SOME IMPORTANT FACTORS CAUSING SPOILAGE and POOR QUALITY in HOME CANNED FOODS
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Mamweb: Regional Styles of Thai Cuisine
Regional Styles of Thai Cuisine: Thailand is comprised of four main culinary regions, each with their own specialties, and each having slight deviations in flavor profile from that of the Central region, which is considered by most to be the ‘classic’ Thai culinary style. The variations are caused by differences in ethnicity, cultural background, geography, climate, and to some extent, politics. Each ethnographic group can lay claim to dishes which are known nationwide, whether they originated with the Chinese immigrants from Hainan, Fujian, Guangzhou, or Yunnan, the Sunni Muslim Malays or animist Moken sea gypsies in the South, the Mon of the west-Central, the Burmese Shan in the North, the Khmer in the East, or the Lao in the Northeast. Geography and climate determine what can be grown and harvested, and whether the aquatic species consumed in the region are derived from the sea or freshwater. The cuisine of Northeastern Thailand: Aahaan Issan: Issan (also written as Isaan, Isarn, Esarn, Isan) is Thailand’s poorest region, both economically and agriculturally. It is plagued by thin soils, with an underlying layer of mineral salts (mineral salt is harvested and exported country wide). The weather is a limiting factor in agricultural production: it is hotter and dryer during the dry season, and rains can easily become floods, since it is basically a large flat plateau (the Khorat Plateau), hemmed-in by mountain ranges to the west and the south. Watersheds are limited and flow into the Mekong, which serves as a transportation link for trade. Marshes and temporary lakes appear during the rainy season. -

Role of Lactic Acid Bacteria (LAB) in Food Preservation
Int.J.Curr.Microbiol.App.Sci (2016) 5(8): 255-257 International Journal of Current Microbiology and Applied Sciences ISSN: 2319-7706 Volume 5 Number 8 (2016) pp. 255-257 Journal homepage: http://www.ijcmas.com Review Article http://dx.doi.org/10.20546/ijcmas.2016.508.026 Role of Lactic Acid Bacteria (LAB) in Food Preservation J. Hitendra*, B. D. Narotham Prasad, H. Gurumurthy and V. C. Suvarna Department of Agriculture Microbiology, UAS, GKVK, Bengaluru, India *Corresponding author ABSTRACT K e yw or ds Lactic acid bacteria comprise an ecologically diverse group of microorganisms united by formation of lactic acid as the primary metabolite of sugar metabolism. Deserving an attention Lactic Acid for its capabilities, this will discuss on the general description of lactic acid bacteria, genetics, Bacteria (LAB), metabolism and its application to the industries. Bacterial antagonism has been recognized for Food over a century but in recent years this phenomenon has received more scientific attention, Preservation. particularly in the use of various strains of lactic acid bacteria One important attribute of many LAB is their ability to produce antimicrobial compounds called bacteriocins. In recent years Article Info interest in these compounds has grown substantially due to their potential usefulness as natural Accepted: substitute for chemical food preservatives in the production of foods with enhanced shelf life 12 July 2016 and / or safety. There is growing consumer awareness of the link between diet and health. Available Online: Recent scientific evidence supports the role of probiotic LAB in mediating many positive health 10 August 2016 effects. Traditional probiotic dairy strains of lactic acid bacteria have a long history of safe use and most strains are considered commensal microorganisms with no pathogenic potential. -

Shelf Life Validation of Marinated and Frozen Chicken Tenderloins by John Gregory Rehm a Thesis Submitted to the Graduate Facult
Shelf Life Validation of Marinated and Frozen Chicken Tenderloins by John Gregory Rehm A thesis submitted to the Graduate Faculty of Auburn University In partial fulfillment of the Requirements for the Degree of Master of Science Auburn, Alabama August 8, 2020 Approved by Dr. Christy Bratcher, Chair, Professor of Animal Science Dr. Jason Sawyer, Associate Professor of Animal Science Dr. Amit Morey, Assistant Professor of Poultry Science Abstract It is immensely important for producers and restaurants to know the shelf life of a meat product. If a consumer eats a product that is rancid it could impact a restaurant’s reputation. The objective of this study is to validate the shelf life of marinated and frozen chicken tenders. The treatments were the age of the chicken tender after harvest, which were 4 days of age (DA), DA5, DA6, DA7 and DA8. Spoilage organisms, pH and instrumental color (L*, a*, b*) were measured to assess the shelf life of bulk-packaged bags of chicken tenders. The microbial analysis analyzed the growth of aerobic, psychotrophic and lactobacilli bacteria. Each treatment contained 47.63 kg of chicken. Chicken was sampled fresh then tumbled in a marinade that contained water, salt, modified corn starch and monosodium glutamate. After marinating, the chicken tenders were sampled (0 hours) and the other remaining tenders were put into a blast freezer (-25ºC). After freezing, the chicken thawed in a cooler (2.2ºC) for 132 hours (h) and was sampled at 36h, 60h, 84h, 108h, 132h. After marinating the chicken tenders, each treatment decreased in the aerobic count and the psychotroph count except for DA4. -

Subsistence Specialist Third Class, 9-13. Military Curriculum Materials for Vocational and Technical Education
DOCUMENT RESUME ED 226 197 CE 035 086 TITLE- Subsistence Specialist Third Class, 9-13. Military Curriculum Materials for Vocational and Technical Education. INSTITUTION Coast Guard Inst., Oklahoma City, Okla.; Ohio State Univ., Columbus. National Center for Researchin Vocational Education. SPONS AGENCY Department of Education, Washington, DC. PUB 'DATE Jun 80 NOTE 255p.; For related documents see CE 035 084-085. PUB TYPE Guides - ClassroomPUse Materials (For Learner) (051) EDRS PRICE MF01/PC11 Plus Postage. DESCRIPTORS Autoinstructional Aids; Behavioral Objectives; *Cooking Instruction; *Cooks:. Course Descriptions; *Dining Facilities; Equipment Utilization; *Food Handling Facilities; *Food Service; *Foods InstrUction; High Schools; Individualized Instruction; Occupational Home Econoinics; Pacing; Postsecondary Education; Safety; Sanitation; Secondary Education; Tests; Textbooks; Workbooks IDENTIFIERS Military Curriculum Project ABSTRACT This handbook/te tbook for a secondary/postsecondary level course for a subsistence speclist compiiSes one of a number of military-developed curriculum pack gesselected for adaptation to vocational instruction and curriculum development in acivilian setting. The purpose stated for the individualized,self-paced course is to provide basic information to perform foodpreparation and food service tasks by utilizing various types' of foodservice eqUipment and utensils. Each of the 14 assignments isdivided into three basic parts: the reading assignment andobjectives, the reading materials, and the self-quiz -

Heirloom Recipes of the Cordillera
Heirloom Recipes of the Cordillera Partners for Indigenous Knowledge Philippines HEIRLOOM RECIPES OF THE CORDILLERA Philippine Copyright 2019 Philippine Task Force for Indigenous People’s Rights (TFIP) Partners for Indigenous Knowledge Philippines (PIKP) This work is available under a Creative Commons Attribution-Noncommercial License (CC BY-NC). Reproduction of this publication for educational or other non-commercial purposes is authorized without prior permission from the copyright holders provided the source is fully acknowledged. Reproduction for resale or other commercial purpose is prohibited without prior written permission from the copyright holders. Published by: Philippine Task Force for Indigenous People’s Rights (TFIP) #16 Loro Street, Dizon Subdivision, Baguio City, Philippines And Partners for Indigenous Knowledge Philippines (PIKP) #54 Evangelista Street, Leonila Hill, Baguio City, Philippines With support from: VOICE https://voice.global Editor: Judy Cariño-Fangloy Illustrations: Sixto Talastas & Edward Alejandro Balawag Cover: Edward Alejandro Balawag Book design and layout: Ana Kinja Tauli Project Team: Marciana Balusdan Jill Cariño Judy Cariño-Fangloy Anna Karla Himmiwat Maria Elena Regpala Sixto Talastas Ana Kinja Tauli ISBN: 978-621-96088-0-0 To the next generation, May they inherit the wisdom of their ancestors Contents Introduction 1 Rice 3 Roots 39 Vegetables 55 Fish, Snails and Crabs 89 Meat 105 Preserves 117 Drinks 137 Our Informants 153 Foreword This book introduces readers to foods eaten and shared among families and communities of indigenous peoples in the Cordillera region of the Philippines. Heirloom recipes were generously shared and demonstrated by key informants from Benguet, Ifugao, Mountain Province, Kalinga and Apayao during food and cooking workshops in Conner, Besao, Sagada, Bangued, Dalupirip and Baguio City. -

Dairy, Diet and Class During the South Levantine Iron Age II Period
University of Massachusetts Amherst ScholarWorks@UMass Amherst Doctoral Dissertations Dissertations and Theses November 2016 Clay Pot Cookery: Dairy, Diet and Class during the South Levantine Iron Age II Period Mary K. Larkum University of Massachusetts Amherst Follow this and additional works at: https://scholarworks.umass.edu/dissertations_2 Part of the Archaeological Anthropology Commons Recommended Citation Larkum, Mary K., "Clay Pot Cookery: Dairy, Diet and Class during the South Levantine Iron Age II Period" (2016). Doctoral Dissertations. 754. https://doi.org/10.7275/9268347.0 https://scholarworks.umass.edu/dissertations_2/754 This Open Access Dissertation is brought to you for free and open access by the Dissertations and Theses at ScholarWorks@UMass Amherst. It has been accepted for inclusion in Doctoral Dissertations by an authorized administrator of ScholarWorks@UMass Amherst. For more information, please contact [email protected]. Clay Pot Cookery: Dairy, Diet and Class during the South Levantine Iron Age II Period A Dissertation Presented by Mary K. Larkum Submitted to the Graduate School of the University of Massachusetts Amherst in partial fulfillment of the requirements for the degree of DOCTOR OF PHILOSOPHY September 2016 Anthropology © Copyright by Mary K. Larkum 2016 All rights reserved Clay Pot Cookery: Dairy, Diet and Class during the South Levantine Iron Age II Period A Dissertation Presented by MARY K. LARKUM Approved as to style and content by: __________________________________________ Michael O. Sugerman, Chair __________________________________________ Krista Harper, Member __________________________________________ Steven T. Petsch, Member __________________________________ Jacqueline L. Urla, Chair Anthropology For my daughter Emerald and for Mark. I got you. “The Bible never purports to provide dietary advice. -

Fast-Growing Shade Trees
POSTAL PATRON www.westbendnews.net VOLUME 13 – ISSUE 19 Good News for Good Communities - Serving Northwest Ohio and Northeast Indiana TUESDAY, MAY 9, 2017 HOW SWEET THE SOUND AT SWEETWATER! HOSPITAL & NURSES knees and hips; chemothera- GOOD TIME SALOON RECEIVES PAYNE py clinic for the administra- WEEK CELEBRATION tion of cancer killing drugs; CHAMBER MEMBERSHIP and sleep lab and clinic for Paulding County Hos- the management of poten- pital (PCH) is celebrating tially deadly sleep disor- National Hospital Week. A ders. The hospital’s support week that was established services have grown as well. in 1921 to bring attention The Rehabilitation Depart- to the vital role that hospi- ment has grown from one tals play in the community. Physical Therapist to three. Paulding’s original county The space in the department healthcare facility began will grow as well with the serving its residents 1879 addition of the Antwerp fit- and was later referred to as ness center later this year. the Paulding County Hos- The ospitalh has been pital in 1938. Though many a leader in the use of new rural hospitals have closed technology being among the The marketing class at Gustin-Web Programming or are on the brink of closure first to utilize thin slice CT Harlan Christian School Manager, and David Stew- PCH has grown in recent scans, digital mammogra- had the opportunity to visit art-Executive Vice-President, years adding new providers, phy, computed radiography, Sweetwater located in Fort Chief Marketing Officer. services, and technology. high definition endoscopy, Wayne, Indiana. While there, After the presentation, the The hospital has added and telemedicine. -

Fabulous Fermented Foods
Fabulous Fermented Foods Written By Jen Allbritton, CN Did you know there are more bacteria in the intestines than stars in the sky? In addition to their ability to stimulate immunity, beneficial gut “bugs” manufacture vitamins, detoxify environmental chemicals, and help metabolize hormones and other substances in the body. On the other hand, unfriendly organisms in the intestinal tract can cause infection and produce toxic products, including a host of carcinogens. Obviously, proliferation of the healthy “bugs” can have a tremendous impact on wellness. An easy way to encourage this proliferation is through consuming fermented foods. This is just one of the many reasons these foods are “foods to favor.” Way Back When Fermentation is one of the oldest and most economical methods of preserving foods. Originally produced out of necessity, these foods wound up offering the added advantage of beneficial bacteria, enzymes, and better nutrition.7 Today, in almost every culture there still exists at least one fermented food.1Although these foods have been providing their health giving properties for centuries, science is just starting to realize what native cultures around the world have known for so long - fermented foods are healthy to consume. In fact, a dentist named Weston A. Price, noticed the value of fermented foods as early as the 1930s. After studying the traditional diets and vibrant health of more than a dozen non- industrialized societies around the world, he noticed that one of the common traits among the people was they all consumed fermented food each day. In fact, it has been suggested that the benefits provided by fermented foods is one key to longevity and good health in many native societies around the world.4,7 What is Actually Going On? Fermentation is essentially the predigesting of a food. -

Historic, Archived Document Do Not Assume Content
Historic, archived document Do not assume content reflects current scientific knowledge, policies, or practices. 77 U. S. DEPARTMENT OF AGRICULTURE. FARMERS' BULLETIN No. 9. MILK FERMENTATIONS AND THEIR RELATIONS TO DAIRYING. PREPARED IN THE OFFICE OF EXPERIMENT STATIONS FROM EXPERIMENT STATION BULLETIN No. 9. PUBLISHED BY AUTHOEITY OF THE SECRETARY OF AGRICULTURE. WASHINGTON: GOVERNMENT PRINTING OFFICE 1892. LETTER OF TRANSMITTAL U. S. DEPARTMENT OF AGRICULTURE, OFFICE OF EXPERIMENT STATIONS, Washington, D. C.7 June 15,1892. SIR : A popular summary of Prof. H. W. Conn's review of the inves- tigations on the fermentations of milk, which was originally issued as Experiment Station Bulletin No. 9 of this Office, is herewith trans- mitted for publication as a Farmers' Bulletin. The practical impor- ' tance of the results of recent bacteriological investigations of milk and its products to an intelligent practice of improved methods of dairying, calls for the wide distribution of a condensed statement of the outcome of these researches among dairymen and farmers. Bespectfully, A. W. HARRIS, Director. Hon. J. M. BUSK, Secretary of Agriculture. 3 CONTENTS. Composition of milk 5 Causes of fermentation 6 Fermentation of milk by rennet .' 7 The souring of milk 8 Number of bacteria in milk 8 Kelation of electricity to the souring of milk 9 Other forms of fermentation of milk 10 A-lkaline fermentation of milk 10 Butyric acid 11 Bitter milk 12 Alkaline curdling of milk 12 Blue milk 13 Alcoholic fermentation of milk 14 Slimy fermentation 14 Miscellaneous forms of fermentation 15 Practical bearing of the subject upon dairying 15 Handling milk 15 Butter-making 18 Cheese-making 21 4 MILK FERMENTATIONS AND THEIR RELATIONS TO DAIRYING. -
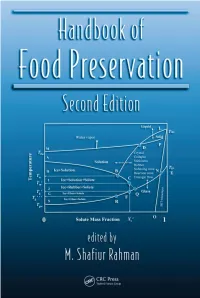
Handbook of Food Preservation Second Edition CRC DK3871 Fm.Qxd 6/14/2007 18:12 Page Ii
CRC_DK3871_fm.qxd 6/14/2007 18:12 Page i Handbook of Food Preservation Second Edition CRC_DK3871_fm.qxd 6/14/2007 18:12 Page ii FOOD SCIENCE AND TECHNOLOGY Editorial Advisory Board Gustavo V. Barbosa-Cánovas Washington State University−Pullman P. Michael Davidson University of Tennessee−Knoxville Mark Dreher McNeil Nutritionals, New Brunswick, NJ Richard W. Hartel University of Wisconsin−Madison Lekh R. Juneja Taiyo Kagaku Company, Japan Marcus Karel Massachusetts Institute of Technology Ronald G. Labbe University of Massachusetts−Amherst Daryl B. Lund University of Wisconsin−Madison David B. Min The Ohio State University Leo M. L. Nollet Hogeschool Gent, Belgium Seppo Salminen University of Turku, Finland John H. Thorngate III Allied Domecq Technical Services, Napa, CA Pieter Walstra Wageningen University, The Netherlands John R. Whitaker University of California−Davis Rickey Y. Yada University of Guelph, Canada CRC_DK3871_fm.qxd 6/14/2007 18:12 Page iii Handbook of Food Preservation Second Edition edited by M. Shafiur Rahman Boca Raton London New York CRC Press is an imprint of the Taylor & Francis Group, an informa business CRC_DK3871_fm.qxd 6/14/2007 18:12 Page iv CRC Press Taylor & Francis Group 6000 Broken Sound Parkway NW, Suite 300 Boca Raton, FL 33487-2742 © 2007 by Taylor & Francis Group, LLC CRC Press is an imprint of Taylor & Francis Group, an Informa business No claim to original U.S. Government works Printed in the United States of America on acid-free paper 10 9 8 7 6 5 4 3 2 1 International Standard Book Number-10: 1-57444-606-1 (Hardcover) International Standard Book Number-13: 978-1-57444-606-7 (Hardcover) This book contains information obtained from authentic and highly regarded sources. -

Ceramics Monthly Ceramics Monthly Volume 29, Number 3 March 1981
4 Ceramics Monthly Ceramics Monthly Volume 29, Number 3 March 1981 Features Cone 3 OxidationRichard by Zakin.................. 33 Ted Randall .............................................................. 37 Ohio Craft Fairs........................................................ 42 Raymon Elozua.......................................................... 46 F. Carlton Ball: Autobiographical Notes, Part I ..................................................................... 48 Robert Archambeau.................................................. 52 National Teapot Show..................................I........... 54 Traditional Wood Firing in France........................ 55 Departments Letters to the Editor.................................................. 9 Suggestions ................................................................ 13 Where to Show.......................................................... 15 Answers to Questions................................................ 21 Ceramic Crosswords Ricby Swenson ...................... 25 Itinerary .................................................................... 27 News & Retrospect.................................................... 69 Index to Advertisers.................................................. 98 Cover Stoking the single firebox of a massive, traditional kiln at La Borne, in southeastern France. One of the last remaining folk potters assists contemporary ceramists Michel Pastore, Evelyne Porret and Janet Stedman in clearing the ash pit as fast- burning fagots (bundles of -

A Bacteriological Study of Ham Souring
Issued March 17, 1011. U. S. DEPARTMENT OF AGRICULTURE, BUREAU OF ANIMAL INDUSTRY.—Bulletin 132. A. p.MELVIN, Chiepof Bureau. A BACTERIOLOGICAL STUDY OF HAM SOURING. BY C. N. McBRYDE, M. D., Senior Bacteriologist, Biochemic Division. WASHINGTON: GOVERNMENT PRINTING OFFICE, 1911. Issued March 17, 1911. U. S. DEPARTMENT OF AGRICULTURE, BUREAU OF ANIMAL INDUSTRY.—BULLETIN 132. A. D. MELVIN, Chief of Bureau. A BACTERIOLOGICAL STUDY OF HAM SOURING. BY C. N. McBRYDE, M. D., Senior Bacteriologist, Biochemic Division, WASHINGTON: GOVERNMENT PRINTING OFFICE. 1911. THE BUREAU OF ANIMAL INDUSTRY. Chief: A. D. Melvin. Assistant Chief: A. M. Farrington. Chief Clerk: Charles C. Carroll. Animal Husbandry Division: George M. Rommel, chief. Biochemic Division: M. Dorset, chief. Dairy Division: B. II. Rawl, chief. Inspection Division: Rice P. Steddom, chief; R. A. Ramsay, Morris Wooden, and Albert E. Behnke, associate chiefs. Pathological Division: John R. Mohler, chief. Quarantine Division: Richard W. Hickman, chief. Zoological Division: B. H. Ransom, chief. Experiment Station: E. C. Schroeder, superintendent. Editor: James M. Pickens. LETTER OF TRANSMITTAL. United States Department of Agriculture, Bureau of Animal Industry, Washington, D. C, November 2, 1910. Sir: I have the honor to transmit and to recommend for pubhca- tion as a bulletin of this Bureau a paper entitled "A Bacteriological Study of Ham Souring," by Dr. C. N. McBryde, senior bacteriologist in the Biochemic Division of this Bureau. The souring of hams is a source of considerable loss in the meat- packing industry, and the cause of this trouble has heretofore been in doubt. Dr. McBryde's paper presents the results of an exhaustive study of the subject, from which it appears that he has succeeded in discovering the true cause of the trouble.