivor, James Jasper Narrative of Eye Witness Captain Mandeville's Report The Inquest The Inquest The Late Gunner Groves The Geelong Advertiser Explosion at Queenscliff The Cerberus Disaster Mr Murray's Statement James Jasper's Statement Inquest on the Bodies The Funeral The Inquest The Williamstown Advertiser The Cerberus Calamity The Inquest The Funeral Inquest Report Summary Introduction Division 1 THE ARGUS Page 8, 5 March 1881 http://home.vicnet.net.au/~cerberus/torpedoincident.html (1 of 24)29/03/2005 9:28:10 PM The Torpedo Incident THE TRIP OF THE CERBERUS [BY ELECTRIC TELEGRAPH] (FROM OUR OWN CORRESPONDENT.) H.M.C.S.S. Cerberus, under the command of Captain Manderville, left her anchorage in the bay this morning, and after some practice off the Red Bluff, steamed away for the Heads. During the journey two targets were thrown out, the first being a triangle fixed up for the occasion at about 900 yards distance. The first round carried it away, and upon taking it on board it was found that it had been struck at the centre of the cross beam, and shattered to pieces. A small barrel was then put overboard with a red round to starboard. On account of the ebb tide the target drifted close to the steamer, and a tack had to be made so as to leave the target about 1,000 yards distant. -

Japanese Ordnance Markings
IAPANLS )RDNAN( MARKING KEY CHARACTERS for Essential Japanese Ordnance Materiel TABLE CHARACTER ORDNANCE TABLE CHARACTER ORDNANCE Tanks 1* Trucks MG Cars 11 Rifle Vehicles Pistol Carbine Sha J _ _ Bullet Grenade 2 Shell (w. #12) 12 Artillery Shell Bomb (w. #18) (W. #2) Rocket Dan Ryi Cannon !i~iI~Mark Number and 13~ Data on Bombs Howitzer Mortar H5 Go' 1 Metric Terms Explosives 14 Ammunition (Weight & Dimension) Yaku Sanchi Miri 5 Type 15 Aircraft Shiki . Ki Year 6 16 Metals Month Nen Getsu Tetsu Gasoline Fuze 7 ~Fuel Oils 17 Cap Lubricating Oils Train Yu Kan Primer Shell Case Airplane Bomb 8 Bangalore Torpedo 18 (w. #2) Grenade Launcher Complete Round To' Baku 9 (o) Unit or 9 (Organization 19 Factory He) Gun Sho Mines 10 Torpedo (Aerial) 20 n Arsenal Rai Sho RESTRICTED Translation of JAPANESE ORDNANCE MARKINGS AUGUST, 1945 A. S. F. OFFICE OF THE CHIEF OF ORDNANCE WASHINGTON, D. C. RESTRICTED RESTRICTED Table of Contents PAGE SECTION ONE-Introduction General Discussion of Japanese Characters........................................... 1 Unusual Methods of Japanese Markings....................................................... 5 SECTION TWO-Instructions for Translating Japanese Markings Different Japanese Calendar Systems......................................................... 8 Japanese Characters for Type and Modification............................................ 9 Explanation of the Key Characters and Their Use....................................... 10 Key Characters for Essential Japanese Ordnance Materiel.......................... 11 Method of Using the Key Character Tables in Translation............................ 12 Tables of Basic Key Characters for Japanese Ordnance................................ 17 SECTION THREE-Practical Reading and Translation of Japanese Characters Japanese Markings Copied from a Tag Within an Ammunition Box.......... 72 Japanese Markings on an Airplane Bomb.................................................... 73 Japanese Markings on a Heavy Gun................................................... -
Reloading Brass Shotshells Pt 2.Pdf
R.H. VanDenburg, Jr. Continued from Handloader No. 266 ext is the loading proce- ELOADING dure. One of the things un- R covered in all this is that Nbrass shells can generate higher velocities than paper or plas- tic, all other things being equal. So 1 if you plan to create a 3-dram, 1 ⁄8- ounce, 12-gauge load of 1,200 fps, for example, Brass you might not need any- where near the called for amount of powder. 38 www.handloadermagazine.com Handloader 267 PART II: Technical Tips Shotshells A lot of things factor into such events, such as bar- rel length and diameter, chamber length, atmos- pheric conditions, powder brand and grade, wad column and so forth. Waterfowlers might rejoice, but if you are competing in a timed event where re- covery between shots is important, this is a good thing to know. Typically, this occurs in the CBC shell only with black powder. With smokeless pow- der, performance is degraded. In the RMC shell, higher velocity occurs with both types of powder. The actual loading of brass shotshells differs from that which we are accustomed to with either metal- lic cartridges or modern shotshells. We have the luxury of loading one shell at a time as we typically load shotshells on a single-stage press or batch pro- cessing, i.e., completing one step on all the shells to be loaded before beginning the next step, as we usually load metallic cartridges. Either way the first aid we should obtain is a loading block. It is indis- pensable. -

Artillery Through the Ages, by Albert Manucy 1
Artillery Through the Ages, by Albert Manucy 1 Artillery Through the Ages, by Albert Manucy The Project Gutenberg EBook of Artillery Through the Ages, by Albert Manucy This eBook is for the use of anyone anywhere at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org Title: Artillery Through the Ages A Short Illustrated History of Cannon, Emphasizing Types Used in America Author: Albert Manucy Release Date: January 30, 2007 [EBook #20483] Language: English Artillery Through the Ages, by Albert Manucy 2 Character set encoding: ISO-8859-1 *** START OF THIS PROJECT GUTENBERG EBOOK ARTILLERY THROUGH THE AGES *** Produced by Juliet Sutherland, Christine P. Travers and the Online Distributed Proofreading Team at http://www.pgdp.net ARTILLERY THROUGH THE AGES A Short Illustrated History of Cannon, Emphasizing Types Used in America UNITED STATES DEPARTMENT OF THE INTERIOR Fred A. Seaton, Secretary NATIONAL PARK SERVICE Conrad L. Wirth, Director For sale by the Superintendent of Documents U. S. Government Printing Office Washington 25, D. C. -- Price 35 cents (Cover) FRENCH 12-POUNDER FIELD GUN (1700-1750) ARTILLERY THROUGH THE AGES A Short Illustrated History of Cannon, Emphasizing Types Used in America Artillery Through the Ages, by Albert Manucy 3 by ALBERT MANUCY Historian Southeastern National Monuments Drawings by Author Technical Review by Harold L. Peterson National Park Service Interpretive Series History No. 3 UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON: 1949 (Reprint 1956) Many of the types of cannon described in this booklet may be seen in areas of the National Park System throughout the country. -

Winchester Reloading Manuals
15th Edition Reloader’s Manual What’s it take to manufacture the world’s finest ammunition? The world’s finest components. Winchester understands the demands of shooters and hunters want- ing to develop the “perfect load.” You can rest assured that every Winchester ammu- nition component is made to meet and exceed the most demanding requirements and performance standards in the world– yours. Winchester is the only manufacturer which backs up its data with over 125 years of experience in manufacturing rifle, handgun and shotshell ammunition.The data in this booklet are the culmination of very extensive testing which insures the reloader the best possible results. This 15th edition contains more than 150 new recipes, including AA Plus® Ball Powder® propellant, WAA12L wad, 9x23 Winchester and 454 Casull. This information is presented to furnish the reloader with current data for reloading shotshell and centerfire rifle and handgun ammunition. It is not a textbook on how to reload, but rather a useful reference list of recommended loads using Winchester® components. TABLE OF CONTENTS Warnings Read Before using Data. 2 Components Section. 6 Shotshell Reloading. 12 Shotshell Data. 17 Powder Bushing Information. 25 Metallic Cartridge Reloading. 33 Rifle Data. 35 Handgun Data. 42 Ballistic Terms and Definitions. 51 TRADEMARK NOTICE AA Plus, AA, Action Pistol, Fail Safe, Lubalox, Lubaloy, Silvertip, Super-Field, Super-Lite, Super-Match, Super-Target, Super-X, Xpert and Winchester are registered trademarks of Olin Corporation. Magnum Rifle, and Upland, are trademarks of Olin Corporation. Ball Powder is a registered trademark of Primex Technologies, Inc. © 1997 Winchester Group, Olin Corporation, East Alton, IL 62024 1 WARNINGS Read before using data The shotshell and metallic cartridge data in this booklet supersede all previous data published for Ball Powder® smokeless propellants. -

The Artillery News
THE ARTILLERY NEWS. JUNE – AUGUST 2007 Official Correspondence. R.A.A Assoc. of Tas. Inc. Hon. Secretary, Norman B. Andrews OAM., SBStJ. Tara Room, 24 Robin St; Newstead. Tas. 7250. E-Mail: [email protected] R.A.A. Association of Tasmania Inc. Homepage: http://www.tasartillery.o-f.com/ R.A.A.A.T. NORTHERN HISTORICAL- SOCIAL WING. APRIL 2007 The second informal get-together for 2007 of the R.A.A.A.T. Historical- Social Wing group was held at the QVM&AG at 2.00 p.m. on Thursday 12th April, 2007 and was attended by:- Norman Andrews (Hon. Sec.), Gunter Breier, Terry Higgins, Graeme Petterwood, Lloyd Saunders, Marc Smith, Frank Stokes, Charles Tee and Rick Wood.. We did receive apologies from several members - and we were aware of others who are still on the sick list – so ‘Get Wells’ are extended We also extend our sincere sympathy to our member Bob Brown who recently lost his dear wife through illness. Hang in there Bob…! Norm read several notes he had received from other Associations regarding their activities and also advised us of an invitation from Reg Watson regarding the Annual Boer War Commemorative Day which is to be held on Sunday 10 June 2007 commencing 12.00 noon at the Boer War Memorial in Launceston’s City Park. There will be an opportunity to present flowers, posy or wreath in memory of those Tasmanians who fought in and perhaps died in the South African War (1899-1902) Further inquiries phone Reg Watson 0409 975 587. 1 Launceston contact also will be Mr. -

Lifecycle Assessment of a PFHE Shell Grenade
FOI-R--1373--SE November 2004 ISSN 1650-1942 Scientific report Joakim Hägvall, Elisabeth Hochschorner, Göran Finnveden, Michael Overcash, Evan Griffing Life Cycle Assessment of a PFHE Shell Grenade Defence Analysis SE-172 90 Stockholm SWEDISH DEFENCE RESEARCH AGENCY FOI-R--1373--SE Defence Analysis November 2004 SE-172 90 Stockholm ISSN 1650-1942 Scientific report Joakim Hägvall, Elisabeth Hochschorner, Göran Finnveden, Michael Overcash, Evan Griffing Life Cycle Analysis on a PFHE Shell Grenade Issuing organization Report number, ISRN Report type FOI – Swedish Defence Research Agency FOI-R--1373--SE Scientific report Defence Analysis Research area code SE-172 90 Stockholm 3. NBC Defence and other hazardous substances Month year Project no. November 2004 E1420 Sub area code 35 Environmental Studies Sub area code 2 Author/s (editor/s) Project manager Joakim Hägvall Göran Finnveden Elisabeth Hochschorner Approved by Göran Finnveden Karin Mossberg Sonnek Michael Overcash Sponsoring agency Evan Griffing Swedish Armed Forces Scientifically and technically responsible Report title Life Cycle Analysis on a PFHE Shell Grenade Abstract (not more than 200 words) The environmental constraint on all activities in society increases. Today there is a growing understanding of the need to minimize the environmental impacts and the military defence can not be an exception. So far, most of the work in this field has been focused on the direct environmental impact from the energetic materials in the munition. There has been a very small amount of work on the life cycle aspects concerning military materiel. This report describes a two year project, funded by the Swedish Armed Forces, with the purpose of performing life cycle assessments of munitions. -
How Does a Cannon Work?
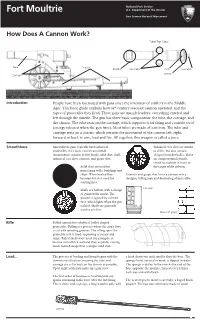
National Park Service Fort Moultrie U.S. Department of the Interior Fort Sumter National Monument How Does A Cannon Work? Tube Top View Tube Chassis Muzzle Trunnions Vent Cascabel Breech Carriage Introduction People have been fascinated with guns since the invention of artillery in the Middle Ages. This basic guide explains how 19th century seacoast cannon operated, and the types of projectiles they fired. These guns are muzzle loaders; everything entered and left through the muzzle. The gun has three basic components: the tube, the carriage, and the chassis. The tube rests on the carriage, which supports it for firing and controls recoil (energy released when the gun fires). Most tubes are made of cast iron. The tube and carriage rests on a chassis, which permits the movement of the cannon left, right, forward or back to aim, load and fire. All together, this weapon is called a piece. Smoothbore Smoothbore guns typically fired spherical Spherical case shot are similar projectiles; the classic round cannonball. to shells, but also contain Ammunition consists of five kinds: solid shot, shell, shrapnel (musket balls). These spherical case shot, canister, and grape shot. are antipersonnel rounds, timed to explode in front of Solid shot are used for the target while airborn. puncturing walls, buildings and ships. When heated they Canister and grape shot turns a cannon into a become hot shot, used for shotgun, killing men and destroying objects alike. starting fires. Canister Shells are hollow, with a charge of gunpowder inside. The powder is ignited by a timed fuse, which lights when the gun is fired. -

Marine Torpedo. No 47, 776
W00D & LAY. Marine Torpedo. No 47, 776. Patented May 16, 1865. UNITED STATES PATENT OFFICE, WM. W. W. WOOD, AND JOHN L. LAY, OF THE UNITED STATES NAVY, ASSIGNORS TO DONALD MCKAY, OF EAST BOSTON, MASS. M PROVE MENT IN SUBMARINE Explosiv E S - ELLS. Specification forming part of Letters Patent No. 4A ?, ? ? G, dated May 16, 1865; antedated February 25, 1865. To all uvho7nn, ibi may concern, : || our invention, we will now proceed to describe Be it known that We, WILLIAMI W. W. || its construction, operation, and effect. WOOD, Chief Engineer, and JOHN L. LAY, On reference to the accompanying drawings, First-Assistant Engineer, both of the United || which forma part of this specification, Figure States Navy, have invented certain Improve- || 1 is a vertical section of our improved subma ments in Submarine Shells or Torpedoes; and | Irine shell or torpedo; Fig. 2, a sectional plan we do hereby declare the following to be a full, i on the line 1, 2, Fig. 1, and Figs. 3, 4, and 5 clear, and exact description of the same, refer- || views illustrative of experiments made with ence being had to the accompanying drawings, | our improved shells. and to the letters of reference marked thereon. In the present instance, the casing A of the Our invention relates to certain improve- || shell is constructed of sheet-iron in the form ments in shells or torpedoes to be submerged || of a hollow cylinder, A, closed at the lower or partly submerged, and to be used for the || end and furnished at the upper end with a de sinking of vessels, the removal of obstructions || tachable cover, B, the lower closed end being from rivers or harbors, and the destruction of || cone - shaped, if desired, and being made folrtifications. -
Identification of Artillery Projectiles
IDENTIFICATION OF ARTILLERY. PROJECTILES (WITH ADDENDA) SECOND EDITION RESTRICTED Published by VI Corps June 1944. Republished with Addenda as Second Edition by Seventh^Army Auq 1944 INDEX Preface .......................................................... 2 Sample Shelling Report Form ..........................3 Sec. I - GERMAN................................................ 5 Abbreviations and Nomenclature . 6 Chart: Details of Rotating Bands . 46 Sec. II - ITALIAN.......................................... 51 Chart: Details of Rotating Bands . 57 Sec. I l l - B R IT IS H .......................................6l Chart: Details of Rotating Bands . 65 Sec. IV - AMERICAN.......................................67 Chart: Details of Rotating Bands . 73 Sec. V - MISCELLANEOUS................................75 ADDENDA ............................................................ 79 Inch and Centimeter scale inside back cover. PRgACt. Information included in this booklet haa been compiled from a ll available Intelligence sources, including many original drawings sub mitted by Arty S-2a. No e ffo rt haa been made to indicate the sources o f this information. The measurements on the drawings and in the charts are believed to be reasonably accurate; however, minor varia tions may exist. Binfcmy a rtille ry a ctivity in HALT reached new heights on the ANZ10 Beachhead. Not only have the forward units been shelled continuously, but rear areas including Army, Corps, Air Corps, and Naval installations have been shelled interm ittently with heavy caliber guns. Due to the semi-circular front o f approx 30 miles we have encountered shelling from every direction, and from weapons ranging from the lig h t 75-mm Hecoilless gun to 28-cm super-heavy railway gun. Also, the enemy has used many d iffe re n t types of arty captured from the Russians, Italian s and French. -

Early 18Th Century Hand Grenades on the North American Atlantic Coast an Experimental Archaeology Study By
Early 18th Century Hand Grenades on the North American Atlantic Coast An Experimental Archaeology Study by Stephen Lacey April, 2019 Director of Thesis: Donald H. Parkerson, Ph.D. Major Department: History, Program of Maritime Studies ABSTRACT In the first half of the eighteenth century, standardization of weapons appears in cannon, shot, and small arms. No comparative study has been conducted to determine if grenades follow this pattern. In this study, three collections of cast iron grenades dating from 1700–1750 were compared to determine if any statistical significance exists. If so, this will form the basis to create a taxonomy to assist in dating sites. Furthermore, grenade blasts from this era are reported in the historical record but recorders barely understood ballistics. An experimental phase has been designed into the project to fully record a blast via controlled detonation. The concussive force and decibel levels were recorded to help assess potential damage. Upon completion, medical evaluations can be made to determine the full lethality of cast iron grenades. This allows an evaluation of historical records for unexplained deaths, altered behaviors post battle, and critical evaluation of historical documents on grenade lethality. Early 18th Century Hand Grenades on the North American Atlantic Coast An Experimental Archaeology Study A Thesis Presented to the Faculty of the Department of History East Carolina University In Partial Fulfillment of the Requirements for the Degree Master’s of Arts By Stephen Lacey April, 2019 ©Stephen Lacey, 2019 Early 18th Century Hand Grenades on the North American Atlantic Coast An Experimental Archaeology Study By Stephen Lacey APPROVED BY: DIRECTOR OF THESIS: ___________________________________________ Donald H.