Permabond® 910
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
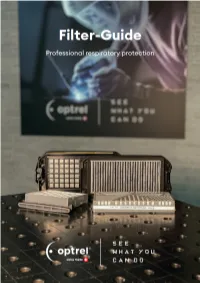
Optrel-Filter-Guide.Pdf
Guide to optrel filters This information is intended to provide an overview of the relevant factors that will help in the selection of a suitable fil- ter. If you lack the necessary information and/or are not sure about your choice, consult a professional first. Only with the right choice you can protect yourself from the health risks caused by pollutants in the ambient air. 1. information you need for a correct choose: • Pollutants in the ambient air • Concentration(s) of the pollutant(s) • Aggregate state(s) of the pollutant(s) (gaseous, solid, as a mixture) • Can the pollutants be detected without aids? (e.g. odor or taste) • The valid limit values e.g. AGW, OEL, ... • Oxygen content of the ambient air. There are locally different minimum concentrations apply (Germany at least 17 vol. %) • Should respiratory protection be combined with other be combined? (head, eye or hearing protection) 3. selection of the suitable filter device With the information from chapter 2, the necessary protection factor can be determined. The following chart shows the protection factor of the optrel respiratory protection equipment is listed: 2 optrel Filter Guide Device Marking Nominal protection factor Particle filtering devices e3000X in combination with TH3P 500 PAPR helmet panoramaxx se- ries, sphere series, clearmaxx series swiss air TH3P 500 e3000X in combination with TH2P 50 PAPR clearmaxx und industri- al hard hat e3000X in combination with TH1P 10 PAPR panoramaxx series and industrial hard hat Chart 1 with protection factors of optrel equipment (Germany) The NPF is derived from the maximum permissible leakage of the respective equipment. -
Proposed 15-Day Modifications
INFORMAL PRELIMINARY REVIEW DRAFT Proposed 15-Day Modifications ATTACHMENT A PROPOSED 15-DAY MODIFICATIONS California Code of Regulations, Title 17, Division 3, Chapter 1, Subchapter 7.7, Article 1 Note: This document shows proposed modifications to the originally proposed amendments to the Regulation for the Reporting of Criteria Air Pollutants and Toxic Air Contaminants, as presented during the November 19, 2020, meeting of the California Air Resources Board. At that meeting, the Board directed staff to make modifications to the proposed amendments based on public comments received, and to provide these updates for public comment for a period of at least 15 days. The pre-existing regulation text is set forth below in normal type. The original proposed amendments are shown in underline formatting to indicate additions and strikeout to indicate deletions. The additional proposed modifications made available with the notice of public availability of modified text dated March XY, 2021, are shown in double- underline to indicate additions and double-strikeout to indicate deletions. The symbol “***” means that intervening text not proposed for amendment is not shown. PROPOSED AMENDMENTS TO THE REGULATION FOR THE REPORTING OF CRITERIA AIR POLLUTANTS AND TOXIC AIR CONTAMINANTS California Code of Regulations, Title 17, Division 3, Chapter 1, Subchapter 7.7, Articles 1 and 2 Amend Subchapter 7.7, Article 1, and sections 93400, 93401, 93402, 93403, 93404, 93405, 93406, 93407, 93408, 93409, 93410, title 17, California Code of Regulations, and adopt new Subchapter 7.7, Article 2, sections 93420, 93421, and new Subchapter 7.7, Article 2, Appendices A and B to title 17, California Code of Regulations, to read as follows: CARB / AQPSD 1 2/11/2021 INFORMAL PRELIMINARY REVIEW DRAFT Proposed 15-Day Modifications Subchapter 7.7: Regulation for the Reporting of Criteria Air Pollutants and Toxic Air Contaminants Article 1. -

Dispensing Solutions for Cyanoacrylate Adhesives White
Dispensing Solutions for Cyanoacrylate Adhesives Contents How Cyanoacrylates Work .......................................................................3 Advantages of CAs ...................................................................................4 CA Dispensing Challenges .......................................................................4 Best Practices for Dispensing CAs .....................................................5-12 Best Systems for Dispensing CAs ....................................................13-14 Useful Resources ...................................................................................15 Introduction Cyanoacrylate adhesives, also known as CAs or cyanos, are highly effective at bonding many types of materials together in assembly processes. Often referred to as super glues, they exhibit high bond strength and fast cure times that help manufacturers speed production processes for higher throughput yields. This makes them an ideal choice for assembling products in a variety of industries, including automotive, electronics, life sciences, defense, and consumer goods. Though beneficial, these moisture-cure adhesives can be a challenge, especially when your assembly process requires precise, repeatable dispensing. This paper outlines proper handling methods and dispensing solutions for successful CA dispensing. Find out how to minimize material waste by more than 60% while also minimizing operator exposure to the adhesive. Speed your production processes while producing higher quality parts with -

The Pennsylvania State University the Graduate School College Of
The Pennsylvania State University The Graduate School College of Engineering NOVEL TEMPLATE-LESS SYNTHESIS OF POLYCYANOACRYLATE NANOFIBERS A Thesis in Chemical Engineering by Pratik Mankidy 2007 Pratik Mankidy Submitted in Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy December 2007 The thesis of Pratik Mankidy was reviewed and approved* by the following: Henry C. Foley Professor of Chemical Engineering Thesis Advisor Chair of Committee Carlo G. Pantano Distinguished Professor of Materials Science and Engineering Janna K. Maranas Associate Professor of Chemical Engineering Andrew L. Zydney Walter L. Robb Chair Professor of Chemical Engineering Head of the Department of Chemical Engineering *Signatures are on file in the Graduate School iii ABSTRACT Polymer nanofibers are 1D nanostructures that are gathering significant interest because of their potential applications in a wide variety of fields such as biomedicine, separation, electronics and sensor materials. They are also fascinating structures because in some cases they posses unique properties arising from the preferential arrangement of the polymer chains parallel to the fibers axes. Challenges that synthesis techniques for polymer nanofibers face are scalability and control during fabrication. An alternate to current common approaches such as electrospinning and templated-synthesis of polymer nanofibers, is template-less synthesis of polymer nanofibers during polymerization. This approach offers the advantage of bottom-up fabrication and the potential for large scale synthesis. Herein results from an investigation using this approach for poly (ethyl 2- cyanoacrylate) [PECA] nanofiber formation are reported. The template-less growth of PECA nanofibers is first demonstrated using the initiators present in human fingerprint residue via vapor phase polymerization of the monomer under conditions of high humidity. -

Ergo.® Instant Adhesives Fast-Bonding All-Rounders Fast, Secure, Universal
ergo.® instant adhesives Fast-bonding all-rounders Fast, secure, universal Joining what belongs together, and essentially doing it independently of the substrate material: ergo.® instance adhesives achieve excellent bonding results in practically every industry, as well as for repairs and maintenance. They are even used on difficult-to-bond materials, forming high-strength bonds that are resistant to aging. ergo.® instant adhesives ensure an effortless bonding Instructions for using performance on metals, plastics, elastomers, wood, ergo.® instant adhesives plaster, stone, ceramics and many other substrates. These solvent-free, extremely fast-curing one- Cleaning – For optimum bond strength, bonded surfaces component products can be used in a wide range must be free of oil, grease and other contami- of applications, even under difficult conditions. nants. We recommend ergo.® 9195 Cleaner to prepare plastics and ergo.® 9190 Cleaner to The former instant adhesives – which were first prepare metals. developed in the 1950s – cannot be compared – Where feasible, prepare surfaces by with the products made today. These have been mechanical abrasion (sanding, grinding, systematically improved and designed to meet sandblasting, etc.). – Clean prior to mechanical treatment and new requirements. after again. In short, ergo.® fast-curing adhesives are impact- – With elastomers, freshly cut surfaces must be bonded. Remove any plasticizers or traces resistant, flexible, temperature resistant, unaffected of talc. by variations in temperature or moisture, depending Dispensing on your requirements. – Apply the adhesive to one side of the substrate (drops or continuous bead). – This can be done by applying the product Advantages directly from the original packaging or using dosage dispensers, such as dispensing tips + one-component, easy to use or dosing systems. -

Nomination Background: Ethyl Cyanoacrylate (CASRN: 7085-85-0)
i' ETHYL CYANOACRYLATE CAS Number: 7085-85-0 NTP Nomination History and Review NCI summary of·oata for Chemical Selection Ethyl cyanoacrylate 7085-85-0 NTP NOMINATION HISTORY AND REVIEW A. Nomination History 1. Source: National Cancer Institute 2. Reco~endation: -Carcinogenicity (Inhalation) -Neurotoxicity -Reproductive and developmental effects 3. Rationale/Remarks: -Widespread use as a consumer instant adhesive -Lack of toxicity data -Potential biological activity 4. Priority: High 5. Date of Nomination: 5/91 B. Chemical Evaluation Committee Review 1. Date of Review: 2. Recommendations: 3. Priority: 4. NTP Chemical Selection Principles: 5. Rationale/Remarks: c. Board of Scientific Counselors Review 1. Date of Review: 2. Recommendations: 3. Priority: 4. Rationale/Remarks: D. Executive Committee Review 1. Date of Review: 2. Decision: . \ ,. 7085-85-0 Ethyl cyanoacrylate SUMMARY OF DATA FOR CHEMICAL SELECTION CHEMICAL IDENTIFICATION CAS Registry Number: 7085-85-0 Chern. Abstr. Name: 2-Cyano-2-propenoic acid, ethyl ester Synonyms & Trade Names: 910EM; ACE-EE; ACE-E SO; acrylic acid, 2-cyano-, ethyl ester; adhesive 502; Aron Alpha D; Black Max; CA 3; CA 3 (adhesive); CA 8-3A; CN 2; CN 4; Cemedine 3000RP; Cemedine 3000RP Type-II; Cemedine 3000RS; Cemedine 3000RS Type-11; Cyanobond W 100; Cyanobond W 300; Cyanolite 20 1; Cyan on 5MSP; DA 737S; ethyl Q-cyanoacrylate; ethyl 2-cyanoacrylate; Krazy Glue; N 135; Permabond 105; Permabond 200; Permabond 268; Pro Grip 4000; PTR-E 3; PTR-E 40; Super 3-1000; Superbonder 420; Super Glue; TK. 200; TK 201 Structure. Molecular Formula and Molecular Weight Mol. wt.: 125.13 Chemical and Physical Properties [From Coover eta/. -

Attachment A
Attachment A Proposed 15-Day Modifications California Code of Regulations, Title 17, Division 3, Chapter 1, Subchapter 7.7, Article 1 Note: This document shows proposed modifications to the originally proposed amendments to the Regulation for the Reporting of Criteria Air Pollutants and Toxic Air Contaminants, as presented during the November 19, 2020, meeting of the California Air Resources Board. At that meeting, the Board directed staff to make modifications to the proposed amendments based on public comments received, and to provide these updates for public comment for a period of at least 15 days. The pre-existing regulation text is set forth below in normal type. The original proposed amendments are shown in underline formatting to indicate additions and strikeout to indicate deletions. The additional proposed modifications made available with the notice of public availability of modified text dated March XY, 2021, are shown in double- underline to indicate additions and double-strikethrough to indicate deletions. The symbol “***” means that intervening text not proposed for amendment is not shown. Proposed Amendments to the Regulation for the Reporting of Criteria Air Pollutants and Toxic Air Contaminants California Code of Regulations, Title 17, Division 3, Chapter 1, Subchapter 7.7, Articles 1 and 2 Amend Subchapter 7.7, Article 1, and sections 93400, 93401, 93402, 93403, 93404, 93405, 93406, 93407, 93408, 93409, 93410, title 17, California Code of Regulations, and adopt new Subchapter 7.7, Article 2, sections 93420, 93421, and new Subchapter 7.7, Article 2, Appendices A and B to title 17, California Code of Regulations, to read as follows: Subchapter 7.7: Regulation for the Reporting of Criteria Air Pollutants and Toxic Air Contaminants Article 1. -

Permabond ® 910Fs
PERMABOND ®9 10FS Methyl Cyanoacrylate Ref. #: 041509PB910FS FEATURES & BENEFITS TYPICAL APPLICATIONS Fast setting and fixturing of parts Metal bonding Rapid development at high strength Sensitive plastic parts Ease of uses ingle part no mixing Name plates Excellent adhesion to metal surface Or ings Parts before riveting or welding GENERAL DESCRIPTION PERMABOND 910FS is the original 100%m ethyl cyanoacrylate adhesive. It is a single part, low viscosity liquid that will cure rapidly at room temperature when pressed into a thin film between parts. PERMABOND 910FS will cure to a fixture strength in 5 seconds on most surfaces, and rapidly develops high strength with full cure obtained in 4 hours. The adhesive was designed specifically for the bonding of metal surfaces, and provides excellent bond strength to steel, aluminum, and most metal surfaces. The methyl cyanoacrylate will also adhere well to a wide variety of other materials including most plastics and rubbers. PERMABOND 910FS has been formulated to be less aggressive to sensitive plastic surfaces such as Styrofoam, polycarbonate and ABS. The cured adhesive is an inert plastic that is resistant to most chemicals. The cured 910 adhesive will also have a greater resistance to high temperatures than most conventional ethyl cyanoacrylate adhesives. PHYSICAL PROPERTIES OF THE UNCURED ADHESIVE Chemical Type Methyl Color Colorless Viscosity, cP @ 25C 3 Specific Gravity 1.09 Flash point, °C (°F) 83 (181) Shelf Life stored at 2°C – 7°C (35°F – 45°F), months 12 Maximum gap fill; in (mm) .002 (0.05) Non Warranty: The information given and the recommendations made herein are based on our research and are believed to be accurate but no guarantee of their accuracy is made. -

New Type Cyanoacrylate Medical Adhesive And
(19) *EP003335738B1* (11) EP 3 335 738 B1 (12) EUROPEAN PATENT SPECIFICATION (45) Date of publication and mention (51) Int Cl.: of the grant of the patent: A61L 24/06 (2006.01) A61L 24/04 (2006.01) (2006.01) (2006.01) 06.11.2019 Bulletin 2019/45 A61L 15/24 C09J 133/14 A61L 24/00 (2006.01) (21) Application number: 15900803.6 (86) International application number: (22) Date of filing: 19.08.2015 PCT/CN2015/087551 (87) International publication number: WO 2017/024606 (16.02.2017 Gazette 2017/07) (54) NEW TYPE CYANOACRYLATE MEDICAL ADHESIVE AND PREPARATION METHOD AND USE THEREOF NEUARTIGER MEDIZINISCHER CYANACRYLATKLEBSTOFF UND HERSTELLUNGSVERFAHREN UND VERWENDUNG DAVON ADHÉSIF MÉDICAL DE CYANOACRYLATE DE NOUVEAU TYPE, ET PROCÉDÉ DE PRÉPARATION ET UTILISATION DE CE DERNIER (84) Designated Contracting States: • YU, Shufang AL AT BE BG CH CY CZ DE DK EE ES FI FR GB Beijing 100176 (CN) GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO • WANG, Pengfei PL PT RO RS SE SI SK SM TR Beijing 100176 (CN) • SHAO, Jie (30) Priority: 11.08.2015 CN 201510489872 Beijing 100176 (CN) (43) Date of publication of application: (74) Representative: LLR 20.06.2018 Bulletin 2018/25 11, boulevard de Sébastopol 75001 Paris (FR) (73) Proprietor: Shen, Wei Beijing 100176 (CN) (56) References cited: WO-A1-02/09785 WO-A1-2015/059644 (72) Inventors: CN-A- 101 495 377 CN-A- 103 083 718 • SHEN, Wei CN-A- 104 710 953 US-A1- 2002 037 310 Beijing 100176 (CN) US-A1- 2002 037 310 US-A1- 2003 082 116 • XU, Jinghai Beijing 100176 (CN) Note: Within nine months of the publication of the mention of the grant of the European patent in the European Patent Bulletin, any person may give notice to the European Patent Office of opposition to that patent, in accordance with the Implementing Regulations. -

Technical Data Sheet
Technical Data Sheet MASTER BOND MB SERIES CYANOACRYLATES High Strength, Rapid Curing Cyanoacrylate Adhesives for Reliable Cost Effective Bonding Product Description Master Bond cyanoacrylate adhesives are high strength, rapid curing, one component systems which offer ultra-fast bonding at room temperature with no mixing or heating required. Only contact pressure is needed after application of the adhesive. They generally bond from within a few seconds to just under a minute, depending on atmospheric humidity and the substrates being bonded. Cyanoacrylates adhere well to many substrates including metals, rubbers, most plastics and ceramics. The bonds produced offer exceptional performance characteristics including resistance to most types of environmental exposures, moderate heat, aging and many different chemicals, as well as high strength and fatigue resistance. Master Bond cyanoacrylates offer versatility, strength, speed of cure as well as cost effectiveness both for production and repair applications. Master Bond offers methyl, ethyl and various specialty grades of cyanoacrylate adhesives. The methyl grades are recommended for optimal performance on metal-to-metal applications. The ethyl grades offer excellent bonding with rubbers, most plastics and also rubber or plastic to metal applications. Included among the specialty types are medical grades (biocompatible), flexibilized systems, gels and low odor (methoxymethyl) cyanoacrylates. Master Bond cyanoacrylate adhesives are attractive not only technically but economically. The best quality bonds are usually obtained by using the minimum quantity of adhesive needed to fill the joint. The thinner the adhesive film, the faster the cure and the stronger the bond. Depending on the size of the bond, one ounce of adhesive properly used can provide enough material for as many as 2000 bonds. -

OLCT200 PID Application Note
OLCT200 PID Application note PID Response Factor PID Response Photoionization Detectors (PIDs) respond to a broad variety of organic gases and vapors, and some inorganic compounds. In order to get a response, the photon energy of the lamp must be greater than the ionization energy of the compound. PIDs are available with 10.6 eV lamps. This Technical Article lists the response factors for over 800 compounds with these lamps. The factors presented are inverse to the response, i.e., the higher the number the lower the response. In the table ‘ZR’ means there is no response, NA that the value has not been measured (Not Available), and NV means that the compound is not volatile enough to measure accurately even if its ionization energy is low enough. Isobutylene as Reference Gas It is always most accurate to calibrate a PID directly with the compound to be measured. However, standard gas cylinders of many chemicals are not readily available, and in such cases isobutylene is the standard reference gas used to calibrate. The response of these chemicals differs to isobutylene by the factors listed in the table below. This table allows measurement of any of the compounds in it using only isobutylene for calibration. To obtain the true concentration of the target chemical, multiply the apparent reading by the response factor listed in the table: True Concentration = Apparent Response x Response Factor For example, anisole has a response factor (RF) of 0.47 with a 10.6 eV lamp. Therefore, a reading of 10 ppm using an isobutylene-calibrated unit would correspond to: True Concentration = 10 ppm x 0.47 = 4.7 ppm Most of the Response Factors are pre-programmed into a compound library and can be called up to make the PID read out in units of the compound of interest. -
Wo 2010/008822 A2
(12) INTERNATIONAL APPLICATION PUBLISHED UNDER THE PATENT COOPERATION TREATY (PCT) (19) World Intellectual Property Organization International Bureau (10) International Publication Number (43) International Publication Date 21 January 2010 (21.01.2010) WO 2010/008822 A2 (51) International Patent Classification: (81) Designated States (unless otherwise indicated, for every A61L 24/06 (2006.01) C09J 4/00 (2006.01) kind of national protection available): AE, AG, AL, AM, AO, AT, AU, AZ, BA, BB, BG, BH, BR, BW, BY, BZ, (21) International Application Number: CA, CH, CL, CN, CO, CR, CU, CZ, DE, DK, DM, DO, PCT/US2009/048234 DZ, EC, EE, EG, ES, FI, GB, GD, GE, GH, GM, GT, (22) International Filing Date: HN, HR, HU, ID, IL, IN, IS, JP, KE, KG, KM, KN, KP, 23 June 2009 (23.06.2009) KR, KZ, LA, LC, LK, LR, LS, LT, LU, LY, MA, MD, ME, MG, MK, MN, MW, MX, MY, MZ, NA, NG, NI, (25) Filing Language: English NO, NZ, OM, PE, PG, PH, PL, PT, RO, RS, RU, SC, SD, (26) Publication Language: English SE, SG, SK, SL, SM, ST, SV, SY, TJ, TM, TN, TR, TT, TZ, UA, UG, US, UZ, VC, VN, ZA, ZM, ZW. (30) Priority Data: 61/132,844 23 June 2008 (23.06.2008) US (84) Designated States (unless otherwise indicated, for every kind of regional protection available): ARIPO (BW, GH, (63) Related by continuation (CON) or continuation-in-part GM, KE, LS, MW, MZ, NA, SD, SL, SZ, TZ, UG, ZM, (CIP) to earlier application: ZW), Eurasian (AM, AZ, BY, KG, KZ, MD, RU, TJ, US 11/767,565 (CIP) TM), European (AT, BE, BG, CH, CY, CZ, DE, DK, EE, Filed on 25 June 2007 (25.06.2007) ES, FI, FR, GB, GR, HR, HU, IE, IS, IT, LT, LU, LV, MC, MK, MT, NL, NO, PL, PT, RO, SE, SI, SK, TR), (71) Applicant (for all designated States except US): AD- OAPI (BF, BJ, CF, CG, CI, CM, GA, GN, GQ, GW, ML, HEZION BIOMEDICAL, LLC [US/US]; One Meridian MR, NE, SN, TD, TG).