Technical Data Sheet
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

1. the Future for Automotive Two-Stroke Engines – Part 2
N0.21 THE FUTURE FOR AUTOMOTIVE TWO-STROKE ENGINES (Part 2) CURRENT DEVELOPMENTS Synthetic-based formulation likely to be the preferred option. In the previous issue of Lube, the origins and initial development of the 2T Tendency for combustion chamber deposit formation would have required a engine were described. The earlier engines, characterised by smoky exhausts low ash or ash less lubricant. and poor specific fuel economy, will be remembered by many of the older High temperatures require strong anti-oxidancy. fraternity, as they provided motive power for many commuter lightweight motorcycles, mopeds and scooters in the prewar and postwar years. Many WET SUMP vehicle manufacturers in the UK used proprietary power units manufactured Again, no valve train therefore no requirement for e.g. ZDDP anti-wear by specialist engine manufacturers such as Villiers, who dominated the agent. market, although smaller engine suppliers included companies such as British Diluent unnecessary/undesirable. Anzani. A number of other companies, including Scott, Associated Conventional base oil plus viscosity index-improver is possible (SAE 10/30?). Motorcycles, Excelsior and latterly Ariel also designed their own engines, use Polymer deposits may favour synthetic approach. of which was restricted in the main to vehicles of their own manufacture. However, with the demise of the UK motorcycle industry, 2T engine Tendency for combustion chamber deposits requires a low ash approach. developments, which have progressed steadily during subsequent years, The conclusion was that, in spite of the substantial differences between the have been largely attributable to overseas manufacturers with assistance types of the Orbital engines described above, it may well have been possible from some UK specialist consultancy organizations such as Ricardos at to meet the requirements of both types of engine with a single lubricant, Shoreham. -

Wärtsilä 32 PRODUCT GUIDE © Copyright by WÄRTSILÄ FINLAND OY
Wärtsilä 32 PRODUCT GUIDE © Copyright by WÄRTSILÄ FINLAND OY COPYRIGHT © 2021 by WÄRTSILÄ FINLAND OY All rights reserved. No part of this booklet may be reproduced or copied in any form or by any means (electronic, mechanical, graphic, photocopying, recording, taping or other information retrieval systems) without the prior written permission of the copyright owner. THIS PUBLICATION IS DESIGNED TO PROVIDE AN ACCURATE AND AUTHORITATIVE INFORMATION WITH REGARD TO THE SUBJECT-MATTER COVERED AS WAS AVAILABLE AT THE TIME OF PRINTING. HOWEVER, THE PUBLICATION DEALS WITH COMPLICATED TECHNICAL MATTERS SUITED ONLY FOR SPECIALISTS IN THE AREA, AND THE DESIGN OF THE SUBJECT-PRODUCTS IS SUBJECT TO REGULAR IMPROVEMENTS, MODIFICATIONS AND CHANGES. CONSEQUENTLY, THE PUBLISHER AND COPYRIGHT OWNER OF THIS PUBLICATION CAN NOT ACCEPT ANY RESPONSIBILITY OR LIABILITY FOR ANY EVENTUAL ERRORS OR OMISSIONS IN THIS BOOKLET OR FOR DISCREPANCIES ARISING FROM THE FEATURES OF ANY ACTUAL ITEM IN THE RESPECTIVE PRODUCT BEING DIFFERENT FROM THOSE SHOWN IN THIS PUBLICATION. THE PUBLISHER AND COPYRIGHT OWNER SHALL UNDER NO CIRCUMSTANCES BE HELD LIABLE FOR ANY FINANCIAL CONSEQUENTIAL DAMAGES OR OTHER LOSS, OR ANY OTHER DAMAGE OR INJURY, SUFFERED BY ANY PARTY MAKING USE OF THIS PUBLICATION OR THE INFORMATION CONTAINED HEREIN. Wärtsilä 32 Product Guide Introduction Introduction This Product Guide provides data and system proposals for the early design phase of marine engine installations. For contracted projects specific instructions for planning the installation are always delivered. Any data and information herein is subject to revision without notice. This 1/2021 issue replaces all previous issues of the Wärtsilä 32 Project Guides. Issue Published Updates 1/2021 15.03.2021 Technical data updated. -

BOSE , CUTTACK 1. Mist Lubrication System
BOSE , CUTTACK CHAPTER-06 LUBRICATION SYSTEM IN AUTOMOBILE Functions of lubricating oil: A good lubricating oil should perform the following function. · It reduces the friction between the moving parts. · It cools the piston so it also acts as a cooling medium. · It also prevents the leakage of gas between the piston and cylinder because it makes a film of lubricant between them. · It also reduces the noise between the rubbing surfaces. The various lubrication systems used for lubricating the various parts of engine are classified as 1. Mist lubrication system 2. Wet sump lubrication system, and 3. Dry sump lubrication system. 1. Mist lubrication system: Mist lubrication system is a very simple type of lubrication. In this system, the small quantity of lubricating oil (usually 2 to 3%) is mixed with the fuel (preferably gasoline). The oil and fuel mixture is introduced through the carburetor. The gasoline vaporized and oil in the form of mist enters the cylinder via the crank base. The droplets of oil strike the crank base. The droplets of oil strike the crank base, lubricate the main and connecting rod bearings and the rest of the oil lubricates the piston, piston rings and cylinder. The system is preferred in two stroke engines where crank base lubrication is not required. In a two-stroke engine, the charge is partially compressed in a crank base, so it is not possible to have the oil in the crank base. This system is simple, low cost and maintenance free because it does not require any oil pump, filter, etc. However, it has certain serious disadvantages. -

Eaton Aeroquip E-Z Drain Sump Valve
Aeroquip® E-Z Drain® Sump Valve www.herberaircraft.com Eaton’s Aeroquip E-Z Drain Sump Valve makes aircraft oil changes easy. The hand-actuated valve, when attached to the oil drain port, permits aircraft engine oil changes from the ground without removal of the engine cowling. The spring-loaded E-Z Drain Valve is safe for all piston engine applcations because it canot be accidentally opened. Actuation of FEATURES the valve requires a combination push- • Reduces oil changing time twist motion. It also contains a dual seal arrangement which combines • No need to remove engine cowl both an O-ring and a metal-to-metal to change oil seal to prevent accidental leakage of • Easy manual operation – oil through the valve. The seal used on requires no tools the internal valve is replaceable with a • Eliminates messy oil spills standard AS O-ring. The accompanying • Built-in hose line directs old oil hose is furnished in standard 12-inch to container lengths*. • Spring-loaded sleeve prevents accidental oil drainage The FAA has issued a Parts • Dual seal feature guards against Manufacturing Approval to Eaton for O-ring failure use of the E-Z Drain Sump Valve on all of the aircraft engines listed in the • Safety wire holes provided below table. INSTALLATION 1. Simply remove the plug from 2. Take hold of the knurled nut 4. To close, twist the knurled nut. the bottom of the oil sump and and with a combination push- The spring-loaded valve will install the drain valve in the twist motion, open the valve. -

Vacuum Pumps Add Easy Horsepower to Any Engine. Here's
The three core components of any vacuum pump system are the pump, drive pulleys, and breather tank. Aerospace Components' billet hardware is too pretty to hide under the hood. The company offers turnkey kits for both small- and big-block Fords. TECH Vacuum Pumps Add Easy Horsepower to Any Engine. BY STEPHEN KIM PHOTOS Here's a Closer Look and How they Work COURTESY OF THE MANUFACTURERS hen a bazillion PSI of cylinder pressure pushes down on the pistons, some of it’s going to leak past the rings and into the crankcase. That’s why old cars have breathers, and newer cars have W PCV systems. While a wee bit of blow-by is completely normal— even in a 100-percent healthy motor—if an engine’s crankcase isn’t ventilated, that wee bit of blow-by is enough to pop oil seals and gaskets in no time. No bueno, homie. So what’s a racer to do? Valve cover breathers are an easy fix for non-emissions engines, but zip-tying rags onto the breathers and using them as disposable “catch cans” is downright ghetto. Instead of venting crankcase fumes into the atmosphere, late-model motors circulate them back into the intake manifold by utilizing a PCV valve. While these closed-loop systems are great for tree-huggers, they also re-circulate tiny oil droplets into the induction tract, which reduces knock resistance and can lead to detonation. Still no bueno, homie. So what’s a racer to do? The ultimate solution is sucking the fumes out of the crankcase with a vacuum pump. -
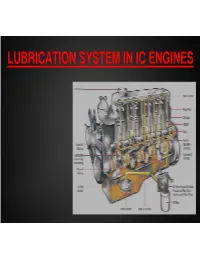
LUBRICATION SYSTEM in IC ENGINES Definition of Lubrication
LUBRICATION SYSTEM IN IC ENGINES Definition of lubrication Lubrication is the action of applying a substance such as oil or grease to an engine or component so as to minimize friction and allow smooth movement. Lubrication System Lubricating system is a mechanical system of lubricating internal combustion engines in which a pump forces oil into the engine bearings. PURPOSE OF LUBRICATION ➢ To reduce the friction between moving parts ➢ To increase the efficiency ➢ To minimize the vibrations ➢ To reduce the corrosion and carbon deposits ➢ To reduce the heat of moving parts ➢ To minimize power loss due to friction ➢ To reduce the noise created by moving parts ➢ To provide cooling to the engine TYPES OF LUBRICANTS ➢SOLID LUBRICANTS ❑ e.g. graphite ,molybdenum ,mica ➢ SEMI-SOLID LUBRICANTS ❑ e.g. heavy greases ➢ LIQUID LUBRICANTS ❑ e.g. mineral oil obtained by refining petroleum. PROPERTIES OF LUBRICANTS ➢ Viscosity ❑ It is a measure of the resistance to flow of an oil ❑ It is measured in saybolt universal seconds (SUS) ❑ It is expressed in centistokes ,centipoises and redwood seconds ➢ Viscosity Index ❑ viscosity of oil decreases with increase in temperature ➢ Cloud point ❑ If an oil is cooled , it will start solidifying at some time . ❑ Temperature at which oil starts solidifying , is called cloud point PROPERTIES OF LUBRICANTS ➢Pour point ❑ It is temperature just above which the oil sample will not flow under certain prescribed conditions ❑ this property is important for operation of engines and substances at low temperature conditions ➢ Flash point and Fire point ❑ The temperature at which vapour of an oil flash when subjected to a naked flame is called flash point ❑ Fire point is the temperature at which the oil ,it once lit with flame ,will burnt steadily at least for 5 seconds ➢ Specific Gravity ❑ It varies between 0.85 to 0.96 SAE Number • Society of Automotive Engineer has recommended SAE viscosity number for lubricating oils. -

IO-520 Overhaul Manual
IO-520 CONTINENTAL® AIRCRAFT ENGINE OVERHAUL MANUAL TECHNICAL CONTENT ACCEPTED BY THE FAA Publication X30039 ©2011 CONTINENTAL MOTORS, INC. AUG 2011 Supersedure Notice This manual revision replaces the front cover and list of effective pages for Publication Part No. X30039, dated September 1977. Previous editions are obsolete upon release of this manual. Effective Changes for this Manual 0 .......... September 1977 1 ............ 31 August 2011 List of Effective Pages Document Title: IO-520 Series Engine Overhaul Manual Publication Number: X30039 Initial Publication Date: September 1977 Page Change Page Change Page Change Page Change Cover............................1 A...................................1 i thru v ..........................0 1-1 thru 1-10.................0 2-1 thru 2-10.................0 3-1 thru 3-2...................0 4-1 thru 4-30.................0 5-1 thru 5-12.................0 6-1 thru 6-30.................0 7-1 thru 7-8...................0 8-1 thru 8-20.................0 9-1 thru 9-8...................0 10-1 thru 10-2...............0 Published and printed in the U.S.A. by Continental Motors, Inc. Available exclusively from the publisher: P.O. Box 90, Mobile, AL 36601 Copyright © 2011 Continental Motors, Inc. All rights reserved. This material may not be reprinted, republished, broadcast, or otherwise altered without the publisher's written permission. This manual is provided without express, statutory, or implied warranties. The publisher will not be held liable for any damages caused by or alleged to be caused by use, misuse, abuse, or misinterpretation of the contents. Content is subject to change without notice. Other products and companies mentioned herein may be trademarks of the respective owners. -
Lessons from the Oil Sump
Lessons from the Oil Sump Analysis of used engine, transmission, and hydraulic oils can yield invaluable diagnostic data to help predict and avoid mechanical failures. Text and photographs staple of any good yard’s mainte- and analysis. It’s unlikely they would A nance schedule for each boat make such an investment unless it by Steve D’Antonio in its care is to change the oil and offered a tangible return. fi lters based on use or regular seasonal The diagnostic information that fl uid service. As a result, boat owners analysis can provide includes abnor- already spend hundreds if not thou- malities such as excessive bearing sands of dollars on engine and wear, failed or clogged air fi lters, fuel- hydraulic oil and fi lter changes every injection system malfunctions, fuel year. But most of that used oil is dilution, increased lubricant acidity, unceremoniously disposed of along incorrect oil weight, glycol/coolant with a wealth of information that contamination, diminished corrosion could be extracted from it at modest resistance, leaking heat exchangers, expense by participation in an oil- analysis program. Commonly referred to as predictive and condition-based maintenance, studying fl uid drained from engines, generators, transmissions, hydraulic stabilizers, thrusters, and steering and cooling systems can frequently help identify problems in mechanical com- Above—This magnetic drain plug and ponents. Modifying maintenance pro- the slurry of metal and oil it has tocols based on the results of oil A diesel engine after a catastrophic captured clearly signal the demise of tests can prevent catastrophic failures. meltdown; the aluminum at the top a transmission. -

Fuel Sump Maintenance
Fuel Sump Maintenance WARNING Rural Energy Enterprises, Inc. does not accept liability for the improper use of this information. Installation, service, and maintenance of heating equipment should be performed by a qualified technician. Improper installation, adjustment, alteration, service, or maintenance can cause property damage, personal injury, or loss of life. When servicing a Toyostove, be sure to pay attention to the fuel sump, the piping from the fuel tank, and the fuel filter. Here are a few easy steps to follow: 1. Replace the fuel tank filter annually. Rural Energy strongly recommends a Golden Rod Water-Block Fuel Filter 2. Inspect the fuel line for kinks, leaks and bad flares. Repair as needed. 3. Pull the inlet strainer from the fuel sump. 4. Clean the inlet filter by spraying the filter from the outside in with carburetor cleaner (this should be done in a well-ventilated work area). 5. With the screen removed, slightly open the service valve on the incoming fuel line. (This valve is not the fusible link valve. The fusible link valve is a fire safety device and should not be used for service). If no service valve is installed, now would be a good time to install one. 6. With the valve open, the fuel should freely come rushing out of the inlet screen hole. If the flow is diminished or the fuel coming out is dirty, the fuel line will need to be flushed out or replaced. 7. Drain the fuel out of the sump. Inspect the fuel for water contamination. If water is present in the sump, the tank and fuel line are contaminated as well. -

GO-480, IGO-480, GSO-480 and IGSO-480 Series OperatorS Manual Lycoming Part Number: 60297-14
Operators Manual Lycoming GO-480, IGO-480, GSO-480 and IGSO-480 Series Approved by FAA 3rd Edition Part No. 60297-14 July 2008 652 Oliver Street Williamsport, PA. 17701 U.S.A. 570/323-6181 GO-480, IGO-480, GSO-480 and IGSO-480 Series Operators Manual Lycoming Part Number: 60297-14 ©2008 by Lycoming. All rights reserved. Lycoming and Powered by Lycoming are trademarks or registered trademarks of Lycoming. Lycoming Engines, a division of AVCO Corporation, a wholly owned subsidiary of Textron Inc. All brand and product names referenced in this publication are trademarks or registered trademarks of their respective companies. For additional information: Mailing address: Lycoming Engines 652 Oliver Street Williamsport, PA 17701 U.S.A. Phone: Factory: 570-323-6181 Sales Department: 570-327-7268 Fax: 570-327-7101 Lycomings regular business hours are Monday through Friday from 8:00 AM through 5:00 PM Eastern Time (-5 GMT) Visit us on the World Wide Web at: http://www.lycoming.com LYCOMING OPERATORS MANUAL ATTENTION OWNERS, OPERATORS, AND MAINTENANCE PERSONNEL This operators manual contains a description of the engine, its specifications, and detailed information on how to operate and maintain it. Such maintenance procedures that may be required in conjunction with periodic inspections are also included. This manual is intended for use by owners, pilots and maintenance personnel responsible for care of Lycoming powered aircraft. Modifications and repair procedures are contained in Lycoming overhaul manuals; maintenance personnel should refer to these for such procedures. SAFETY WARNING Neglecting to follow the operating instructions and to carry out periodic maintenance procedures can result in poor engine performance and power loss. -

Vacuum Wastewater Systems Standard
Vacuum Wastewater Systems Standard Draft Amendments Revision Details Originator Reviewed by Approved by Date No. 0.1 Issued for Client Review Cristian Jara Dragan Dragan 16/10/2018 Jovanovic Jovanovic 0.2 Issued for Client Review Cristian Jara Dragan Dragan 02/11/2018 Jovanovic Jovanovic 0.3 Issued as final draft Cristian Jara Simon Wang Dragan 14/11/2018 Jovanovic 0.4 Issued as final, final draft Cristian Jara Simon Wang Dragan 16/11/2018 Jovanovic 0.5 Working draft J de Villiers J de Villiers 27/11/2018 Vacuum Wastewater Systems Standard Working draft Table of Contents 1 General .................................................................................................................................................. 5 1.1 Introduction .................................................................................................................................. 5 1.2 General requirements .................................................................................................................. 5 1.3 Vacuum wastewater systems ....................................................................................................... 6 1.4 Design output and responsibilities ............................................................................................... 7 1.5 Wastewater system design approach .......................................................................................... 8 2 Concept Design .................................................................................................................................. -

Briggs 104M02-0216-H5 Parts Manual
PartsParts ManualManual Mfg. No: 104M02-0216-H5 Copyright © Briggs and Stratton. All Rights reserved 18-Sep-2019 Table Of Contents Model Components Page Air Cleaner Group. 4 Blower Housing Group. 6 Carburetor Group. 8 Controls Group. 10 Crankcase Cover/Sump and Lubrication Group. 12 Crankshaft Group. 14 Cylinder Group. 16 Cylinder Head Group. 18 Exhaust Group. 20 Flywheel, Ignition, and Starter Group. 22 Fuel Supply Group. 24 Not For \nReproduction Copyright © Briggs and Stratton. All Rights reserved 3 18-Sep-2019 Air Cleaner Group Mfg. No: 104M02-0216-H5 Not For \nReproduction Copyright © Briggs and Stratton. All Rights reserved 4 18-Sep-2019 Air Cleaner Group REF NO PART NO QTY DESCRIPTION 11 596501 1 TUBE, Breather 318 793480 2 SCREW -(Mounting Bracket) 445 593260 1 FILTER, A/C Cartridge 535A 595191 1 FILTER, Air Cleaner Foam 875 594107 1 BASE, Air Cleaner 968 594106 1 COVER, Air Cleaner 971 590552 2 SCREW -(Air Cleaner Base to Carburetor/Throttle Body) Not For\nReproduction Copyright © Briggs and Stratton. All Rights reserved 5 18-Sep-2019 Blower Housing Group Mfg. No: 104M02-0216-H5 Not For \nReproduction Copyright © Briggs and Stratton. All Rights reserved 6 18-Sep-2019 Blower Housing Group REF NO PART NO QTY DESCRIPTION 857B 594111 1 TRIM, Blower Housing Cover 921 594116 1 COVER, Blower Housing 969 594115 2 SCREW -(Blower Housing Cover) 1036 ----- 1 LABEL, Emissions -(Available from a Briggs & Stratton Authorized Dealer) 1319 794467 1 LABEL, Warning -(REQUIRED When Replacing Parts With Warning Labels Affixed) 1319A 797669 1 LABEL, Warning -(REQUIRED When Replacing Parts With Warning Labels Affixed) Not For\nReproduction Copyright © Briggs and Stratton.