Structural, Optical and Electrical Characterization of Indium Tin Oxide and Aluminum Nitride Thin Films for Gas Sensing Application
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Gas Detection Products Ammonia & Other Gases
Gas Detection Products Ammonia & Other Gases Product Catalog 2021 Table of Contents Price List .......................................................................................................................................................................................... 4-31 Controllers ....................................................................................................................................................................................... 32-39 GG-6 ....................................................................................................................................................................................... 32-33 GG-6 Remote Display ........................................................................................................................................................... 34-35 GG-2 ....................................................................................................................................................................................... 36-37 EM2 Entrance Monitor ......................................................................................................................................................... 38-39 Ammonia Sensors ............................................................................................................................................................................. 40-49 GG-NH3 ................................................................................................................................................................................. -

Testing the Performance of Hydrogen Sensors
Testing the Performance of Hydrogen Sensors Nathan D. Marsh National Institute of Standards and Technology, Gaithersburg, MD USA Thomas G. Cleary National Institute of Standards and Technology, Gaithersburg, MD USA Abstract The acceptance of hydrogen as a widely-available energy source will depend to some extent on the perceived and actual safe dispensing and storage of hydrogen by the general public. Reliable detection of an accidental hydrogen gas release and mitigation of the hazard through designed safety systems is a key component of hydrogen powered systems in commercial, residential, and transportation uses. In anticipation of this emerging market, inexpensive hydrogen gas sensors based on a range of sensing technologies are becoming increasingly available. We have developed a new bench-scale test apparatus for hydrogen sensor performance, the Hydrogen Detector Environment Evaluator (HyDEE), based on our previous experience with hydrogen sensors in a small flow cell and in the Fire Emulator / Detector Evaluator. In particular, we have found that dynamic changes are relevant to hydrogen sensor performance, as they affect both response rate of the sensor and are also necessary to return the sensor environment to its baseline state. The ability to induce dynamic changes is most easily accomplished with a flow system similar to a small wind tunnel. In this system, we can expose sensors to hydrogen and other gases (particularly hydrocarbons, which many hydrogen sensors are also sensitive to) as well as humidity and changes in temperature. Improvements over the previous exploratory tests include substantially reduced volume allowing higher gas concentrations, and the ability to cool the system as well as heat it, in order to achieve a wider dynamic range in temperature and to more accurately simulate the environments to which sensors may be exposed in the real world. -

1 Nanocomposite Nio:Au Hydrogen Sensors with High Sensitivity And
Nanocomposite NiO:Au hydrogen sensors with high sensitivity and low operating temperature M. Kandylaa*, C. Chatzimanolis-Moustakasa,b, E.P. Koumoulosb, C. Charitidisb, and M. Kompitsasa aNational Hellenic Research Foundation, Theoretical and Physical Chemistry Institute, 48 Vasileos Constantinou Avenue, 11635 Athens, Greece bNational Technical University of Athens, School of Chemical Engineering, 9 Heroon Polytechniou Street, 15780 Zografou, Greece Abstract We present results on the development of nanocomposite NiO:Au thin-film hydrogen sensors, which are able to detect hydrogen concentrations as low as 2 ppm in air, operating at low temperatures in the range 125 – 150oC. Thin NiO films were sputter- deposited on oxidized silicon substrates. The structural, morphological, and nanomechanical properties of the films were investigated with respect to post- deposition annealing. Au nanoparticles were added on the NiO surface via pulsed laser deposition and the films were tested as hydrogen sensors before and after Au deposition. The performance of the NiO films as hydrogen sensors improved significantly in the presence of Au nanoparticles on the surface. The detection limit (lowest detectable hydrogen concentration) decreased by two orders of magnitude, while the response time also decreased by a factor of three. KEYWORDS: A. composites, A. oxides, B. sputtering, B. laser deposition, D. electrochemical properties * Corresponding author: 1 M. Kandyla National Hellenic Research Foundation Theoretical and Physical Chemistry Institute 48 Vasileos Constantinou Avenue 11635 Athens, Greece Tel.: +30 210 7273826, Fax: +30 210 7273794 E-mail: [email protected] 2 1. Introduction Hydrogen is widely used in the chemical, petroleum, and metallurgical industries, as well as in power station cooling. -
Hydrogen Sensor Specifications
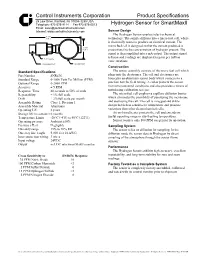
Control Instruments Corporation Product Specifications 25 Law Drive, Fairfield, NJ 07004-3295 USA Hydrogen Sensor for SmartMaxII Telephone 973-575-9114 Fax 973-575-0013 Email: [email protected] Internet: www.controlinstruments.com Sensor Design The Hydrogen Sensor employs electrochemical 9.375 inches technology. The sample diffuses into a micro fuel cell, where it chemically reacts to produce an electrical current. The micro fuel cell is designed so that the current produced is 3.625 inches proportional to the concentration of hydrogen present. The signal is then amplified into a mA output. The output signal is linear and readings are displayed in parts per million Cell Housing concentrations. Calibration Port Junction Box Construction Standard Specifications The sensor assembly consists of the micro fuel cell which Part Number SNR476 plugs into the electronics. The cell and electronics are Standard Range 0-1000 Parts Per Million (PPM) housed in an aluminum sensor body which connects to a Optional Range 0-2000 PPM junction box for field wiring. A collar protects the sensor Accuracy ± 5 PPM from environmental conditions and also provides a means of Response Time 40 seconds to 50% of scale introducing calibration test gas. Repeatability ± 1% full scale The micro fuel cell employs a capillary diffusion barrier Drift ± 2% full scale per month which eliminates the possibility of puncturing the membrane Assembly Rating Class 1, Division 1 and destroying the cell. The cell is a rugged and stable Assembly Material Aluminum design that is less sensitive to temperature and pressure Operating Life 2 years variations than other electrochemical cells. Storage life in container 6 months An on-board heater protects the cell and extends its Temperature Limits -20°C (-4°F) to 50°C (122°F) useful operating range in sub-freezing temperatures. -
High-Sensitivity and Low-Power Flexible Schottky Hydrogen Sensor Based on Silicon Nanomembrane
Poster Session II: IoT Including Nanosensors High-sensitivity and Low-power Flexible Schottky Hydrogen Sensor based on Silicon Nanomembrane Minkyu Cho Department of Mechanical Engineering, Korea Advanced Institute of Science and Technology (KAIST) . Hydrogen (H2) is useful as a future clean energy resource and an ideal replacement for fossil fuel . Various applications such as hydrogen vehicle, petroleum refining, glass purification, semiconductor manufacturing etc. H2 is flammable at concentrations over 4% by volume, therefore high sensitivity H2 sensor with fast response time is necessary . Silicon nanomembrane based diode type H2 sensor was demonstrated exhibiting high sensitivity and low power consumption Source:http://www.hydrogen.energy.gov/systems_integration.html US Department of energy High Mobility Advantages of Si • Well established processing technique Graphene -> more freedom in sensor design Carbon Nanotubes GaAs, GaN Low flexible rigidity of thin Si *Si Poly-Si a-Si Polymers Good material candidate for Low Mobility high performance flexible/wearable H2sensors . The operation principle of the sensor is based on Schottky barrier lowering effect upon exposure to H2 . H2 gas molecules are diffused into Pd layer forming Palladium Hydride (PdHx) at Pd/Si interfaces . Device simulations show that effective current quenching has been occurred in 50 nm thickness SiNM H2 lowering standby power consumption of the sensor Reduced Si thickness Low standby power consumption Excellent mechanical properties o Low thermal budget (< 110 C) Applicable to wafer-scale process . High Sensitivity ( > 700% @ 0.5% H2 concentration) and Fast Response Time (τ10−90= 22s) . Good Linearity (R2 > 0.98) and Low Limit of Detection (50 ppm, limited by MFC) . Minor Increased Sensitivity under Tensile Strain (Piezoresistive property of SiNM) . -

Hydrogen Gas Sensors Based on Semiconductor Oxide Nanostructures
Sensors 2012, 12, 5517-5550; doi:10.3390/s120505517 OPEN ACCESS sensors ISSN 1424-8220 www.mdpi.com/journal/sensors Review Hydrogen Gas Sensors Based on Semiconductor Oxide Nanostructures Haoshuang Gu *, Zhao Wang and Yongming Hu Faculty of Physics and Electronic Technology, Hubei University, Wuhan 430062, China; E-Mails: [email protected] (Z.W.); [email protected] (Y.H.) * Author to whom correspondence should be addressed; E-Mail: [email protected]; Tel.: +86-027-8866-5568; Fax: +86-027-8866-3390. Received: 8 March 2012; in revised form: 1 April 2012 / Accepted: 25 April 2012 / Published: 30 April 2012 Abstract: Recently, the hydrogen gas sensing properties of semiconductor oxide (SMO) nanostructures have been widely investigated. In this article, we provide a comprehensive review of the research progress in the last five years concerning hydrogen gas sensors based on SMO thin film and one-dimensional (1D) nanostructures. The hydrogen sensing mechanism of SMO nanostructures and some critical issues are discussed. Doping, noble metal-decoration, heterojunctions and size reduction have been investigated and proved to be effective methods for improving the sensing performance of SMO thin films and 1D nanostructures. The effect on the hydrogen response of SMO thin films and 1D nanostructures of grain boundary and crystal orientation, as well as the sensor architecture, including electrode size and nanojunctions have also been studied. Finally, we also discuss some challenges for the future applications of SMO nanostructured hydrogen sensors. Keywords: hydrogen gas sensor; semiconductor oxides; nanostructure; thin films; one-dimensional nanostructures 1. Introduction Hydrogen is regarded as one of the best clean energy carriers, which is the ultimate fossil fuel candidate, with a high heat of combustion (142 kJ/g), low minimum ignition energy (0.017 mJ) and wide flammable range (4–75%), as well as high burning velocity. -

Comparison of Available Portable Combustible Gas and Hydrogen Sensors
Comparison of Available Portable Combustible Gas and Hydrogen Sensors June 2011 FOREWORD This report documents a comparison of currently commercially available portable equipment that can be used to sense/detect the presence of hydrogen and/or combustible gases in the air. Available devices, identified via a literature search, were compared and ranked based on a common set of ranking criteria and an objective rating system for each criterion. The devices were rated against each criterion based on data contained in manufacturer literature. This document is intended as a reference for the Federal Motor Carrier Safety Administration in evaluating available equipment that might be used by agency inspectors to search for fuel leaks from commercial vehicles powered by hydrogen. In the context of this report, the presence of hydrogen detected in a concentration greater than 25 percent of the lower flammable limit (LFL) of hydrogen in the air would be considered a leak. Such a search would most likely be done in the context of a roadside vehicle inspection conducted in accordance with the North American Standard Inspection Procedures. In accordance with current inspection procedures, a fuel leak would be grounds to declare a vehicle out of service for a safety violation. Given that hydrogen is a colorless, odorless gas, it is unlikely that any vehicle inspector could identify a small leak (as defined above) from a hydrogen fuel system without the aid of detection equipment. NOTICE This document is disseminated under the sponsorship of the U.S. Department of Transportation in the interest of information exchange. The United States Government assumes no liability for its contents or the use thereof. -

Trends in Gas Sensor Development for Hydrogen Safety
TRENDS IN GAS SENSOR DEVELOPMENT FOR HYDROGEN SAFETY Hübert, T. 1, Boon-Brett, L. 2, Palmisano, V. 2, Frigo, G. 3, Hellstrand, Å. 3, Kiesewetter, O. and May, M. 4 1 BAM Bundesanstalt für Materialforschung und -prüfung, Unter den Eichen 87, 12205 Berlin, Germany, [email protected] 2 European Commission – Joint Research Centre (JRC) Institute for Energy and Transport, Westerduinweg 3, (P.O.Box 2), 1755 ZG Petten, The Netherlands, [email protected] 3 Sensitron S.r.J., Viale della Republica 48, I-20010 Comaredo, Italy, [email protected] 4 UST Umweltsensortechnik GmbH, Dieselstraße 2, D-98716 Geschwenda, Germany, [email protected] Abstract Gas sensors are applied for facilitating the safe use of hydrogen in, for example, fuel cell and hydrogen fuelled vehicles. New sensor developments, aimed at meeting the increasingly stringent performance requirements in emerging applications are presented based on in-house technical developments and a literature study. The strategy of combining different detection principles, i.e. sensors based on electrochemical cells, semiconductors or field effects in combination with thermal conductivity sensor or catalytic combustion elements, in one new measuring system is reported. This extends the dynamic measuring range of the sensor while improving sensor reliability to achieve higher safety integrity through diverse redundancy. The application of new nanoscaled materials, nano wires, carbon tubes and graphene as well as the improvements in electronic components of field- effect, resistive-type and optical systems are evaluated in view of key operating parameters such as sensor response time, low energy consumption and low working temperature. 1.0 INTRODUCTION Fuel cell systems, usually consisting of gas preparation and supply modules, pipes, connections, valves as well as a fuel cell stack, are susceptible to hydrogen leakages. -
Application of Nanotechnogy on Hydrogen Production and Storage
The 21st Century Frontier 과학기술부 21세기 프론티어연구개발사업 21st Century Frontier R&D Program APPLICATIONAPPLICATION OFOF NANOTECHNOGYNANOTECHNOGY ONON HYDROGENHYDROGEN PRODUCTIONPRODUCTION ANDAND STORAGESTORAGE ININ KOREAKOREA April 26~27, 2007 Jong Won Kim Director Hydrogen Energy R&D Center http://www.h2.re.kr 4th US-Korea NanoForum, Honolulu, USA, April 26-27, 2007 1 th 4수소에너지사업단US-Korea NanoForum, 업무보고 Honolulu,, 2004.7.9 USA, April 26-27, 2007 Hydrogen Energy R&D Center 1 The 21st Century Frontier Outline I. Hydrogen Economy- Vision II. Technical barrier III. Current R&D activities related to nanotechnology IV. Conclusions 4th US-Korea NanoForum, Honolulu, USA, April 26-27, 2007 2 th 4수소에너지사업단US-Korea NanoForum, 업무보고 Honolulu,, 2004.7.9 USA, April 26-27, 2007 Hydrogen Energy R&D Center 2 The 21st Century Frontier 1. Hydrogen economy-vision Hydrogen Economy Nuclear Hydrogen storage/transportation/distribution Ship Water Electrolysis Wind Infrastructure Bus Solar Photochemical/ Vehicle Thermochemical/ Biological H2 Production Biomass Distributed Power Residential Mobile Submarine 3 th 4수소에너지사업단US-Korea NanoForum, 업무보고 Honolulu,, 2004.7.9 USA, April 26-27, 2007 Hydrogen Energy R&D Center 3 The 21st Century Frontier 2. Technical barriers Production/ Amounts Utilization Utilization *Oil refinery (desulfurising, reforming) ~ 1% TPES *Chem.Ind.: Ammonia, fertilizer, methanol (Total Primary *Metal Industry *Food( Fat, oil) *welding *Electronics Energy supply) *cryogenic *Electric generator-cooling Raw materials User ~95% fossil fuel (NG etc) About 50million tons ~ 45% petroleum ~40% Chem. Ind. ~ 5% electrolysis ~15% others <35% sales >65% self-consumption DomesticDomestic 0.970.97 millionmillion tonton TradeTrade 4848 thousandthousand ton*ton* * Source: Bongjin Kim et al: “The status of domestic hydrogen production, consumption and distribution”, Trans. -

Electrodes for Semiconductor Gas Sensors
sensors Review Electrodes for Semiconductor Gas Sensors Sung Pil Lee Department of Electronic Engineering, Kyungnam University, 7 Kyungnamdaehak-ro, Masanhappo-gu, Changwon 51767, Korea; [email protected] Academic Editor: Giovanni Neri Received: 7 February 2017; Accepted: 22 March 2017; Published: 25 March 2017 Abstract: The electrodes of semiconductor gas sensors are important in characterizing sensors based on their sensitivity, selectivity, reversibility, response time, and long-term stability. The types and materials of electrodes used for semiconductor gas sensors are analyzed. In addition, the effect of interfacial zones and surface states of electrode–semiconductor interfaces on their characteristics is studied. This study describes that the gas interaction mechanism of the electrode–semiconductor interfaces should take into account the interfacial zone, surface states, image force, and tunneling effect. Keywords: electrodes; semiconductor gas sensors; electrode materials; interfacial layer; transport mechanism 1. Introduction There is a growing demand for gas sensors for efficient use of energy and raw materials, as well as to reduce environmental pollution despite increasingly complex manufacturing processes. The Taguchi sensor that detects reducing gases is the most well-known gas sensor [1], whereas an oxygen sensor based on an ion-conducting sensor is the second most famous type [2–5]. Research and development for gas sensors is conducted in two stages. The first stage is to develop a new sensor whose application is empirically optimized. The characteristics of sensitivity, selectivity, long-term drift, and reliability are defined though its operation mechanism, which is often not fully understood at that stage [6–10]. The second stage is to modify, optimize, and standardize the developed sensor system [11–14]. -

Gas & Specialty Sensors
GAS & SPECIALTY SENSORS TOXIC AND COMBUSTIBLE GAS DETECTOR GDS SERIES DESCRIPTION The Kele GDS Series Gas Detector is a standalone micro-processor-based system for continuous, effective monitoring of toxic and combustible gases. The GDS Series provides a 4-20 mA output in proportion to the level of gas present and two relay outputs to activate additional horns, strobes, or ventilation systems. The modular design adds functionality and flexibility with pre-calibrated plug-in sensors. The unit features a two-line LCD for local indication, self test diagnostics, and a built-in 85 dBA buzzer. The rugged polycarbonate housing is resistant to rust, corrosion, and dents. The GDS Series Gas Detector is designed to be used as part of a control system that helps to prevent the formation of a hazardous environment when properly installed and maintained. 7 GDS FEaturES GAS & SPECIALTY SENSORS • Pre-calibrated plug-in sensors • Wall or duct mount • Built-in 85 dBA buzzer • Easy installation, commissioning, and operation • 4-20 mA and two relay outputs • LED status indication • Wide variety of gases detected • Password protection • Two-line LCD display • Programmable relay differential SPEcificatioNS Supply Voltage 17-27 VAC @ 8.4 VA, 50/60 Hz or Display 8 character, two-line LCD 24-38 VDC @ 350 mA Display Resolution (E3SAH base unit is 120 VAC only) CO 1 ppm Accuracy ±3% O2 0.2% Signal Output 4-20 mA @ 500Ω H2S, NO2 0.2 ppm CH4, C3H8, H2 0.5% Measurement Range Relay Output (2) DPDT pilot duty, 150 VA max CO 0-250 ppm inductive, 5A @ 30 VDC, 250 VAC -

Paper Is a Good Sensor Platform with Significant Positive Performance Metrics
AN OVERVIEW OF HYDROGEN SAFETY SENSORS AND REQUIREMENTS Buttner, W.J.1 Post, M.B.2, Burgess, R.3, and Rivkin, C.4 1 Hydrogen Technologies & Systems Center, National Renewable Energy Laboratory, 1617 Cole Blvd., Golden, CO 80401, USA, [email protected] 2 Hydrogen Technologies & Systems Center, National Renewable Energy Laboratory, 1617 Cole Blvd., Golden, CO 80401, USA, [email protected] 3 Hydrogen Technologies & Systems Center, National Renewable Energy Laboratory, 1617 Cole Blvd., Golden, CO 80401, USA, [email protected] 4 Hydrogen Technologies & Systems Center, National Renewable Energy Laboratory, 1617 Cole Blvd., Golden, CO 80401, USA, [email protected] ABSTRACT There exists an international commitment to increase the utilization of hydrogen as a clean and renewable alternative to carbon-based fuels. The availability of hydrogen safety sensors is critical to assure the safe deployment of hydrogen systems. Already, the use of hydrogen safety sensors is required for the indoor fueling of fuel cell powered forklifts (e.g., NFPA 52, Vehicular Fuel Systems Code [1]). Additional Codes and Standards specific to hydrogen detectors are being developed [2, 3], which when adopted will impose mandatory analytical performance metrics. There are a large number of commercially available hydrogen safety sensors. Because end-users have a broad range of sensor options for their specific applications, the final selection of an appropriate sensor technology can be complicated. Facility engineers and other end-users are expected to select the optimal sensor technology choice. However, some sensor technologies may not be a good fit for a given application. Informed decisions require an understanding of the general analytical performance specifications that can be expected by a given sensor technology.