All Pipe Materials Are Not Equal: Ductile Iron Pipe Vs. Steel Pipe
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons Under Similar Hardness
metals Article Wear Behavior of Austempered and Quenched and Tempered Gray Cast Irons under Similar Hardness 1,2 2 2 2, , Bingxu Wang , Xue Han , Gary C. Barber and Yuming Pan * y 1 Faculty of Mechanical Engineering and Automation, Zhejiang Sci-Tech University, Hangzhou 310018, China; [email protected] 2 Automotive Tribology Center, Department of Mechanical Engineering, School of Engineering and Computer Science, Oakland University, Rochester, MI 48309, USA; [email protected] (X.H.); [email protected] (G.C.B.) * Correspondence: [email protected] Current address: 201 N. Squirrel Rd Apt 1204, Auburn Hills, MI 48326, USA. y Received: 14 November 2019; Accepted: 4 December 2019; Published: 8 December 2019 Abstract: In this research, an austempering heat treatment was applied on gray cast iron using various austempering temperatures ranging from 232 ◦C to 371 ◦C and holding times ranging from 1 min to 120 min. The microstructure and hardness were examined using optical microscopy and a Rockwell hardness tester. Rotational ball-on-disk sliding wear tests were carried out to investigate the wear behavior of austempered gray cast iron samples and to compare with conventional quenched and tempered gray cast iron samples under equivalent hardness. For the austempered samples, it was found that acicular ferrite and carbon saturated austenite were formed in the matrix. The ferritic platelets became coarse when increasing the austempering temperature or extending the holding time. Hardness decreased due to a decreasing amount of martensite in the matrix. In wear tests, austempered gray cast iron samples showed slightly higher wear resistance than quenched and tempered samples under similar hardness while using the austempering temperatures of 232 ◦C, 260 ◦C, 288 ◦C, and 316 ◦C and distinctly better wear resistance while using the austempering temperatures of 343 ◦C and 371 ◦C. -

Role of Austenitization Temperature on Structure Homogeneity and Transformation Kinetics in Austempered Ductile Iron
Metals and Materials International https://doi.org/10.1007/s12540-019-00245-y Role of Austenitization Temperature on Structure Homogeneity and Transformation Kinetics in Austempered Ductile Iron M. Górny1 · G. Angella2 · E. Tyrała1 · M. Kawalec1 · S. Paź1 · A. Kmita3 Received: 17 December 2018 / Accepted: 14 January 2019 © The Author(s) 2019 Abstract This paper considers the important factors of the production of high-strength ADI (Austempered Ductile Iron); namely, the austenitization stage during heat treatment. The two series of ADI with diferent initial microstructures were taken into consideration in this work. Experiments were carried out for castings with a 25-mm-walled thickness. Variable techniques (OM, SEM, dilatometry, DSC, Variable Magnetic Field, hardness, and impact strength measurements) were used for investi- gations of the infuence of austenitization time on austempering transformation kinetics and structure in austempered ductile iron. The outcome of this work indicates that the austenitizing temperature has a very signifcant impact on structure homo- geneity and the resultant mechanical properties. It has been shown that the homogeneity of the metallic matrix of the ADI microstructure strongly depends on the austenitizing temperature and the initial microstructure of the spheroidal cast irons (mainly through the number of graphite nodules). In addition, this work shows the role of the austenitization temperature on the formation of Mg–Cu precipitations in ADI. Keywords Metals · Casting · ADI · Heat treatment · Mg2Cu particles 1 Introduction light/heavy trucks, construction and mining equipment, railroad, agricultural, gears and crankshafts, and brackets, Austempered ductile iron (ADI) belongs to the spheroidal among others [5–7]. In the literature, numerous papers have graphite cast iron (SGI) family, which is subjected to heat been published on ADI: particularly, on the numerical sim- treatment; i.e., austenitization and austempering. -

(ADI): Influence of Austempering Temperature on Microstructure, Mechanical and Wear Properties and Ener
metals Article Austempered Ductile Iron (ADI): Influence of Austempering Temperature on Microstructure, Mechanical and Wear Properties and Energy Consumption Prabhukumar Sellamuthu 1, D. G. Harris Samuel 1,*, D. Dinakaran 1, V. P. Premkumar 2, Zushu Li 3 and Sridhar Seetharaman 3 1 Department of Mechanical Engineering, Hindustan Institute of Technology and Science, Chennai 603103, India; [email protected] (P.S.); [email protected] (D.D.) 2 Research and Development, Nelcast Private Ltd., Chennai 600018, India; [email protected] 3 WMG, University of Warwick, Coventry CV4 7AL, UK; [email protected] (Z.L.); [email protected] or [email protected] (S.S.) * Correspondence: [email protected]; Tel.: +91-94440-89903 Received: 23 November 2017; Accepted: 22 December 2017; Published: 12 January 2018 Abstract: Alloyed Ductile iron, austenitized at 840 ◦C for 30 min in a special sealed austempering furnace, was austempered for 30 min in molten salt mixture at 4 trial temperatures of 300 ◦C, 320 ◦C, 340 ◦C and 360 ◦C. Tensile strength, yield strength, percentage elongation and impact energy were evaluated for the as-cast and austempered samples. Microstructures were investigated using microscopy, coupled with analyzing software and a scanning electron microscopy. The specific wear of samples was tested using pin-on-disc wear testing machine. X-ray diffraction was performed to calculate the amount of retained austenite present in the ausferrite matrix. As-cast microstructure consists of ferrite and pearlite, whereas austempered ductile iron (ADI) contains a mixture of acicular ferrite and carbon enriched austenite, called “ausferrite”. Hardness and strength decreased, whereas ductility and impact strength improved with an increase in the austempering temperature. -

Integration of Mechanics Into Materials Science Research a Guide for Material Researchers in Analytical,Computational and Experimental Methods
Integration of Mechanics into Materials Science Research A Guide for Material Researchers in Analytical,Computational and Experimental Methods Yunan Prawoto Faculty of Mechanical Engineering UTM To my wife Anita, my daughters Almas and Alya. To all of you who cares about environment. Preface HIS book is written for my students. As an academician who returned to education after 15 years working in industry and business, I can under- T stand the hardship and difficulties for master and PhD students, as well as young researchers wanting to adopt the knowledge outside their area. While my formal education was in mechanics from bachelor until doctorate de- gree, I was lucky enough to work as an R&D manager/technician at the same time, responsible for the metallurgical department in an automotive supplier in its Detroit headquarters. I was also lucky enough to have worked for a laboratory that supports the metallurgical division of an oil company back in my early career. As a result, I can easily integrate the mechanics concept into materials science area. Among the students that I supervised, I noticed that students with pure materials background are commonly have great difficulties getting their works published, while the ones with mechanics background were able to publish their works with hardly any difficulties. Usually, it doesn’t take long for me to teach basic mechanics again, they can integrate the concept of mechanics into their research after that. By doing so, they can publish their work easier in high impact journals. This book was prepared for them to get a jump start to be familiar with a mechanics concept. -

Ductile Iron Pipe Joints and Their Uses by Richard W
Strength and Durability for Life® FEATURES Ductile Iron Pipe Joints and Their Uses by Richard W. Bonds, P.E. Last Revised: March 2017 Joints for iron pipe have come a long way. About 550 years ago, the first Cast Iron pipes were made with flanged joints, using lead or leather gaskets. The bell and spigot joint, which was assembled by caulking yarn or braided hemp into the base of the annular bell cavity and then pouring molten lead into the remaining space inside the bell, was developed in 1785 and extensively used until the late 1950s. The roll-on joint was developed in 1937 and was used for roughly 20 years before its manufacture was discontinued. Assembly of this joint involved a compressed rubber gasket rolled under a restriction ring, followed by caulked, square-braided jute. The remainder of the joint was packed with a bituminous compound. Today, the push-on and mechanical joints are the most prominent. The mechanical joint was developed for gas industry use in the late 1920s but has since been used extensively in the water industry. The push-on joint was developed in 1956 and represented an important advancement in the water distribution field. Several special joints have been available for years. These include ball and socket for subaqueous crossings, grooved and shouldered, and numerous variations of restrained joints. There is a much wider variety of joints available for Ductile Iron Pipe than for any other piping material, providing greater flexibility and versatility in pipeline design and installation. Push On Joints The most popular, quickest, and easiest-to-assemble joint for Ductile Iron Pipe and fittings in underground applications is the push-on joint. -

Thermal Conductivity in High Silicon Cast Iron
THERMAL CONDUCTIVITY IN HIGH SILICON CAST IRON Albano Gómez Saro EXAM WORK 2013 Materials and Manufacturing - Casting Postadress: Besöksadress: Telefon: Box 1026 Gjuterigatan 5 036-10 10 00 (vx) 551 11 Jönköping This exam work has been carried out at the School of Engineering in Jönköping in the subject area: Materials and Manufacturing – Casting. The work is a part of the three-year Bachelor of Science in Engineering programme. The authors take full responsibility for opinions, conclusions and findings presented. Examiner: Lennart Elmquist Supervisor: Lennart Elmquist and Taishi Matsushita Scope: 15 credits (first cycle) Date: 2013/06/03 Postadress: Besöksadress: Telefon: Box 1026 Gjuterigatan 5 036-10 10 00 (vx) 551 11 Jönköping Summary Abstract In this report the thermal conductivity of five cast irons with different composition is studied. The castings chosen for the project were a standard spheroidal graphite iron (SGI), and two SGI with high silicon contents, and two compacted graphite irons (CGI) with also high silicon contents. Some experiments were done for each studied cast iron as dilatometer, differential scanner calorimeter (DSC) and Laser flash. After the thermal study, a microscope analysis was done in order to obtain the nodularity, the graphite amount and the ferrite and pearlite amount of each cast iron. The goal of the project is investigate the thermal behaviour of casting with high silicon contents and find any kind of relation between the silicon content, the thermal conductivity and the nodularity. The results doesn´t report an important influence of the silicon content in the thermal conductivity. Studying the results it is concluded that in applications were high thermal conductivity is required, it is recommended cooling rates corresponding to thickness higher than 50 mm. -

Effects of Chloride Ions on Corrosion of Ductile Iron and Carbon Steel in Soil
www.nature.com/scientificreports OPEN Efects of chloride ions on corrosion of ductile iron and carbon steel in soil environments Received: 7 February 2017 Yarong Song1,2, Guangming Jiang2, Ying Chen1, Peng Zhao1 & Yimei Tian1,3 Accepted: 22 June 2017 Chloride is reported to play a signifcant role in corrosion reactions, products and kinetics of ferrous Published online: 31 July 2017 metals. To enhance the understanding of the efects of soil environments, especially the saline soils with high levels of chloride, on the corrosion of ductile iron and carbon steel, a 3-month corrosion test was carried out by exposing ferrous metals to soils of six chloride concentrations. The surface morphology, rust compositions and corrosion kinetics were comprehensively studied by visual observation, scanning electron microscopy (SEM), X-Ray difraction (XRD), weight loss, pit depth measurement, linear polarization and electrochemical impedance spectroscopy (EIS) measurements. It showed that chloride ions infuenced the characteristics and compositions of rust layers by diverting and participating in corrosion reactions. α-FeOOH, γ-FeOOH and iron oxides were major corrosion products, while β-Fe8O8(OH)8Cl1.35 rather than β-FeOOH was formed when high chloride concentrations were provided. Chloride also suppressed the decreasing of corrosion rates, whereas increased the difculty in the difusion process by thickening the rust layers and transforming the rust compositions. Carbon steel is more susceptible to chloride attacks than ductile iron. The corrosion kinetics of ductile iron and carbon steel corresponded with the probabilistic and bilinear model respectively. Corrosion of ferrous metals in soil is one of the major causes of durability problems of water, sewage, oil and gas distribution systems. -

Materials B-22
Materials B-22 MATERIALS ASTM A536, Grade 65-45-12 (UNS F33100) Ductile Iron - Housing Chemical Requirements* Minimum Maximum Carbon, % 3.0 3.9 Silicon, % 2.5 3.0 Ductile iron is an ideal material for grooved mechanical Manganese, % 0.1 0.4 Phosphorus, % 0.07 components, as it provides similar or greater strength to Sulfur, % 0.02 that of wrought or cast steel piping materials such as; Magnesium, % 0.03 0.05 forged steel flanges - ASTM A105, carbon steel valves - Chromium, % 0.1 ASTM A216 WCB, wrought carbon steel pipe - ASTM A53 Physical Properties Gr. B, etc. Most Shurjoint components are made of ductile Tensile Strength, psi (MPa) 65,000 (448) --- iron conforming to ASTM A536 Gr. 65-45-12 and or ASTM Yield Strength, psi (MPa) 45,000 (310) --- A395 Gr. 65-45-15. Elongation, % 12 --- *Reference only as chemical requirements are not specified in ASTM A536 Ductile iron was first invented in the U.S.A. and U.K. in the late 1940's. Superior strength was achieved by crystallizing graphite in the shape of nodules. The result was ductile iron that had tensile ASTM A395, Grade 65-45-15 (UNS F33100) and yield strength properties that were equal to or greater than Chemical Requirements* Minimum Maximum some steel castings. This superior strength combined with ductile Carbon, % 3.0 irons excellent castability helped to reduce the weight and cost of Silicon, % 2.5 many components. Because of these advantages and benefits, Manganese, % Not specified many components have been converted from gray iron, malleable Phosphorus, % 0.08 iron and steel castings to ductile iron over the past 60 years. -

Steel Bridge Design Handbook
U.S. Department of Transportation Federal Highway Administration Steel Bridge Design Handbook Bridge Steels and Their Mechanical Properties Publication No. FHWA-HIF-16-002 - Vol. 1 December 2015 FOREWORD This handbook covers a full range of topics and design examples intended to provide bridge engineers with the information needed to make knowledgeable decisions regarding the selection, design, fabrication, and construction of steel bridges. Upon completion of the latest update, the handbook is based on the Seventh Edition of the AASHTO LRFD Bridge Design Specifications. The hard and competent work of the National Steel Bridge Alliance (NSBA) and prime consultant, HDR, Inc., and their sub-consultants, in producing and maintaining this handbook is gratefully acknowledged. The topics and design examples of the handbook are published separately for ease of use, and available for free download at the NSBA and FHWA websites: http://www.steelbridges.org, and http://www.fhwa.dot.gov/bridge, respectively. The contributions and constructive review comments received during the preparation of the handbook from many bridge engineering processionals across the country are very much appreciated. In particular, I would like to recognize the contributions of Bryan Kulesza with ArcelorMittal, Jeff Carlson with NSBA, Shane Beabes with AECOM, Rob Connor with Purdue University, Ryan Wisch with DeLong’s, Inc., Bob Cisneros with High Steel Structures, Inc., Mike Culmo with CME Associates, Inc., Mike Grubb with M.A. Grubb & Associates, LLC, Don White with Georgia Institute of Technology, Jamie Farris with Texas Department of Transportation, and Bill McEleney with NSBA. Joseph L. Hartmann, PhD, P.E. Director, Office of Bridges and Structures Notice This document is disseminated under the sponsorship of the U.S. -
Iron Classification Codes and Characteristics
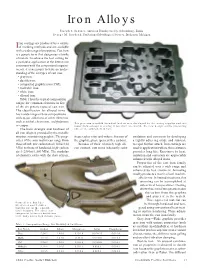
Iron Alloys Joseph S. Santner, American Foundry Society, Schaumburg, Illinois George M. Goodrich, Professional Metallurgical Services, Buchanan, Michigan ron castings are produced by a variety Iof molding methods and are available with a wide range of properties. Cast iron is a generic term that designates a family of metals. To achieve the best casting for a particular application at the lowest cost consistent with the component’s require- ments, it is necessary to have an under- standing of the six types of cast iron: • gray iron; • ductile iron; • compacted graphite iron (CGI); • malleable iron; • white iron; • alloyed iron. Table 1 lists the typical composition ranges for common elements in fi ve of the six generic types of cast iron. The classification for alloyed irons has a wide range of base compositions with major additions of other elements, such as nickel, chromium, molybdenum This gray iron manifold for wheel loaders was developed by the casting supplier and cus- or copper. tomer from concept-to-casting in less than one month. The new design cut the processing The basic strength and hardness of time of the component in half. all iron alloys is provided by the metallic structures containing graphite. The prop- shape (sphericity) and volume fraction of oxidation and corrosion by developing erties of the iron matrix can range from the graphite phase (percent free carbon). a tightly adhering oxide and subscale those of soft, low-carbon steel (18 ksi/124 Because of their relatively high sili- to repel further attack. Iron castings are MPa) to those of hardened, high-carbon con content, cast irons inherently resist used in applications where this resistance steel (230 ksi/1,586 MPa). -

Heat Treatment Evaluation for the Camshafts Production of ADI Low Alloyed with Vanadium
metals Article Heat Treatment Evaluation for the Camshafts Production of ADI Low Alloyed with Vanadium Eduardo Colin García 1, Alejandro Cruz Ramírez 1,* , Guillermo Reyes Castellanos 1, José Federico Chávez Alcalá 1, Jaime Téllez Ramírez 2 and Antonio Magaña Hernández 2 1 Metallurgy and Materials Department, Instituto Politécnico Nacional—ESIQIE, UPALM, Ciudad de México 07738, Mexico; [email protected] (E.C.G.); [email protected] (G.R.C.); [email protected] (J.F.C.A.) 2 R&D ARBOMEX S.A de C.V., Calle Norte 7 No. 102, Cd. Industrial, Celaya, Guanajuato 38010, Mexico; [email protected] (J.T.R.); [email protected] (A.M.H.) * Correspondence: [email protected]; Tel.: +52-55-5729-6000 (ext. 54202) Abstract: Ductile iron camshafts low alloyed with 0.2 and 0.3 wt % vanadium were produced by one of the largest manufacturers of the ductile iron camshafts in México “ARBOMEX S.A de C.V” by a phenolic urethane no-bake sand mold casting method. During functioning, camshafts are subject to bending and torsional stresses, and the lobe surfaces are highly loaded. Thus, high toughness and wear resistance are essential for this component. In this work, two austempering ductile iron heat treatments were evaluated to increase the mechanical properties of tensile strength, hardness, and toughness of the ductile iron camshaft low alloyed with vanadium. The austempering process was held at 265 and 305 ◦C and austempering times of 30, 60, 90, and 120 min. The volume fraction of Citation: Colin García, E.; high-carbon austenite was determined for the heat treatment conditions by XRD measurements. -

Effects of Alloying Elements (Mo, Ni, and Cu) on the Austemperability of GGG-60 Ductile Cast Iron
metals Article Effects of Alloying Elements (Mo, Ni, and Cu) on the Austemperability of GGG-60 Ductile Cast Iron Erkan Konca 1,* ID , Kazım Tur 1 and Erkin Koç 2 1 Department of Metallurgical and Materials Engineering, Atılım University, Ankara 06830, Turkey; [email protected] 2 Ay Döküm Machine Industry and Trade Inc., Ankara 06930, Turkey; [email protected] * Correspondence: [email protected]; Tel.: +90-312-586-8785 Received: 22 June 2017; Accepted: 15 August 2017; Published: 22 August 2017 Abstract: The interest in austempered ductile irons (ADI) is continuously increasing due to their various advantageous properties over conventional ductile irons and some steels. This study aimed to determine the roles of alloying elements Ni, Cu, and Mo, on the austemperability of GGG-60 ductile cast iron. Two different sets of GGG-60 (EN-GJS-600-3) samples, one set alloyed with Ni and Cu and the other set alloyed with Mo, Ni, and Cu, were subjected to austempering treatments at 290 ◦C, 320 ◦C, and 350 ◦C. A custom design heat treatment setup, consisting of two units with the top unit (furnace) serving for austenitizing and the 200 L capacity bottom unit (stirred NaNO2-KNO3 salt bath) serving for isothermal treatment, was used for the experiments. It was found that austempering treatment at 290 ◦C increased the hardness of the Ni-Cu alloyed GGG-60 sample by about 44% without causing a loss in its ductility. In the case of the Mo-Ni-Cu alloyed sample, the increase in hardness due to austempering reached to almost 80% at the same temperature while some ductility was lost.