Article Index Machinists Workshop
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Revealing Internal Flow Behaviour in Arc Welding and Additive
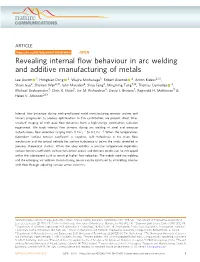
ARTICLE https://doi.org/10.1038/s41467-018-07900-9 OPEN Revealing internal flow behaviour in arc welding and additive manufacturing of metals Lee Aucott 1, Hongbiao Dong 2, Wajira Mirihanage3, Robert Atwood 4, Anton Kidess5,10, Shian Gao2, Shuwen Wen6,11, John Marsden6, Shuo Feng2, Mingming Tong7,12, Thomas Connolley 4, Michael Drakopoulos4, Chris R. Kleijn5, Ian M. Richardson8, David J. Browne7, Ragnvald H. Mathiesen9 & Helen.V. Atkinson2,13 1234567890():,; Internal flow behaviour during melt-pool-based metal manufacturing remains unclear and hinders progression to process optimisation. In this contribution, we present direct time- resolved imaging of melt pool flow dynamics from a high-energy synchrotron radiation experiment. We track internal flow streams during arc welding of steel and measure instantaneous flow velocities ranging from 0.1 m s−1 to 0.5 m s−1. When the temperature- dependent surface tension coefficient is negative, bulk turbulence is the main flow mechanism and the critical velocity for surface turbulence is below the limits identified in previous theoretical studies. When the alloy exhibits a positive temperature-dependent surface tension coefficient, surface turbulence occurs and derisory oxides can be entrapped within the subsequent solid as result of higher flow velocities. The widely used arc welding and the emerging arc additive manufacturing routes can be optimised by controlling internal melt flow through adjusting surface active elements. 1 United Kingdom Atomic Energy Authority, Culham Science Centre, Abingdon, Oxfordshire OX14 3DB, UK. 2 Department of Engineering, University of Leicester, Leicester LE1 7RH, UK. 3 School of Materials, University of Manchester, Manchester M13 9PL, UK. -
Distal Radius System 2.5
PRODUCT INFORMATION Distal Radius System 2.5 APTUS® Wrist 2 | Distal Radius System 2.5 Contents 3 A New Generation of Radius Plates 4 One System for Primary and Secondary Reconstruction 6 ADAPTIVE II Distal Radius Plates 8 FPL Plates 10 Hook Plates 11 Lunate Facet Plates 12 Rim Plates 13 Fracture Plates 14 Correction Plates 15 Volar Frame Plates 16 Extra-Articular Plates 17 Small Fragment Plates 18 Dorsal Frame Plates 19 XL Plates 20 Distal Ulna Plates 21 Fracture Treatment Concept 22 Technology, Biomechanics, Screw Features 24 Precisely Guided Screw Placement 25 Instrument for Reconstruction of the Volar Tilt 26 Storage 27 Overview Screw Trajectories 29 Ordering Information 47 Bibliography For further information regarding the APTUS product line visit: www.medartis.com Medartis, APTUS, MODUS, TriLock, HexaDrive and SpeedTip are registered trademarks of Medartis AG / Medartis Holding AG, 4057 Basel, Switzerland www.medartis.com Distal Radius System 2.5 | 3 A New Generation of Radius Plates Why is a new generation of radius plates needed? Distal radius fractures are the most common fractures of the stable plate systems have enabled open reduction and inter- upper extremities. The knowledge of these fractures has grown nal fixation to become an established treatment method for enormously over the last years. Treatment concepts have like- intra- and extra-articular distal radius fractures. These sys- wise been refined. It is now generally accepted that the best tems have enabled even severe extension fractures with dor- possible anatomical reconstruction of the radiocarpal joint sal defect zones to be precisely repositioned and treated with (RCJ) and distal radioulnar joint (DRUJ) to produce a func- osteosynthesis via volar access without the need for additional tional outcome is a requirement. -

OVERVIEW of FOUNDRY PROCESSES Contents 1
Cleaner Production Manual for the Queensland Foundry Industry November 1999 PART 5: OVERVIEW OF FOUNDRY PROCESSES Contents 1. Overview of Casting Processes...................................................................... 3 2. Casting Processes.......................................................................................... 6 2.1 Sand Casting ............................................................................................ 6 2.1.1 Pattern Making ................................................................................... 7 2.1.2 Mould Making ..................................................................................... 7 2.1.3 Melting and Pouring ........................................................................... 8 2.1.4 Cooling and Shakeout ........................................................................ 9 2.1.5 Sand Reclamation .............................................................................. 9 2.1.6 Fettling, Cleaning and Finishing....................................................... 10 2.1.7 Advantages of Sand Casting............................................................ 10 2.1.8 Limitations ........................................................................................ 10 2.1.9 By-products Generated .................................................................... 10 2.2 Shell Moulding ........................................................................................ 13 2.2.1 Advantages...................................................................................... -

VARIABLE ANGLE LOCKING HAND SYSTEM for Fragment-Specific Fracture Fixation with Variable Angle Locking and Locking Technology
VARIABLE ANGLE LOCKING HAND SYSTEM For fragment-specific fracture fixation with variable angle locking and locking technology SURGICAL TECHNIQUE TABLE OF CONTENTS INTRODUCTION Variable Angle Locking Hand System Overview 2 AO Principles 5 Indications 6 Featured Plates & Technique Highlights 7 Screws in the System 18 Featured Instruments 20 SURGICAL TECHNIQUE Preoperative Planning and Reduction 27 Lag Screw Insertion (Optional) 29 Prepare and Insert Plate 37 Insert Screw 50 Implant Removal 51 PRODUCT INFORMATION Implants 54 Instruments 63 Graphic Cases 70 Set Lists 77 Image intensifier control Variable Angle Locking Hand System Surgical Technique DePuy Synthes Companies VARIABLE ANGLE LOCKING HAND SYSTEM OVERVIEW The DePuy Synthes Variable Angle Locking Hand System consists of plates that are anatomic, procedure-specific, and available in both stainless steel and titanium. The Variable Angle Locking Hand System offers instrumentation to aid in: x fracture reduction x provisional fixation x plate adaptation x construct creation Designed for the Surgeon and Patient A dedicated, global surgeon team was integral to the design of this system through extensive consultation and participation in multiple design labs. Surgeon interviews, design and development meetings, and collaboration with key opinion leaders determined the clinical components necessary for the DePuy Synthes Variable Angle Locking Hand System. DePuy Synthes Companies are dedicated to improving patient care. System Snapshot x Extensive system of anatomically precontoured plates x First to the market with 1.3 mm locking screws for hand plating1 x Forceps that aid in fracture reduction and lag screw application x Forceps that aid in plate fixation x Self-retaining screwdrivers x Plates available in 316L stainless steel and titanium x Color-coded instruments 1DePuy Synthes Companies market analysis of leading orthopaedic companies, conducted May 2015. -
Milling Fixtures Principles of Their Design and Examples from Practice Third Revised Edition
UC-NRLF 25 CENTS B 3 Dlfi 742 MILLING FIXTURES PRINCIPLES OF THEIR DESIGN AND EXAMPLES FROM PRACTICE THIRD REVISED EDITION MACHINERY'S REFERENCE SERIES NO. 4 PUBLISHED BY MACHINERY, NEW YORK MACHINERY'S REFERENCE SERIES EACH NUMBER IS ONE UNIT IN A COMPLETE LIBRARY OF MACHINE DESIGN AND SHOP PRACTICE REVISED AND REPUBLJSHED FROM MACHINERY NUMBER 4 MILLING FIXTURES THIRD REVISED EDITION CONTENTS Elementary Principles of Milling Fixtures, by E. R. MARKHAM - 3 Examples of Milling Fixtures 26 Copyright, 1912, The Industrial Press, Publishers of MACHINERY 49-55 Lafayette Street, New York City X CHAPTER I ELEMENTARY PRINCIPLES OP MILLING MACHINE FIXTURES* The principal consideration, when designing fixtures that are to be fastened solidly to the table of a milling machine, should be to have the fixture firm enough to admit working the machine and cutter to their limit of endurance. In fact, the fixture should be stronger than the machine itself, and able to resist any possible strain that the cutter can exert. While fixtures should be strong, the movable parts should be so made as to be easily manipulated. All bearing and locat- ing points should be accessible to facilitate the removal of chips and dirt. The action of the clamping devices should be rapid, so that no time is lost in manipulating them. The Milling Machine Vise-False Vise Jaws The first fixture to consider is the milling machine vise, which has a stationary and a movable jaw, against which are placed removable jaws, held in place by means of screws. The stationary-removable jaw generally has connected with it any shelf, pins, or means for locating the pieces to be machined. -

Implementation of Metal Casting Best Practices
Implementation of Metal Casting Best Practices January 2007 Prepared for ITP Metal Casting Authors: Robert Eppich, Eppich Technologies Robert D. Naranjo, BCS, Incorporated Acknowledgement This project was a collaborative effort by Robert Eppich (Eppich Technologies) and Robert Naranjo (BCS, Incorporated). Mr. Eppich coordinated this project and was the technical lead for this effort. He guided the data collection and analysis. Mr. Naranjo assisted in the data collection and analysis of the results and led the development of the final report. The final report was prepared by Robert Naranjo, Lee Schultz, Rajita Majumdar, Bill Choate, Ellen Glover, and Krista Jones of BCS, Incorporated. The cover was designed by Borys Mararytsya of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy, the Advanced Technology Institute, and the Cast Metals Coalition in conducting this project. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. The views and opinions expressed by the authors herein do not necessarily state or reflect those of the United States Government or any Agency thereof. -

Material Removal Modeling and Life Expectancy of Electroplated CBN Grinding Wheel and Paired Polishing Tianyu Yu Iowa State University
Iowa State University Capstones, Theses and Graduate Theses and Dissertations Dissertations 2016 Material removal modeling and life expectancy of electroplated CBN grinding wheel and paired polishing Tianyu Yu Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/etd Part of the Engineering Mechanics Commons, and the Mechanical Engineering Commons Recommended Citation Yu, Tianyu, "Material removal modeling and life expectancy of electroplated CBN grinding wheel and paired polishing" (2016). Graduate Theses and Dissertations. 16045. https://lib.dr.iastate.edu/etd/16045 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Graduate Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. Material removal modeling and life expectancy of electroplated CBN grinding wheel and paired polishing by Tianyu Yu A dissertation submitted to the graduate faculty in partial fulfillment of the requirements for the degree of DOCTOR OF PHILOSOPHY Major: Engineering Mechanics-Aerospace Engineering Program of Study Committee: Ashraf F. Bastawros, Major Professor Abhijit Chandra Wei Hong Thomas Rudolphi Stephen Holland Iowa State University Ames, Iowa 2016 Copyright © Tianyu Yu, 2016. All rights reserved. ii DEDICATION I would like to dedicate this dissertation to my parents -

Millimeter Wave Linac and Wiggler Structures
MM-Wave Linac and Wiggler Structures H. Henke Technical University Berlin Institut fuer Theoretische Elektrotechnik Einsteinufer 17, EN 2 D- 10587 Berlin Abstract In an international collaboration a new technology is kW RF peak power for 1 mA current. This is a reasonably being developed for a 50 MeV millimeter RF-wavelength low power level for designing new sources, for instance little electron linear accelerator complex for production of coherent sheet beam klystrinos also in planar technology. Then, the tunable synchrotron radiation. The accclcrator components and whole device would fit on a standardlab table. the wiggler are being designed with planar geometries suitable 2.5MeV F MeV for deep X-ray lithography and subsequent electroplating F5o”r:e bUrK’1P”l (LIGA) or for etching and electroplating silicon wafers. The b&c design ideas of different components for bunching, pre- acceleration, acceleration, focussing and the wiggler are presented. hem 1. INTRODUCTION Micromechanic technology has developed a vast range of fabricational methods for devices in the submillimeter range: high precision stamping, diamond lathes, laser cutting, diffusion bonding, lithography and etching of silicon wafers and deep X-ray lithography with subsequent electroplating Fig. 1 Conceptual design of an integrated mm-wave (LIGA [ll). So, the technology is available for studying and ndiaton source (IMIRAS) eventually building high precision accelerator components and struclures for very high RF frcquencics, let us say above 100 The paper presents different RF structures for acceleration GHz. In this context it is of great importance that the relative and pre-acceleration, possible focussing devices and structures dimensional and frequency tolerances increase with tie square for a microwave wiggler. -

11-21-17 LETTING: 12-13-17 Page 1 of 5 KANSAS DEPARTMENT OF
11-21-17 LETTING: 12-13-17 Page 1 of 5 KANSAS DEPARTMENT OF TRANSPORTATION 517122151 U056-046 KA 4670-01 NHPP-A467(001) ___________________________________________________________________________ CONTRACT PROPOSAL 1. The Secretary of Transportation of the State of Kansas [Secretary] will accept only electronic internet proposals from prequalified contractors for construction, improvement, reconstruction, or maintenance work in the State of Kansas, said work known as Project No.: U056-046 KA 4670-01 NHPP-A467(001) The general scope, location and net length are: MILLING AND HMA OVERLAY. US-56 FR APPRX 900 FT E US56/US69 JCT TO APPROX 1350 FT E OF ROE AVE IN JO CO. LENGTH IS 1.825 MI. 2. This is the Proposal of [Contractor] to complete the Project for the amount set out in the accompanying Unit Prices List. 3. The Contractor makes the following ties and riders as part of its Proposal in addition to state ties, if any: ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ 4. Contractors and other interested entities may examine the Bidding Proposal Form/Contract Documents (see paragraph 11 below) at the County Clerk's Office in the County in which the Project is located and at the Kansas Department of Transportation [KDOT] Bureau of Construction and Materials, Eisenhower State Office Building, 700 SW Harrison, Topeka, Kansas 66603. Contractors may examine and print the Bidding Proposal Form/ Contract Documents by using KDOT's website at http://www.ksdot.org and choosing the following selections: "Doing Business","Bidding & Letting" and "Proposal Information", and using the links provided in the Project information for this project. KDOT will not print and mail paper copies of Proposal Forms. -

Rotary Table
2020-12-14 13:47 Doc. No. DIU-10D00-OM002-D PRODUCT NAME Rotary Table MODEL / Series / Product Number MSQ DI027773 2020-12-14 13:47 Contents Safety Instructions 2 Outline 18 How to order 18 Specifications 19 Weight 20 Effective torque 20 Internal construction and parts 21 MSQ10 to 50 21 Made to Order 22 Basic circuit 23 Circuit structure 23 Recommended models 23 Mounting 24 Load restrictions 24 Bolts for mounting product 24 Rotation direction and rotation angle 27 Rotating range example 28 Special angle adjustment tool 29 Angle adjustment using the special tool 29 Piping 30 Air supply 30 Setting of rotation time 31 Moment of inertia 31 Calculation formulae for moment of inertia 32 Kinetic energy 33 Auto switch 34 Internal structure and operation principle 34 Mounting of auto switch 34 Auto switch proper mounting position at rotation end 35 Maintenance and Inspection 36 Regular check 36 Replacement procedure of the seal kit 36 Specific product precautions 45 Troubleshooting 48 -1- DI027773 2020-12-14 13:47 Safety Instructions These safety instructions are intended to prevent hazardous situations and/or equipment damage. These instructions indicate the level of potential hazard with the labels of “Caution,” “Warning” or “Danger.” They are all important notes for safety and must be followed in addition to International Standards (ISO/IEC)*1), and other safety regulations. *1) ISO 4414: Pneumatic fluid power -- General rules relating to systems. ISO 4413: Hydraulic fluid power -- General rules relating to systems. IEC 60204-1: Safety of machinery -- Electrical equipment of machines .(Part 1: General requirements) ISO 10218-1992: Manipulating industrial robots -Safety. -

Cutting Tools & Metalworking
17–268 Edge Finders, Wiggler Sets, Height Gauges, Surface Gauges, Bore Gauge Sets Edge Finders Surface Gauges Egde Finders Surface Gauges 0962311 0962312 3163164 7059268 7059269 7059270 Part No. Head Diameter Shank Diameter Style Type 0962311 0.500" 1/2" Single End Edge Finder 0962312 0.200" / 0.500" 1/2" Double End Edge Finder 3163164 0.200" 3/8" Single End Edge Finder 7059268 0.200" 3/8" Single End Edge Finder 7059269 0.200" 1/2" Single End Edge Finder 7059270 0.200" 3/8" Single End Edge/Center Finder Wiggler Sets Part No. Spindle Size Base Size Base Material 3163146 4" / 7" 2-3/16" x 1-5/8" Steel 5 Piece Wiggler Set 3163147 12" / 9" 3-1/8" x 2-1/2" Steel • Made from precision ground tool steel • Includes offset indicator holder and improved chuck design for holding Bore Gauge Sets attachments Telescoping Gage Sets • Range: 1/2-6" • Handle length: 2-3/8" except 3-1/4 on the largest • Each with a handle, one rigid contact arm Part No. Contents and one spring tensioned contact arm 0962313 Chuck, (4) Attachments • Hardened and ground radius on ends CUTTING Height Gauges Part No. Range Contents 0324730 1/2" - 6" 5 Piece Set Includes: 5 Telescoping Gauges Electronic Height Gage - T 3752 Series OOLS & METALWORKING • Clear bar graduations in .100" and Telescoping Gage Sets 5mm increments • Automatically self-centering • Carrier and scriber designed to read from zero, set • Has two telescoping contacts ZERO at any position • Constant spring tension gives uniform • Ability to retain and return to true zero reading contact pressure • In/mm conversion • Easily locked at any setting • Ability to assign minimum and maximum limits • RS232 output for data collection, analysis and hard Part No. -

Hand-Forging and Wrought-Iron Ornamental Work
This is a digital copy of a book that was preserved for generations on library shelves before it was carefully scanned by Google as part of a project to make the world’s books discoverable online. It has survived long enough for the copyright to expire and the book to enter the public domain. A public domain book is one that was never subject to copyright or whose legal copyright term has expired. Whether a book is in the public domain may vary country to country. Public domain books are our gateways to the past, representing a wealth of history, culture and knowledge that’s often difficult to discover. Marks, notations and other marginalia present in the original volume will appear in this file - a reminder of this book’s long journey from the publisher to a library and finally to you. Usage guidelines Google is proud to partner with libraries to digitize public domain materials and make them widely accessible. Public domain books belong to the public and we are merely their custodians. Nevertheless, this work is expensive, so in order to keep providing this resource, we have taken steps to prevent abuse by commercial parties, including placing technical restrictions on automated querying. We also ask that you: + Make non-commercial use of the files We designed Google Book Search for use by individuals, and we request that you use these files for personal, non-commercial purposes. + Refrain from automated querying Do not send automated queries of any sort to Google’s system: If you are conducting research on machine translation, optical character recognition or other areas where access to a large amount of text is helpful, please contact us.