Processing of Horticultural Crops
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Agricultural and Horticultural Halls and Annexes
www.e-rara.ch International exhibition. 1876 official catalogue Agricultural and horticultural halls and annexes United States Centennial Commission Philadelphia, 1876 ETH-Bibliothek Zürich Shelf Mark: Rar 20263: 3-4 Persistent Link: http://dx.doi.org/10.3931/e-rara-78195 Spain. www.e-rara.ch Die Plattform e-rara.ch macht die in Schweizer Bibliotheken vorhandenen Drucke online verfügbar. Das Spektrum reicht von Büchern über Karten bis zu illustrierten Materialien – von den Anfängen des Buchdrucks bis ins 20. Jahrhundert. e-rara.ch provides online access to rare books available in Swiss libraries. The holdings extend from books and maps to illustrated material – from the beginnings of printing to the 20th century. e-rara.ch met en ligne des reproductions numériques d’imprimés conservés dans les bibliothèques de Suisse. L’éventail va des livres aux documents iconographiques en passant par les cartes – des débuts de l’imprimerie jusqu’au 20e siècle. e-rara.ch mette a disposizione in rete le edizioni antiche conservate nelle biblioteche svizzere. La collezione comprende libri, carte geografiche e materiale illustrato che risalgono agli inizi della tipografia fino ad arrivare al XX secolo. Nutzungsbedingungen Dieses Digitalisat kann kostenfrei heruntergeladen werden. Die Lizenzierungsart und die Nutzungsbedingungen sind individuell zu jedem Dokument in den Titelinformationen angegeben. Für weitere Informationen siehe auch [Link] Terms of Use This digital copy can be downloaded free of charge. The type of licensing and the terms of use are indicated in the title information for each document individually. For further information please refer to the terms of use on [Link] Conditions d'utilisation Ce document numérique peut être téléchargé gratuitement. -

& Fruit Preserves
B2909 University of Wisconsin-Extension Cooperative Extension Wisconsin Safe Food Preservation Series Making Jams, Jellies & Fruit Preserves Barbara H. Ingham Contents Jellies and jams 1 Jams 16 Start with the right ingredients 2 Cooking methods for jam 17 Preserves, conserves Jam recipes 20 and marmalades 3 Jellies 24 Fruit butters and syrups 3 Preparing fruit 24 Getting started 3 Extracting juice 24 Fruit 3 Jelly without added pectin 25 Pectin and other gelling agents 5 Jelly with added pectin 27 Acid 6 Processing jelly 27 Sugar 6 Caution! Adjust processing Equipment and containers 9 for elevation 28 For preparing fruit 9 Cooking methods for jelly 28 For measuring 9 Jelly recipes 31 For cooking 9 Freezer or refrigerator jams For filling jars or and jellies 37 freezer containers 10 Cooking methods For processing 10 for freezer jam and jelly 37 Equipment you will need 10 Freezer or refrigerator jam & jelly recipes 39 Making and storing jams Low- and no-sugar jams and jellies 41 and jellies 11 Low- and no-sugar jam Preparing canning jars and lids 11 & jelly recipes 43 For fresh flavor 11 Preserves, conserves, marmalades, For softer or firmer products 11 fruit butters and syrups 51 Steps at a glance 12 Preserves recipes 52 Processing in a boiling Conserves recipes 54 water canner 12 Marmalade recipes 57 Caution! Adjust processing Fruit butter recipes 59 time for elevation 13 Fruit syrup recipe 61 Elevation map 13 Remedies for jellied Storing jams and jellies 14 product problems 62 Remaking cooked jellied products 14 Index 64 Recook with powdered pectin 15 Resources back cover Recook with liquid pectin 15 Recook without added pectin 15 University of Wisconsin-Extension Cooperative Extension ipe, juicy berries, Jellies and jams fresh peaches, R Jellies are made by cooking fruit apples, pears and juice with sugar. -

The Newsletter of the North American Maple Syrup Council
Vol. 53, No. 1 February 2015 The Newsletter of the North American Maple Syrup Council February 2015 1 Greetings I hope this is the trend throughout the maple belt. I think this is at least from your partly due to the trend of consuming natural products, along with people’s President interest in producing their own food. It is now physically easier to make s a new year dawns we be- maple syrup than it used to be. The come aware of another sugar- widespread use of tubing, vacuum FOR HIGHER QUALITY STORAGE TANKS ing season drawing near. It • A complete range of stainless steel storage tanks. A systems, reverse osmosis machines, is my hope that a successful season • Made in house, using only first grade material. more effi cient evaporators, and other lies ahead for all sugarmakers. But, • Structural metal chosen according to tank size to satisfy the most demanding sugarmakers. technology appeals to these new pro- of course, we are at the mercy of the • Side reinforcement bars made to strengthen the sides when tank is full to the top (4 feet & bigger). ducers. It also appeals to us old timers weather and it can be very unpredict- * No spacer needed to connect to drain fitting (6’’clearance). as well. If I had to go back to buckets, • Extra structure to minimize support points. able. I am often asked to predict the fi ring with wood and no R/O I would • Customizable name on the front plate. type of season we might have and my not be able to tap as many trees. -

Recipes for the Preserving of Fruit, Vegetables, and Meat
PRESERVING OF FRUIT, VEGETABLES AND MEAT E. WAGNER RECIPES FOR THE PRESERVING OF FRUIT, VEGETABLES, AND MEAT RECIPES FOR THE PRESERVING OF FRUIT VEGETABLES, AND MEAT E. WAG-NEE TECHNICAL MANAGER OF THE PRESERVING AND MARMALADE DEPARTMENTS OF THE TRACHENBERG SUGAR BOILING WORKS TRANSLATED FROM THE GERMAN BY CHAS. SALTER WITH FOURTEEN ILLUSTRATIONS LONDON SCOTT, GREENWOOD & SON 8 BROADWAY, LUDGATE HILL, E.G. CANADA : THE COPP CLARK CO. LTD., TORONTO UNITED STATES : D. VAN NOSTRAND CO., NEW YORK 1908 [The sole right of Translation into English rests with Scott, Greenwood <k Son] \ 3 ." PREFACE IT has been long the desire of the author to bring out a larger useful work on the preserving industry in its present state, but the continued introduction of improvements in the last few years prevented an exhaustive report being drawn up. At present, however, we may be said to have reached a certain degree of stability, at least so far as the important matter of stoppers and closing devices is concerned. The author has therefore, on the basis of his practical experience of over thirty years' duration, endeavoured in the present work to provide instruction for both the beginner and the expert. The points dealt with comprise the recipes and instructions for preserving, and the necessary utensils and machinery, the work being divided into three parts : the first dealing with the preserving of fruit, the second with that of vegetables, and the third with preserved meat. V 380653 vi PREFACE In all recipes the weights have been given in order to minimise the chance of error, and also to enable beginners to work according to instruc- tions. -
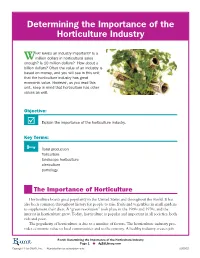
Determining the Importance of the Horticulture Industry
Determining the Importance of the Horticulture Industry HAT MAKES an industry important? Is a million dollars in horticultural sales enough?W Is 10 million dollars? How about a billion dollars? Often the value of an industry is based on money, and you will see in this unit that the horticulture industry has great economic value. However, as you read this unit, keep in mind that horticulture has other values as well. Objective: þ Explain the importance of the horticulture industry. Key Terms: Ñ floral production floriculture landscape horticulture olericulture pomology The Importance of Horticulture Horticulture boasts great popularity in the United States and throughout the world. It has also been common throughout history for people to raise fruits and vegetables in small gardens to supplement their diets. A “green revolution” took place in the 1960s and 1970s, and the interest in horticulture grew. Today, horticulture is popular and important in all societies, both rich and poor. The popularity of horticulture is due to a number of factors. The horticulture industry pro- vides economic value to local communities and to the country. A healthy industry creates job E-unit: Determining the Importance of the Horticulture Industry Page 1 u AgEdLibrary.com Copyright © by CAERT, Inc. — Reproduction by subscription only. 030002 opportunities. Horticultural prac- tices provide high-quality food for people. Also, horticulture offers an increase in aesthetic pleasure that supports psychological well-being. Education and training required for people wanting to be involved in the horticulture industry have led to increased enrollment in horticul- tural and agronomic programs at land-grant universities and two-year colleges. -

Beverage Recipes Using California Native Plants
Beverage Recipes Using California Native Plants Picking and Preparing Leaves, Flowers and Fruits Be certain that you use only plants/plant parts known to be edible. Also, gather from clean plants which have not been sprayed with pesticides or herbicides. Gather healthy leaves (usually younger leaves best). The leaves of some plants are best just prior to flowering. Wash carefully with water & discard old, unhealthy leaves. Gather fully open (mature) flowers at mid-day (when flavors are likely to be best. Wash carefully with water and remove unhealthy flowers, insects, etc. Pick ripe, unblemished fruits & berries. Wash thoroughly in water, discarding any old, damaged fruits. Gently blot dry. Slice larger fruits (strawberries; large rosehips) into thin slices; smaller fruits and berries can be dried whole. Remove stones/seeds from stone fruits. Basic Recipe: Hot Tea from Fresh Leaves or Flowers Chop prepared leaves and place 2 Tbsp in tea infuser or tea bag. Or place whole leaves in the teacup. Pour boiling hot water over tea and let it brew for 2-5 minutes. Sweeten with sugar or honey if desired. Enjoy! Basic Recipe: Drying Leaves for Tea Gather leaves and wash as for fresh leaves. Blot dry. Dry leaves on warm setting (105-110º F) in a food dehydrator (usually takes 1-3 hours, depending on water content of leaves). Or, spread leaves on a baking sheet and dry in a warm (120º F or ‘warm’ setting) oven (usually takes 1-2 hours). Or, dry on baking sheet or screen, covered with net or cheesecloth, in a warm dry place (takes several days). -
Introduction to Horticulture 3
1 Introduction to Horticu ltu re INTRODUCTION Horticulture is a science, as well as, an art of production, utilisation and improvement of horticultural crops, such as fruits and vegetables, spices and condiments, ornamental, plantation, medicinal and aromatic plants. Horticultural crops require intense care in planting, carrying out intercultural operations, manipulation of growth, harvesting, packaging, marketing, storage and processing. India is the second largest producer of fruits and vegetables in the world after China. In India, about 55–60 per cent of the total population depends on agriculture and allied activities. Horticultural crops constitute a significant portion of the total agricultural produce in India. They cover a wide cultivation area and contribute about 28 per cent of the Gross Domestic Product (GDP). These crops account for 37 per cent of the total exports of agricultural commodities from India. SESSION 1: HORTICULTURE AND ITS IMPORTANCE The term horticulture is derived from two Latin words hortus, meaning ‘garden’, and cultura meaning ‘cultivation’. It refers to crops cultivated in an enclosure, i.e., garden cultivation. Chapter -1.indd 1 11-07-2018 11:33:32 NOTES Features and importance Horticulture crops perform a vital role in the Indian economy by generating employment, providing raw material to various food processing industries, and higher farm profitability due to higher production and export earnings from foreign exchange. (a) Horticulture crops are a source of variability in farm produce and diets. (b) They are a source of nutrients, vitamins, minerals, flavour, aroma, dietary fibres, etc. (c) They contain health benefiting compounds and medicines. (d) These crops have aesthetic value and protect the environment. -
1 11Th May 2020 V1
This ingredient list only covers food and drink sold in our UK shops. 11th May 2020 v1 1 We can’t guarantee any of our products are suitable for those with allergies due to a high rosk of cross contamination. Our vegan products are made to a vegan recipe but are not suitable for those with dairy and egg allergies. Please take care . Our kitchens are very busy places that handle allergens and that means we our food is suitable for those with allergies. We know that many of our customers would like to understand more about our food & drink, especially if they are avoiding specific ingredients. To make things easier, we’ve put together this of all the ingredients used in Pret’s food and drinks. Inside you’ll find all of the products sold in our shops, with ingredients listed for easy reference. If you have any trouble finding what you’re looking for, just in the shop – they’ll be more than happy to help. to check our ingredient guide regularly as recipes do change from time to time – the last thing we want is for anyone being caught out by a new take on an old favourite. We understand that no matter how detailed our guide is, there may be times when it can’t answer the questions you may have. If you need to know more, please do at www.pret.co.uk or contact our Customer Service Team on 0345 450 0222. This ingredient list only covers food and drink sold in our UK shops. -

(12) United States Patent (10) Patent N0.2 US 8,673,825 B2 Rayborn, Sr
US008673825B2 (12) United States Patent (10) Patent N0.2 US 8,673,825 B2 Rayborn, Sr. et a]. (45) Date of Patent: *Mar. 18, 2014 (54) DRILLING FLUID ADDITIVE WITH LOW (58) Field of Classi?cation Search FREEZING POINT None See application ?le for complete search history. (75) Inventors: Jerry Rayborn, Sr., Franklinton, LA (US); Dan M. DeLaRosa, Coral Springs, (56) References Cited FL (Us) US. PATENT DOCUMENTS (73) Assignee: Mudmasters Group, LLC, NeW 2,771,138 A “H956 Beeson Or1eanS,LA (Us) 3,960,832 A 6/1976 Kang 3,979,303 A 9/1976 Kang ( * ) Notice: Subject to any disclaimer, the term of this 4,186,025 A 1/1980 Kang patent is extended or adjusted under 35 2 1?; 80X , , 9X USC' 1540’) by 0 days' 4,375,512 A 3/1983 Rickman This patent is subject to a terminal dis- 4,393,089 A 7/1983 COX laimer 4,456,714 A 6/1984 COX C ' 4,464,410 A 8/1984 COX 4,468,334 A 8/1984 COX (21) Appl.No.: 13/507,065 4,483,782 A 11/1984 Cox 4,483,848 A 11/1984 COX (22) Filed: Jun. 1, 2012 4,506,044 A 3/1985 CoX 5,106,517 A * 4/1992 Sheu et a1. .................. .. 507/110 . 5,110,484 A 5/1992 Shou (65) Prior Publication Data 5,330,005 A 7/l994 Card Us 2012/0289435 A1 Nov. 15,2012 5439055 A 8/1995 Card 5,501,275 A 3/1996 Card _ _ 5,882,713 A 3/1999 Eskins Related US. -

The Australian Horticultural Corporation
INDUSTRY COMMISSION THE AUSTRALIAN HORTICULTURAL CORPORATION Effectiveness in Increasing International Competitiveness REPORT NO. 24 30 June 1992 Australian Government Publishing Service Canberra © Commonwealth of Australia 1991 ISBN 0 644 25352 5 This work is copyright. Apart from any use as permitted under the Copyright Act 1968, no part may be reproduced by any process without prior written permission from the Australian Government Publishing Service. Requests and inquiries Concerning reproduction and rights should be addressed to the Manager, Commonwealth Information Services, Australian Government Publishing Service, GPO BOX 84, Canberra ACT 2601. Printed in Australia by P. .J. GRILLS, Commonwealth Government Printer, Canberra INDUSTRY COMMISSION 30 June 1992 The Honourable J S Dawkins, M.P. Treasurer Parliament House CANBERRA ACT 2600 Dear Treasurer In accordance with Section 7 of the Industry Commission Act 1989, we have pleasure in submitting to you our response to paragraph 4 of the reference on Australian Horticulture. Yours sincerely R G Mauldon R R Piggott Presiding Associate Commissioner Commissioner COMMISSIONER Benjamin Offices, Chan Street, Belconnen ACT Australia PO BOX, Belconnen ACT 2616 Telephone: 06 264 1144 Facsimile: 06 253 1662 CONTENTS Page Abbreviations ix Terms of reference x EXECUTIVE SUMMARY xi 1 INTRODUCTION 1 1.1 The terms of reference 1 1.2 The Australian Horticultural Corporation 1 1.3 Conduct of the inquiry 2 1.4 Structure of the report 2 2 HORTICULTURE 3 2.1 Characteristics of Australian horticulture -

Remote Desktop Redirected Printer
Merlino Foods 1 Summer Product Book Page: Appetizer Appetizer Breaded Cut Okra OKRABREADED Westpac 12/24 OZ Kronos Spanokopita (1oz Portions) SPANO Kronos 144/1 OZ L&W Empty Steam Bun Folded STEAMBUN L & W 22/12 CT Packer S/O Pork Gyoza GYOZA Packer 4/1.98 LB Packer Dolmades Stuffed Vine Grape Leaves (60 Per Can) DOLMADE Packer 6/70 OZ Stonefire S/O Naan Dippers Bite Size NAANBITE Stonefire 340/.35 OZ Supreme Vegetarian Spring Roll VEGSPRINGROLL Supreme 1/200 CT Artichokes Maria/Ambrosia Artichoke Bottoms (7-9 Ct Per Can) ARTBOT Maria 24/14 OZ Merlino Artichoke Hearts (50-60 Ct Per Can) ART5060 Merlino 6/3 KG Merlino Artichoke Hearts Quartered ARTQUART Merlino 6/3 KG Merlino Marinated Artichoke Hearts Quartered ARTMAR610 Merlino 6/3 KG Orto Baby Artichokes With Stems (Imported) ARTBABY Orto 6/5.5 LB Roland Quartered Artichoke Hearts (Retail) ARTQUART1214 Roland 12/14 OZ Asian Cookies/Crackers Golden S/O Fortune Cookies Portion Control FORTUNECOOKIE Golden 1/7 LB Hot S/O Kid Nori Flavor Rice Crackers RICECRACKERNORI Hot Kid 20/5.64 OZ Flours/Starches Blue Star Mochiko Rice Flour RICEFLOUR36 Blue Star 36/16 OZ Golden Anchor Large Pearl Tapioca TAPIOCAPEARLLG Golden 50/14 OZ Golden Anchor Small Pearl Tapioca TAPIOCAPEARL Golden 50/14 OZ Golden Anchor Tapioca Starch (Flour) TAPIOCAFLOURP Golden 50/14 OZ Misc. Custom Sake Kasu SAKE LEES KASU Custom 1/5 LB Double S/O Happiness Brand Chinese Doughnuts DOUGHNUTCHIN Tom 17/3 CT Ginger L/S People Ginger Juice GINGERJUICE Ginger Peo 12/5 OZ Golden Palm Sugar No Syrup PALMSUGAR Golden 30/16 OZ Asian Misc. -

Summer Drink Stand Huckleberry Ice Cream Italian Soda
Table of Contents: Summer Beverage Ideas..............................................................................2 Part I: Smoothies and Shakes......................................................................3 Scarlet Sunrise Smoothie............................................................................3 Pink Strawberry Pajamas Smoothie............................................................3 Kong Goes Bananas Smoothie....................................................................3 The Blueberry Blimp Smoothie..................................................................4 The Canterbury Smoothie............................................................................4 The Best Strawberry Shake.........................................................................4 Cupshakes (Cupcake Shakes)......................................................................6 Chocolate Cherry or Strawberry Cupshakes................................................6 Raspberry Lemon Cupshakes......................................................................8 Part II: Lemonades and Limeades..............................................................9 Cherry Lime Rickey.....................................................................................9 Lavender Lemonade...................................................................................9 Brazilian Limeade.....................................................................................10 Watermelon Lemonade.............................................................................10