Process Burners 101
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Air Infiltration Glossary (English Edition)
AIRGLOSS: Air Infiltration Glossary (English Edition) Carolyn Allen ~)Copyrlght Oscar Faber Partnership 1981. All property rights, Including copyright ere vested In the Operating Agent (The Oscar Faber Partnership) on behalf of the International Energy Agency. In particular, no part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, without the prior written permluion of the operat- ing agent. Contents (i) Preface (iii) Introduction (v) Umr's Guide (v) Glossary Appendix 1 - References 87 Appendix 2 - Tracer Gases 93 Appendix 3 - Abbreviations 99 Appendix 4 - Units 103 (i) (il) Preface International Energy Agency In order to strengthen cooperation In the vital area of energy policy, an Agreement on an International Energy Program was formulated among a number of industrialised countries In November 1974. The International Energy Agency (lEA) was established as an autonomous body within the Organisation for Economic Cooperation and Development (OECD) to administer that agreement. Twenty-one countries are currently members of the lEA, with the Commission of the European Communities participating under a special arrangement. As one element of the International Energy Program, the Participants undertake cooperative activities in energy research, development, and demonstration. A number of new and improved energy technologies which have the potential of making significant contributions to our energy needs were identified for collaborative efforts. The lEA Committee on Energy Research and Development (CRD), assisted by a small Secretariat staff, coordinates the energy research, development, and demonstration programme. Energy Conservation in Buildings and Community Systems The International Energy Agency sponsors research and development in a number of areas related to energy. -
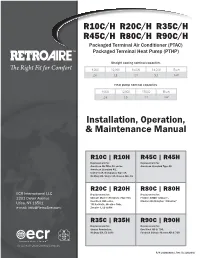
Installation, Operation, & Maintenance Manual
R10C/H R20C/H R35C/H R45C/H R80C/H R90C/H Packaged Terminal Air Conditioner (PTAC) ™ Packaged Terminal Heat Pump (PTHP) Straight cooling nominal capacities The Right Fit for Comfort 9,000 12,000 15,000 18,000 Btuh 2.6 3.5 4.4 5.3 kW Heat pump nominal capacities 9,000 12,000 15,000 Btuh 2.6 3.5 4.4 kW Installation, Operation, & Maintenance Manual R10C | R10H R45C | R45H Replacement for: Replacement for: American Air Filter 16 series, American Standard Type 40 American Standard 45, Carteret 45, Remington Type 45, McQuay 45, Singer 45, Nelson Aire 16 R20C | R20H R80C | R80H ECR International LLC Replacement for: Replacement for: 2201 Dwyer Avenue Climate Master (Friedrich) 702/703, Fedders CMEO “Unizone”, Cool Heat RM series, Mueller/Worthington “Climatrol" Utica, NY 13501 TPI Ra-Matic, Weather Twin, e-mail: [email protected] Zonaire S, SC & RM R35C | R35H R90C | R90H Replacement for: Replacement for: Singer, Remington, Cool Heat AD & 700, McQuay EA, ES & RS Friedrich Climate Master AD & 700 An ISO 9001-2000 Certified Company P/N 240008034, Rev. B [120209] Replacement Packaged Terminal Air-Conditioning / Heat Pump • Installation, Operation, and Maintenance Manual • Read This First Contents Read This First 2-3 Installation Instructions — R80C | R80H 20-21 To the installer . 2 Installation Instructions — R90C | R90H 22-23 Inspection . 3 General precautions . 3 Sequence of Operation 24-25 Initial Power-Up or power restoration . 24 General Product Information 4-7 R_ _C / R_ _H: Cooling Operation . 24 Product description . 4 R_ _C / R_ _H: Heating Operation . 25 Standard controls and components. -

Product Catalog -Vertical Stack Fan Coil Units
Product Catalog Vertical High Rise Fan Coil Units — FCV 0.75 to 3 tons June 2021 UNT-PRC028D-EN Introduction Vertical High Rise Fan Coil Units Trane vertical high rise fan coils are intended for single zone applications. These units are used in high rise hotels, and condominiums. We work closely with engineers at the design stage to ensure optimum use of the units within the HVAC system. These units have load capabilities of 300 to 1200 cfm. Fan coils provide cooling and heating, and are available as two-pipe, with or without electric heat (one hydronic circuit) or four-pipe (two hydronic circuits). These units feature a variety of factory mounted piping packages. The UC400-B controller is included inside the unit's control box assembly. These controllers utilize analog signals from a control device mounted in the occupied space. The Customer Supplied Terminal Interface (CSTI) option, includes a 24volt AC transformer, and an interface terminal board. Controls provided by an external source can be tied into the interface terminal board utilizing the integrated terminal block with 3mm screw connections. The Customer Supplied Terminal Interface (CSTI) option is also available with a Telkonet thermostat. A thermostat with wire harness will ship with the unit and can be connected to the unit via a connector in the field after the unit is installed. Figure 1. Fan coil - model FCV Figure 2. Furred-in fan coil 20 ga. galvanized cabinet with acoustical liner Direct-drive centrifugal fan - EC fan motor with sealed bearings standard 8 Piping package factory installed (HW re-heat) 1 CW/HW coils - 2-pipe or 4-pipe 6 7 Drain pan - stainless steel or polymer, positively sloped to outlet - standard Optional electric heater (behind panel) 2 Electrical box for unit-mounted thermostat Supply air opening (multiple openings available) 3 Also available but not shown: 4 •Risers • Double deflection supply air grille • Return air panel •Filter 5 Grille and return air panel standard color is white. -

Measures and Assumptions for Demand Side Management (Dsm) Planning
MEASURES AND ASSUMPTIONS FOR DEMAND SIDE MANAGEMENT (DSM) PLANNING APPENDIX C: SUBSTANTIATION SHEETS Presented to Ontario Energy Board 2300 Yonge Street, 27th Floor Toronto, Ontario M4P 1E4 APRIL 16, 2009 Navigant Consulting Inc. 1 Adelaide Street East, Suite 2601 Toronto, ON M5C 2V9 416.927.1641 www.navigantconsulting.com C-1 TABLE OF CONTENTS GLOSSARY AND DEFINITION OF TERMS ......................................................................................................... 4 RESIDENTIAL SPACE HEATING .......................................................................................................................... 6 1. AIR SEALING .......................................................................................................................................................... 7 2. BASEMENT WALL INSULATION (R-12) ................................................................................................................ 12 3. CEILING INSULATION (R-40) ................................................................................................................................ 16 4. ENHANCED FURNACE (ELECTRONICALLY COMMUTATED MOTOR) – EXISTING RESIDENTIAL ............................. 20 5. ENHANCED FURNACE (ELECTRONICALLY COMMUTATED MOTOR) – NEW CONSTRUCTION ................................ 26 6. ENERGY STAR WINDOWS (LOW-E) ...................................................................................................................... 32 7. HEAT REFLECTIVE PANELS ................................................................................................................................. -

Issue 25 • Summer 2013/14 Aud$11.95 • Nz$10.95 Sanctuarymagazine.Org.Au
1625 115+ green products & design tips; Building in bushfire zones; Urban beekeeping; Design Workshop: free advice on your home plans; Material inspiration for homes that reuse EARTHY TEXTURES A hemp & rammed earth home Resilient design Small & tiny homes Material inspiration ISSUE 25 • SUMMER 2013/14 AUD$11.95 • NZ$10.95 SANCTUARYMAGAZINE.ORG.AU A solar power system from Tindo Solar WIN *Offer open to Australian residents only. Contents —Issue 25 HOUSE PROFILES 14 14 Cottage character A north-facing extension to an Adelaide cottage provides flexible and energy efficient family living spaces without compromising the character of the original home. 23 Earthy modern living A Melbourne hempcrete and rammed earth home takes bold steps in environmentally sustainable family living. 31 Creative economy Extensions to this Queensland home create a family hub that hasn’t sacrificed on style or spatial quality, is durable and easy to maintain. 50 59 Bush bound Salvaged and recycled timbers are front and FOCUS centre in this renovated northern beaches Sydney home. 38 Resilient design 66 While households have rallied to reduce Rural studio their carbon footprint, how can we make An artist’s workspace is designed for the our homes resilient to the effects of climate graceful fields of Norfolk, England. change? 59 Small spaces, tiny homes Opting to live in smaller living spaces can save resources and money and with clever design small spaces can be extraordinarily liveable. 3 Contents —Issue 25 DESIGN WORKSHOP DESIGN MATTERS 91 44 80 Eco retreat meets design reality Building in bushfire zones Rob Norman from design firm Symbiosphere For those building (or considering building) unpacks the design challenges faced by a in a bushfire-prone area, managing couple planning to build an eco retreat in environmental and regulatory issues can be Queensland’s Gold Coast hinterland. -

J. S. Cundiff, Co-Chair” N JL Steele
l l Investigation of a Simulation Model for Peanut Drying lncorporating Air Recirculation bv Gamalathge Don Kulasiri Thesis submitted to the Faculty ofthe Virginia Polytechnic Institute and State University in partial fultillment of the requirements for the degree of Master of Science in Agricultural Engineering APPROVED: E Q D. H. Vaughan, Co-Ühairman t ” · * _ J. S. Cundiff, Co-Chair n J. L. Steele February 25, 1988 Blacksburg, Virginia I Investigation of a Simulation Modelfor Peanut Drying lncorporating Air Recirculation bv _ Gamalathge Don Kulasiri D. H. Vaughan, Co-Chairman _ Agricultural Engineering (ABSTRACT) Virginia type peanuts were dried in three laboratory dryers to verify a simulation model based on Troeger and Butler’s drying equations. The energy saving potential of air recircu- lation was also investigated. Four tests consisting of eleven drying experiments were con- ducted in Fall, 1986. Two air recirculation schedules were employed and three average air flow rates were used. An experimental procedure was developed to measure input and output parameters of the drying system. The weight loss of the top layer of the peanut bed was re- corded with a data acquisition system. The electrical energy input to the heaters was also recorded. Based on the analysis of the data, the following conclusions were made: (1) The Troeger model predicted a lower moisture release rate than the actual rate for Virginia type peanuts. (2) lf the break points in the Troeger model were changed to 0.20 and 0.70 from 0.12 and 0.40, respectively, the model predicted the final moisture content more accurately. -

Study on Thermal Isolation Efficiency for Air Knife Applied To
________________________________________________________________________________________________ Study on Efficiency of Air Knife as Thermal Insulation with Two Spatial Opening Wu, Yu-Lieh, Xu, Peng-Xiang, Chiou, Ruen-Tzuo National Chin-Yi University of Technology, Refrigeration, Air Conditioning and Energy Engineering. Abstract indoor air conditioning or outdoor air leakage. Air curtain is the most widely used commercial product in This study discusses the thermal isolation efficiency of various industries. The operation uses cross-flow blade the air knife system at the opening of two spaces with to drive the air and then sprays through the air ducting. temperature difference. As the tiny outlet of air knife Hayes and Stoecker (1969) explained that the air can increase the supply air velocity to reduce the curtain equipment is designed with a wide width of the volume flow rate, forming a good air curtain barrier to outlet which should be used with low speed. However, reduce the energy loss and the effect of outside the wide width outlet is matched with the air volume temperature on the interior is the key point of this study. obtained by applying the wind speed and the length of This study uses Computational Fluid Dynamics to the wind, Often makes the pedestrians passing through discuss the thermal isolation efficiency and heat affected the opening feel uncomfortable. zone coverage ratio of air knife in different The air curtain is a continuous gas fluid with air as the configurations of supply air angle, supply air velocity medium. The jet barrier formed by a single opening or and volume flow rate proportion of return air and supply multiple openings is used to block the energy transfer air. -

Investment Grade Audit Report
Investment Grade Audit Report A Guaranteed Energy Savings Project Serving: The PA Department of Conservation & Natural Resources (DCNR) – State Parks & Forests Central Region, PA Project No. GESA 2018-2 Contract No. GESA 2018-2.1 Commonwealth of Pennsylvania Department of General Services Harrisburg, PA March 20, 2020 Submitted by: Company Name: McClure Company Company Address: 4101 North Sixth Street, Harrisburg, PA 17110 Contact Person: Jon Zeller, Account Executive (484) 560-8437 (phone) (717) 236-5239 (fax) [email protected] GESA Program – Investment Grade Audit Report DCNR – State Parks & Forests Central Region, PA March 20, 2020 Table of Contents 1. EXECUTIVE SUMMARY ...........................................................................................................1 2. PROJECT FINANCIALS.............................................................................................................3 3. SCOPE OF WORK .....................................................................................................................27 4. MEASUREMENT & VERIFICATION ....................................................................................56 5. COMMISSIONING, PREVENTIVE MAINTENANCE & TRAINING ...............................70 6. APPENDICES..............................................................................................................................74 A. LIGHTING LINE-BY-LINE DATA B. ENERGY SAVING CALCULATIONS C. EQUIPMENT SPECIFICATION / CUT-SHEETS TOC GESA Program – Investment Grade Audit Report DCNR -

Air Curtains: Energy Savings & Occupant Comfort
Air Curtains: Energy Savings & Occupant Comfort Berner International Shenango Commerce Park 111 Progress Avenue New Castle, PA 16101 Tel: (724) 658-3551 Fax: (724) 652-0682 FCSI Education Provider Program has Toll-Free: (800) 245-4455 approved this course for 1.0 (60 minutes) Email: [email protected] Web: www.berner.com Continuing Education Units (CEUs). ©2016, 2020 Berner International. The material contained in this course was researched, assembled, and produced by Berner International and remains its property Purpose and Learning Objectives Purpose: An air curtain, also known as an air door, employs a controlled stream of air aimed across an opening to create an air seal. This seal separates different environments while allowing a smooth, unhindered flow of traffic and unobstructed vision through the opening. This course discusses how air curtains work and why they can contribute to occupant comfort, energy efficiency, and indoor air quality when the door is open. It also reviews how air curtains improve whole-building energy efficiency versus conventional methods. Learning Objectives: At the end of this program, participants will be able to: • describe air curtains in terms of their components, function, and operation • discuss how air curtains enhance the safety of a entrance or opening by evaluating air curtain design criteria to determine the correct size and placement of an air curtain for a specific application • explore the benefits of air curtains to determine how they improve occupant thermal comfort levels and reduce whole-building energy use • recognize why it is necessary to specify the right air curtain and controls to achieve optimal air curtain effects for environmental separation, to reduce dust, fume, and insect infiltration, and to maintain air movement control • identify industry building codes and testing standards relevant to air curtains, and • refer to case studies to illustrate the efficiency of air curtains for energy savings, climate separation, and comfortable air temperature. -

Deep and Holistic Energy Efficiency Applications
Deep and Holistic Energy Applications Energy Conservation AND Energy Efficiency Thomas H. (Tom) Durkin, PE ASHRAE Fellow Mechanical System [email protected] (317) 402-2292 Congrats! E4 Energy Efficiency Efforts are Effective. It’s not easy being green. Tom Friedman 3-time Pulitzer Prize Winner, talking about politicians who refuse to accept climate science. From her speech at the U.N. Climate Action Summit, September 2019 "For more than 30 years, the science has been crystal clear. How dare you continue to look away and come here saying that you're doing enough, when the politics and solutions needed are still nowhere in sight…” My background… Registered Professional Engineer 18 years as a facilities/maintenance engineer and plant operator 35 years as a design engineer LEED Accredited Professional Licensed Boiler Inspector Certified Energy Auditor ASHRAE Fellow Awards 1997, 98 Consulting Engineers of Indiana Grand Project Award 1998, 99 American Consulting Engineers Council Honor Award 1999, 2010 Governor’s Pollution Prevention Award - Indiana 2002 Governor’s Energy Efficiency Award - Ohio 2007 PM Magazine Design Excellence Award 2009, 2013 ASHRAE Technology Award 2012 Election to ASHRAE College of Fellows 2016 Association of Energy Engineers 2016 Achievement Award ASHR006 17 articles about HVAC innovations Co-author of HVAC Pump Handbook, Rev. 2 My Engineering philosophy Our clients are our partners, and we are stewards of their resources. ◦ Up-to-date, high-performance technology, judiciously applied. ◦ Environmentally-friendly, energy- efficient design. ◦ Affordable solutions that are less expensive to build. ◦ Simpler solutions that are easier to operate and maintain. ◦ On-going relationships that our clients can trust. -
Ventilation Parameters and Airborne Particulate
April 2, 2021 Joe Crelier, Director–Risk Management Portland Public Schools 501 N Dixon Street Portland, Oregon Via email: [email protected] Regarding: COVID Response Indoor Air Quality Testing Report Rieke Elementary School 1405 SW Vermont Street Portland, Oregon PBS Project 25000.138 Dear Mr. Crelier: On March 24, 2021, PBS Engineering and Environmental Inc. (PBS) performed indoor air quality testing in Rieke Elementary School located at the address above. These services were provided to Portland Public Schools (District) to measure air quality parameters before schools and district-owned buildings are opened again for reoccupancy. As part of these indoor air quality testing services, PBS measured carbon monoxide (CO), carbon dioxide (CO2), temperature in degrees Fahrenheit (°F), relative humidity (%RH), and airborne particulate (PM2.5 and PM10). Additionally, PBS reviewed and inventoried accessible components of the test rooms’ heating, ventilation, and air conditioning (HVAC) systems Based on PBS’ findings, the multipurpose room and the kitchen tested below the recommended range for indoor air temperatures. These areas should be monitored for temperature complaints. The results of the testing and assessment indicates that indoor air quality in the building is good and that the building is acceptable for occupancy. While PBS observed no measurable indoor air quality concerns in any of the rooms that were tested, PBS did not test every occupiable room in each building. This investigation has been performed in concert with a concerted effort on the part of the District to perform regular inspections and repair of all HVAC mechanical systems throughout the District. Additionally, it is the District’s policy that rooms without adequate ventilation will not be utilized moving forward. -
ASHRAE Product Directory 2017 – 2018
ASHRAE Product Directory 2017 – 2018 Central Florida Chapter of ASHRAE http://ashrae-cfl.org/ 55 Years of Excellence Page 1 Foreword This FY 2017-2018 Directory of the Manufacturers’ Representatives was prepared by the Central Florida Chapter of ASHRAE to foster better communications between all segments of the local industry. Listings are not limited to ASHRAE members. THE DIRECTORY IS NOT ADVERTISEMENT NOR CONSTITUTES ANY ENDORSEMENT OF ANY PRODUCT OR COMPANY BY ASHRAE. The information herein was furnished by listing firms, and is edited to give as much conformity to basic information as possible. The Chapter cannot be responsible for errors or inaccuracies that might occur. A committee consisting of ASHRAE members prepared the Directory. Firms not listed that would like to be included in future annual issues should contact one of the BOARD OF GOVERNORS listed in the proceeding pages. From the desk of the Chapter President, Welcome to this year’s Product Directory. I want to thank our valued vendors who participated in making this year’s Product Directory an efficient tool for designers, owners and contractors. In particular, I would like to thank and recognize Tom Edwards for the time and effort he dedicates to this effort each year. His time spent behind the scenes often goes unrecognized, but the Directory would not be possible without his involvement. The proceeds from this Directory help fund the Shrimp Boil and all other social events the Chapter offers to its members. In the following pages, you will find a one-stop resource for manufacturer’s products. In today’s ever changing landscape, the Directory provides up to date vendor product lines.