Surface Preparation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Mop Bucket Vs Micromatic
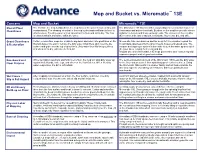
™ Mop and Bucket vs. Micromatic 13E Concern Mop and Bucket Micromatic™ 13E Overall Floor The first time the mop is dipped into the mop bucket, the water becomes dirty and The Micromatic 13E floor scrubber always dispenses a solution mixture of Cleanliness contaminated. The cleaning chemical in the mop bucket water will start to lose its clean water and active chemicals. Brushes on the scrubber provide intense effectiveness. The dirty water is then spread on the floor and left to dry. The floor agitation to loosen and break up tough soils. The vacuum on the scrubber is left wet with dirt and grime still in the water. then removes the water and dirt, leaving the floor clean, dry, and safe. Grout Cleanliness Cotton or microfiber mops are unable to dig down and reach into grout lines on tile Micromatic 13E uses brushes and the weight of the machine to push the & Restoration floors to loosen the soil or remove the dirty water. Mop fibers skim over the tile brush bristle tips deep into the grout lines to loosen embedded soils. The surface and glide over the top of grout lines. Dirty water then fills the grout lines vacuum and squeegee system is then able to suck the water up and out of and when left to dry, will leave behind dirt. the grout lines, leaving them clean and dry. Regular use of the Micromatic 13E helps prevent the time consuming and expensive project work of grout restoration. Baseboard and While swinging mops back and forth over a floor, the mop will sling dirty water up The semi-enclosed scrub deck of the Micromatic 13E keeps the dirty water Floor Fixtures against baseboards, table legs, and other on the floor fixtures. -

Professional Tools & Accessories
Professional Tools & Accessories Automotive | Commercial | Residential Paint Protection | Wraps | Vinyl & Graphics CONTENTS KNIVES & BLADES INSTALLATION ACCESSORIES 1 20 SCRAPERS & BLADES MEASURE/MARK & TRIM 4 22 HANDLED SQUEEGEES SPRAYERS & ACCESSORIES 6 23 SQUEEGEE ESSENTIALS CLEANING/PREP & CHEMICALS 11 24 PPF/WRAPS/VINYL & GRAPHICS SLITTERS & ACCESSORIES 14 26 HARD CARDS METERS 17 27 TUBE SQUEEGEES 18 KNIVES & BLADES STANDARD 9MM KNIVES GT126 OLFA “SILVER” SS KNIFE GT027 NT PRO A1 “RED DOT” KNIFE GT226 OLFA “SILVER 2” KNIFE The original Olfa stainless steel knife. Regarded by many installers as the Significantly improved over the original KNIVES & BLADES finest professional knife available. “Olfa Silver”. Features right or left The blade can be advanced in 1/2 handuse, blade position auto-lock, segment increments for precision and one-segment click-action. control. Right or left hand use. Now includes a stainless steel blade. GT127 OLFA A1 KNIFE GT227 OLFA XA1 ERGONOMIC KNIFE GT1018 NT A250RP AUTO-LOCK KNIFE Used for film pattern cutting and This ergonomically correct knife Chemical-resistant and heat-resistant trimming. Features a molded plastic features a comfortable rubber grip for polypropylene grip. Ratchet auto- handle for maximum control and better control and less fatigue. lock slider locks blade in place while comfort. Right or left hand use. cutting. Right or left hand use. GT1054 NT A300GR KNIFE GT124 PLASTIC UTILITY KNIFE All-purpose standard duty utility knife Used for film pattern cutting and with stainless steel sliding holder and trimming. sturdy aluminum die cast grip for long lasting use. Ratchet auto-lock slider locks blade in place while cutting. End cap also functions as a blade snapper. -

Product Catalog
Building Service Contractor Cleanroom Quality • Innovation • Service • Selection • Value Product Catalog Healthcare Education Foodservice GPS158 From the President Dear Geerpres Customers, If you’ve spent any time in the jan/san industry, we trust you’ve heard about and used Geerpres products. Since 1935, our company has earned a reputation for creating the highest quality, long- lasting metal wringers, buckets and housekeeping carts in the industry—essentially the foundation of any cleaning operation. Our products are an industry standard and have been the most reliable, standing the test of time for over 80 years. I purchased Geerpres in late 2013 because of the product quality, tremendous brand awareness, valued customer base, and the excellent opportunity to inject innovation into the product line and manufacturing processes. I saw great potential for what the company could be with new design and efficiency-focused products while continuing the tradition of superb customer service. In a little more than one year, I am proud to say we have done all of that and more, and for us, this is simply the genesis in a continuous improvement process. I want you to experience the “new Geerpres!” starting with our campaign theme: “Get Geared Up With Geerpres.” I can assure you everyone at our Muskegon, Michigan, headquarters is positively geared up and we hope you will join us in this re- introduction. As you review our new catalog, we hope you find our new products both innovative and exciting. We encourage you to check out our new website at www.Geerpres.com to learn more about who we are today and all we have to offer. -
T7AMR Operator Manual
T7AMR (Battery) Rider-Scrubber Operator Manual Hygenic Fully® Cleanable Tanks ® TennantTrue Parts R North America / International For the latest Parts Manuals and other 9018134 language Operator Manuals, visit: Rev. 00 (10-2018) www.tennantco.com/manuals *9018134* INTRODUCTION This manual is furnished with each new model. It provides necessary operation and maintenance instructions. Read this manual completely and understand the machine before operating or servicing it. This machine will provide excellent service. However, the best results will be obtained at minimum costs if: • The machine is operated with reasonable care. • The machine is maintained regularly - per the machine maintenance instructions provided. • The machine is maintained with manufacturer supplied or equivalent parts. To view, print or download manuals online visit www.tennantco.com/manuals PROTECT THE ENVIRONMENT Please dispose of packaging materials, used components such as batteries and fluids in an environmentally safe way according to local waste disposal regulations. Always remember to recycle. MACHINE DATA Please fill out at time of installation for future reference. Model No. ï Serial No. ï Installation Date ï Tennant Company PO Box 1452 Minneapolis, MN 55440 Phone: (800) 553-8033 www.tennantco.com 1−Step. Duramer, and Insta-Fit are US registered and unregistered trademarks of Tennant Company BrainOS® is a US registered trademark of Brain Corp. Trojan® and HydroLINIK® are registered trademarks of Trojan Battery Company. Specifi cations and parts are subject to change without notice. Original Instructions, copyright© 2018 TENNANT Company, Printed in U.S.A INTRODUCTION This operator manual contains information to allow for quick start−up of the new Tennant T7AMR Scrubber, powered by BrainOS. -

Remote Controlled Autonomous Floor Cleaning Robot
International Journal of Recent Technology and Engineering (IJRTE) ISSN: 2277-3878, Volume-8, Issue-2S11, September 2019 Remote Controlled Autonomous Floor Cleaning Robot R.Senthil Kumar, Vaisakh KP, Sayanth A Kumar, Gaurav Dasgupta Abstract— Cleanbot is a smartphone-controlled floor cleaning paradigm shift in the field of mopping to more robot which cleans a dirty floor automatically using a set of technologically sound machinery. commands given to your device by a smartphone. Cleanbot has two modes of cleaning – Mopping and Wiping. These two II. HISTORY AND EVOLUTION OF MOPPING variations can be dedicatedly used in various applications in the cleaning industry and can break the manual labor in terms of A. History of Mopping cleaning is concerned. The device communicates through Bluetooth technology via a HC05 Bluetooth module that will be The mop has been a very important invention in terms of used to exchange commands to the microcontroller -Arduino addressing the history of society as well as being a part of the UNO. The robot is given power by a 12V lead-acid battery, the apt evolution of house wares#. Thomas W. Steward, an voltage requirement used for all motors here. The driver motors African-American inventor invented the mop. Steward's deck uses 100 rpm type while the run with mops 60rpm plastic geared mop was made of yarn and became an instant hit in terms of motors attached to them. Essentially Cleanbot has a very discrete design in terms of compactness and usability as it is very handy usability in household and cleaning in industries and factories and easy to operate. -

Commercial Equipment Defining Cleaning Innovation
Commercial Equipment Defining Cleaning Innovation Upright Vacuums Canister & Specialty Vacuums Extractors / Carpet Equipment Sweepers Floor Machines Burnishers Automatic Walk-Behind Scrubbers Stand-On Scrubbers Rider Scrubbers Wet/Dry Tank Vacuums All-Purpose Cleaners Specialty Products Smart Cleaning. Upright Vacuums Vacuums for Every Cleaning Need Whether your cleaning tasks call for a vacuum that’s lightweight and easy to maneuver, a heavy-duty, large-area machine, or something in between — Advance has the answer. And your Advance representative has the expertise to help you choose the best models for your cleaning program, including vacuums that meet LEED-EB guidelines and the GS-42 green cleaning standards. Advance’s line of single-motor upright vacuums delivers effective and cost-efficient cleaning. You can look for the Carpet and Rug Institute (CRI) Seal of Approval Certification on Advance uprights. The CRI certification means the machine has passed independent tests verifying its ability to remove soil, contain dust and retain quality carpet appearance. Spectrum™ single motor and dual motor models are CRI certified and are designed to be easy-to-maneuver with better dirt pickup and better filtration at a better value. ReliaVac® 12 & 12DC Spectrum™ 12P & 15P Single-motor Single-motor Upright Carpet Vacuums Upright Carpet Vacuums • 12 inch path is cleaned with a • 11.5 or 14.5 inch cleaning path durable steel brush roller • Powerful 1,000 Watt, 2-stage motor • ReliaVac® 12 top fill bag enhances • Adjustable brush height vacuum -

Product Catalog 2015-2016
PRODUCT CATALOG 2015-2016 TOLL FREE 800-635-6849 PHONE 864-227-8411 FAX 888-830-7920 www.greenwoodmopandbroom.com GreenwoodMOP AND BROOM, INC. Greenwood Mop & Broom, Inc. is a privately Ordering: Please use our “Greenwood UPC” as well as “Item held company located in Greenwood, South Carolina. Description” when placing an order. Include pertinent information such as color and size, when necessary. The company was founded in 1924 and has operated continuously since that date. The company initially Freight: Freight is prepaid on minimum orders of $1,000.00 net or made deck mops or yacht mops as they are called by more when shipped to a single destination. Commercial carriers some. Sales were door to door in the beginning, but selected by vendor will be used for shipments. All charges for as sales grew the customer base began gravitating to UPS orders will be added to invoiced amount unless shipped UPS Consignee. Due to UPS requirements, all orders must be in cartons. wholesalers, distributors and food service accounts. Therefore, there will be a $3.00 per carton up-charge on deck mops and any handles which are normally in bundles. OUR MISSION Minimum Orders: No orders for less than $300 will be accepted and qualify for no discounts or Prepaid Freight. PROVIDE ALL CUSTOMERS WITH QUALITY PRODUCTS AT COMPETITIVE PRICES, Private Label Policy: Greenwood has the capability to sew DELIVERED IN A TIMELY MANNER. personalized labels on mop heads. This identification service is offered at a small up-charge. Please refer to Price List for details. The company has invested heavily to maintain an acceptable level of technology to meet its customers’ Returned Goods Policy: Returned merchandise is subject to a fifteen needs. -

Bayersan 2021 Katalog__Çalmas Revize 08.02.2021.Ai
Professional Cleaning Equipments 2021 www.bayersan.com.tr Bayersan is one of the leading manufacturers of cleaning products in Europe. It specializes in manufacturing of - Outdoor and Indoor Window Cleaning Systems - Solar Panel Cleaning Systems - Mopping Systems - Traditioanal Window Cleaning Equipments - Floor Cleaning Equipments - Cleaning Trolleys and Service Cart We have been manufacturing and developing professional cleaning equipments based on market demand and feedbacks since 2000. Production area is 5000m2 . In order to meet customer needs , all products are quality controlled individually in each production process in addition we use high quality raw warehouse Our Objectives Concerning end users demans in order to provide. CONTENT TRADITIONAL WINDOW LINE.................................4-6 FLOOR CARE............................................................7 MOPPING SYSTEM..................................................8-10 MOP BUCKET SYSTEM................................................11-13 BUCKET & WRINGER...................................................14 COMPLETE CLEANING TROLLEY................................15-21 HOUSE KEEPING TROLLEY.........................................22-23 OUTDOOR PURE WATER CLEANING SYSTEM..........24-25 WATER FED POLES..................................................26 INDOOR SYSTEM.....................................................27 TRADITIONAL WINDOW LINE PREMIUM WINDOW SQUEEGEE SWIVEL SQUEEGEE Two components handle with anti-slip material. Fits securely to the extension pole. Channel and rubber can be changed easily. Clipless channel system. ART NO CM / INC MAIN BOX QTY P01125 25 / 10˝ 50 (5pcs in a carton) ART NO CM / INC MAIN BOX QTY P01135 35 / 14˝ 50 (5pcs in a carton) P00125 25 / 10˝ 100 (10pcs in a carton) P01145 45 / 18˝ 50 (5pcs in a carton) P00135 35 / 14˝ 100 (10pcs in a carton) P00145 45 / 18˝ 100 (10pcs in a carton) CHANNEL & RUBBER STANDARD WINDOW SQUEEGEE S/Steel Channel complete with Soft Rubber. Fits any fast lock handle. It is made of high quality stainless steel. -

Tools & Accessories
SM Tools & Accessories Specifications Subject To Change Without Notice TABLE OF CONTENTS Page Tool Kits Model M-1 “Pig”® 1 Outlaw B/V 1 Pacers/Marshalls 2 Pacer 30 2 BP/Ranger 2 Colts 2 Designer Dry 3 Designer Wet/Dry 3 Stallion 8SC 3 Pony 20 SCA 3 Predators 3 Wranglers® 3 Hoses & Hose Accessories 4 Cuffs, Couplings & Connectors 4 Wands, Extension Tubes, Carpet Tools 5 Floor Tools 5, 6 Floor Tools and Replacement Parts 6 Specialty Cleaning Tools 7 Filters & Filter Bags 8 55 Gallon Drum & Misc. Accessories 9 Floor Machine Brushes 10 Pad Drivers 10 Clutch Plates 10 Floor Machine Accessories 10 Battery Burnisher Accessories (Sulky) 10 Pad Cups 10 Automatic Scrubber Accessories 11 Pressure Washer Accessories 12 Floor Pads 13 Warranty 10-Year Limited Warranty On NSS-Made Tools. The cast-aluminum tools with brass swivels and collars are warranted for 10 years against defects in material and workmanship. TOOL KITS For Model M-1 “Pig” Portable Vacuums #3093619 Basic Carpet Kit includes: 2595101 One 1/2” x 10’ Super Flex Hose 2290409 Aluminum Wand 3097079 12” Plain Shod Shoe #3093759 Dry Pick-Up Carpet & Dusting Kit includes: 2595101 One 1/2” x 10’ Super Flex Hose 2290409 Aluminum Wand 3091079 12” Carpet Tool w/ Milled Manganese Shoe 3092281 12” Plastic Crevice Tool 2291211 5” Aluminum Connector 3091859 3” Round Dusting Brush #3093619 #3093909 #3093909 Deluxe Dry Carpet & Overhead Cleaning Kit includes: 3097009 12” Lint Lifter Carpet Tool 2595101 One 1/2” x 10’ Super Flex Hose 3092311 28” Crevice Tool 3091989 7” Shelf Brush 2291109 Hi-Up Extension -

For Facilities
Engineered Cleaning Systems for Facilities CUSTOMIZED CLEANING SYSTEMS Select from a variety of workstations, fl oor cleaning systems, dusting systems, surface cleaning systems and specialty cleaning equipment to best address your particular facility needs. CLEANING FOR HEALTH Maximum effectiveness in capturing, holding, and removing dirt from the facility. USER HEALTH & PRODUCTIVITY Ergonomic engineering provides maximum user comfort, safety, effi ciency and effectiveness. RELIABLE MANUFACTURER Filmop, a premier global manufacturer for over 40 years, is respected for its Italian-manufactured products trusted in over 80 countries. Products are manufactured with a unique co-polymer plastic for durability, strength and resilience. ABOUT FILMOP PREMIER GLOBAL MANUFACTURER • Over 40 years of manufacturing expertise in professional manual cleaning equipment • Market leader in European healthcare facilities and hospitals • Serving over 80 countries with reliability and efficiency • Precision manufactured in Italy with quality materials • Family-owned: flexible, responsive, responsible and focused FILMOP USA Headquarters - Conroe, TX Filmop USA • Headquartered in Conroe, Texas since 2005 • 50,000 square foot facility with 1,500 pallets for fast shipping • Home of Filmop University, an educational and hands-on training facility CATEGORY LEADERSHIP AND INNOVATION • Numerous international and domestic patents for cleaning tools and systems • Co-polymer plastic equipment is strong, light and completely recyclable; an environmentally preferred alternative -

Folkart Home Decor Chalk, Wax, and Accessories Frequently Asked Questions
FolkArt Home Decor Chalk, Wax, and Accessories Frequently Asked Questions What is FolkArt Home Decor Chalk? FolkArt Home Decor Chalk is an acrylic-based paint that dries within minutes of application to an ultra-matte, chalk-like finish—making it ideal for painting furniture and various home decor accessories. The thick, self-leveling paint adheres to a variety of surfaces and can easily be applied in one coat. It can be painted in a single layer or multiple layers of color, which can then easily be distressed to reveal the original surface or a previous layer of color to create a distressed look. The paint was specially formulated to sand easily into a fine powder, so it does not clog sandpaper—prolonging the life of your distressing materials—and the powder brushes off your surface easily. The rich, highly pigmented paints provide long-lasting color and beauty to any home decor project. What is the difference between chalkboard paint and FolkArt Home Decor Chalk? Chalkboard paint, when applied to a variety of surfaces, will create a writable chalkboard surface; FolkArt Home Decor Chalk is an acrylic paint that dries to an ultra-matte, chalk- like finish. What is the difference between FolkArt Acrylic paint and FolkArt Home Decor Chalk? FolkArt Acrylic paint is a premium, artists’ quality acrylic paint with superior hide and a smooth, creamy consistency—perfect for most art techniques such as brush stroke work, blending and highlighting, or stenciling. FolkArt Acrylic paint dries to a durable matte sheen. FolkArt Home Decor Chalk is a high-quality paint perfect for painting and distressing furniture and home decor accessories that dries to an ultra-matte, chalk-like finish. -
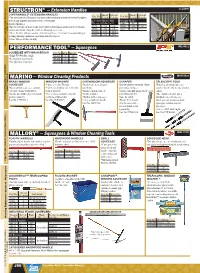
PERFORMANCE TOOL® — Squeegees WIL/4022 SQUEEGEE with WASH BRUSH Part No
STRUCTRON® — Extension Handles JJJ/2595 SUPERHANDLE® EXTENSION HANDLES Part No. Handle Overall Part No. Handle Overall 7KHFRPELQDWLRQRI6WUXFWURQ¶VSURYHQFUDIWVPDQVKLSDQGVWDWHRIWKHDUW¿EUHJODVV Length Length Length Length WHFKQRORJ\RXWSHUIRUPVZRRGPHWDORU¿EUHJODVV 2 Section Handle With Straight Handle handled products Threaded Collar Lock SS48 4 ft. — %XLOWIRUVWUHQJWKDQGDUHPDGHIURPPLOOLRQVRI¿EUHJODVVVWUDQGVDQGFRQWLQXRXV CE24 2 ft. 4 ft. SS60 5 ft. — CE48 4 ft. 8 ft. SS72 Epoxies strand mats bonded together with a yellow polyester resin 6 ft. — CE612 •These handles will not conduct electricity and have a “memory” to avoid kinking or 6 ft. 12 ft. CE816 8 ft. 16 ft. denting allowing continuous operation under heavy use •Come with metal threaded tip Sealants / Leak Detection / Adhesives / Sealants / Leak Detection PERFORMANCE TOOL® — Squeegees WIL/4022 SQUEEGEE WITH WASH BRUSH Part No. Blade Handle •Tough EPDM rubber blade W1466 8” 20” •Red painted wood handle W1468 8” 24” •Zinc plated to resist rust W1472 10” 20” s t — Window Cleaning Products MAR/3528 ven MARINO l o BRASS WINDOW WINDOW WASHER CAR/WINDOW SQUEEGEE SCRAPER TELESCOPIC POLE S / t SQUEEGEE •Plastic 14” wide T-handle •Ideal for use in or around &DQEHXVHGRQZLQGRZVÀRRUV •Extruded aluminum tubes are n i a •Brass window squeegee complete •Can be used with a tapered handle your home and various surfaces coupled together by means of nylon P •14” wide channel with rubber (sold separately) •Handy to put in your car •Comes with ABS plastic blade cover collars •Can be used with a tapered handle •Sleeve has an abrasive strip for •Gentle scrubber WREH¿WWHGRYHUWKH •The end of each pole has a (sold separately) scrubbing stubborn dirt •Durable rubber squeegee blade for safety standard or screw cone on Corrosion Protection / Coatings Part No.