2016 Quality and Reliability Manual
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Product Guide SAMSUNG ELECTRONICS RESERVES the RIGHT to CHANGE PRODUCTS, INFORMATION and SPECIFICATIONS WITHOUT NOTICE
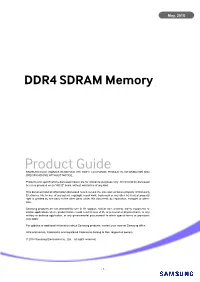
May. 2018 DDR4 SDRAM Memory Product Guide SAMSUNG ELECTRONICS RESERVES THE RIGHT TO CHANGE PRODUCTS, INFORMATION AND SPECIFICATIONS WITHOUT NOTICE. Products and specifications discussed herein are for reference purposes only. All information discussed herein is provided on an "AS IS" basis, without warranties of any kind. This document and all information discussed herein remain the sole and exclusive property of Samsung Electronics. No license of any patent, copyright, mask work, trademark or any other intellectual property right is granted by one party to the other party under this document, by implication, estoppel or other- wise. Samsung products are not intended for use in life support, critical care, medical, safety equipment, or similar applications where product failure could result in loss of life or personal or physical harm, or any military or defense application, or any governmental procurement to which special terms or provisions may apply. For updates or additional information about Samsung products, contact your nearest Samsung office. All brand names, trademarks and registered trademarks belong to their respective owners. © 2018 Samsung Electronics Co., Ltd. All rights reserved. - 1 - May. 2018 Product Guide DDR4 SDRAM Memory 1. DDR4 SDRAM MEMORY ORDERING INFORMATION 1 2 3 4 5 6 7 8 9 10 11 K 4 A X X X X X X X - X X X X SAMSUNG Memory Speed DRAM Temp & Power DRAM Type Package Type Density Revision Bit Organization Interface (VDD, VDDQ) # of Internal Banks 1. SAMSUNG Memory : K 8. Revision M: 1st Gen. A: 2nd Gen. 2. DRAM : 4 B: 3rd Gen. C: 4th Gen. D: 5th Gen. -

Sandisk Sdinbdg4-8G
Data Sheet - Confidential DOC-56-34-01460• Rev 1.4 • August 2017 Industrial iNAND® 7250 e.MMC 5.1 with HS400 Interface Confidential, subject to all applicable non-disclosure agreements www.SanDisk.com SanDisk® iNAND 7250 e.MMC 5.1+ HS400 I/F data sheet Confidential REVISION HISTORY Doc. No Revision Date Description DOC-56-34-01460 0.1 October-2016 Preliminary version DOC-56-34-01460 0.2 January-2017 Updated tables 2, 5 and 6 DOC-56-34-01460 1.0 March-2017 Released version DOC-56-34-01460 1.1 May-2017 Updated SKU names DOC-56-34-01460 1.2 June-2017 Updated performance targets, SKU ID in ext_CSD DOC-56-34-01460 1.3 July-2017 Updated ext_CSD MAX_ENH_SIZE_MULT DOC-56-34-01460 1.4 August-2017 Updated drawing marking SanDisk® general policy does not recommend the use of its products in life support applications where in a failure or malfunction of the product may directly threaten life or injury. Per SanDisk Terms and Conditions of Sale, the user of SanDisk products in life support applications assumes all risk of such use and indemnifies SanDisk against all damages. See “Disclaimer of Liability.” This document is for information use only and is subject to change without prior notice. SanDisk assumes no responsibility for any errors that may appear in this document, nor for incidental or consequential damages resulting from the furnishing, performance or use of this material. No part of this document may be reproduced, transmitted, transcribed, stored in a retrievable manner or translated into any language or computer language, in any form or by any means, electronic, mechanical, magnetic, optical, chemical, manual or otherwise, without the prior written consent of an officer of SanDisk . -

CY3672-USB Clock Programming Kit
CY3672-USB Clock Programming Kit Features Functional Description ■ Supports these field-programmable clock generators: The CY3672-USB programming kit enables any user with a PC CY2077FS, CY2077FZ, CY22050KF, CY22150KF, CY22381F, to quickly and easily program Field-programmable Clock CY22392F, CY22393F, CY22394F, CY22395F, CY23FP12, Generators. The only setup requirements are a power CY25100ZXCF/IF, CY25100SXCF/IF, CY25200KF, connection and a USB port connection with the PC, as shown in CY25701FLX Figure 2. ■ Allows quick and easy prototyping Using CyClockWizard software, users can configure their parts to a given specification and generate the corresponding JEDEC ® ® ■ Easy to use Microsoft Windows 95, 98, NT, 2K, ME, file. XP-compatible interface The JEDEC file is then loaded into CY3672-USB software that ■ User-friendly CyClockWizard™ software for JEDEC file devel- communicates with the programmer. The CY3672-USB software opment has the ability to read and view the EPROM table from a programmed device. The programming flow is outlined in CY3672-USB Kit Contents Figure 1. ■ CY3672 programmer base unit Setup ■ CD ROM with CY3672 software and USB driver Hardware ■ USB cable The CY3672-USB programming kit has a simple setup ■ AC/DC power adapter procedure. A socket adapter must be inserted into the CY3672 base unit. Available socket adapters are listed in Table 1, and are ■ User’s manual ordered separately. No socket adapters are included in the CY3672-USB Clock Programming Kit. As shown in Figure 2, only two connections are required. The programmer connects to a PC through a USB cable, and receives power through the AC/DC adapter that connects to a standard 110 V/220 V wall outlet. -

Optimizing NAND Flash-Based Ssds Via Retention Relaxation
Optimizing NAND Flash-Based SSDs via Retention Relaxation Ren-Shuo Liu∗, Chia-Lin Yang∗, and Wei Wu† ∗National Taiwan University and †Intel Corporation [email protected], [email protected], [email protected] Abstract durance have to retain data for 1 year. As NAND Flash technology continues to scale down and more bits are As NAND Flash technology continues to scale down and stored in a cell, the raw reliability of NAND Flash de- more bits are stored in a cell, the raw reliability of NAND creases substantially. To meet the retention specifica- Flash memories degrades inevitably. To meet the reten- tion for a reliable storage system, we see a trend of tion capability required for a reliable storage system, we longer write latency and more complex ECCs required in see a trend of longer write latency and more complex SSDs. For example, comparing recent 2-bit MLC NAND ECCs employed in an SSD storage system. These greatly Flash memories with previous SLC ones, page write la- impact the performance of future SSDs. In this paper, we tency increased from 200 ms [34] to 1800 ms [39], and present the first work to improve SSD performance via the required strength of ECCs went from single-error- retention relaxation. NAND Flash is typically required correcting Hamming codes [34] to 24-error-correcting to retain data for 1 to 10 years according to industrial Bose-Chaudhuri-Hocquenghem (BCH) codes [8,18,28]. standards. However, we observe that many data are over- In the near future, more complex ECC codes such as low- written in hours or days in several popular workloads in density parity-check (LDPC) [15] codes will be required datacenters. -
Micron: NAND Flash Architecture and Specification Trends
NAND Flash Architecture and Specification Trends Michael Abraham ([email protected]) Applications Engineering Manager Micron Technology, Inc. Santa Clara, CA USA August 2009 1 Abstract As NAND Flash continues to shrink, page sizes, block sizes, and ECC requirements are increasing while data retention, endurance, and performance are decreasing. These changes impact systems including random write performance and more. Learn how to prepare for these changes and counteract some of them through improved block management techniques and system design. This presentation also discusses some of the tradeoff myths – for example, the myth that you can directly trade ECC for endurance Santa Clara, CA USA August 2009 2 NAND Flash: Shrinking Faster Than Moore’s Law 200 100 Logic 80 DRAM on (nm) ii 60 NAND Resolut 40 Micron 32Gb NAND (34nm) 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 Semiconductor International, 1/1/2007 Santa Clara, CA USA August 2009 3 Memory Organization Trends Over time, NAND block size is increasing. • Larger page sizes increase sequential throughput. • More pages per block reduce die size. 4,194,304 1,048,576 262,144 65,536 16,384 4,096 1, 024 256 64 16 Block size (B) Data Bytes per Page Pages per Block Santa Clara, CA USA August 2009 4 Consumer-grade NAND Flash: Endurance and ECC Trends Process shrinks lead to less electrons ppgger floating gate. ECC used to improve data retention and endurance. To adjust for increasing RBERs, ECC is increasing exponentially to achieve equivalent UBERs. For consumer applications, endurance becomes less important as density increases. -

Sandisk Secure Digital Card
SanDisk Secure Digital Card Product Manual Version 1.9 Document No. 80-13-00169 December 2003 SanDisk Corporation Corporate Headquarters • 140 Caspian Court • Sunnyvale, CA 94089 Phone (408) 542-0500 • Fax (408) 542-0503 www.sandisk.com SanDisk® Corporation general policy does not recommend the use of its products in life support applications where in a failure or malfunction of the product may directly threaten life or injury. Per SanDisk Terms and Conditions of Sale, the user of SanDisk products in life support applications assumes all risk of such use and indemnifies SanDisk against all damages. See “Limited Warranty and Disclaimer of Liability.” This document is for information use only and is subject to change without prior notice. SanDisk Corporation assumes no responsibility for any errors that may appear in this document, nor for incidental or consequential damages resulting from the furnishing, performance or use of this material. No part of this document may be reproduced, transmitted, transcribed, stored in a retrievable manner or translated into any language or computer language, in any form or by any means, electronic, mechanical, magnetic, optical, chemical, manual or otherwise, without the prior written consent of an officer of SanDisk Corporation. SanDisk and the SanDisk logo are registered trademarks of SanDisk Corporation. Product names mentioned herein are for identification purposes only and may be trademarks and/or registered trademarks of their respective companies. © 2003 SanDisk Corporation. All rights reserved. SanDisk products are covered or licensed under one or more of the following U.S. Patent Nos. 5,070,032; 5,095,344; 5,168,465; 5,172,338; 5,198,380; 5,200,959; 5,268,318; 5,268,870; 5,272,669; 5,418,752; 5,602,987. -

Press Release
Press Release KIOXIA Europe Introduces Industry’s First[1] 512GB Automotive UFS Opens Door to More Advanced Systems and Applications – for an Enhanced Driver Experience Düsseldorf, Germany, November 14, 2019 – The next generation of automotive systems are hungry for more. More advanced infotainment and ADAS[2] systems. More storage for event data recording. Support for more 3D mapping. In a move that makes ‘more’ a reality, KIOXIA Europe GmbH (formerly Toshiba Memory Europe GmbH), the European-based subsidiary of KIOXIA Corporation, today announced that it has begun sampling the industry’s first 512 gigabyte (GB) Automotive Universal Flash Storage[3] (UFS) JEDEC® Version 2.1 embedded memory solution. KIOXIA Europe’s Automotive UFS supports a wide temperature range (- 40°C to +105°C), meets AEC-Q100 Grade 2[4] requirements and offers the extended reliability required by various automotive applications. The 512GB device joins the company’s existing lineup of Automotive UFS, which includes capacities of 16GB, 32GB, 64GB, 128GB, and 256GB. Innovations such as autonomous vehicles, more advanced infotainment systems, digital clusters, telematics, and ADAS provide not only an elevated driver experience but also a greater demand for storage within vehicles. To meet this demand for large capacity memory, KIOXIA’s new 512GB Automotive UFS memory was developed, which integrates the company’s BiCS FLASH™ 3D flash memory and a controller in a single package. 512GB Automotive UFS features several functions well- suited to the requirements of automotive applications including Refresh, Thermal Control and Extended Diagnosis. The Refresh function can be used to refresh data stored in UFS and helps extend the data’s lifespan. -

Sandisk® Brand Trademark List & Attribution Guide • 2016
SanDisk® Brand Trademark List & Attribution Guide 2016 Page 1 USE GUIDELINES The following is a non-exhaustive list of SanDisk® product trademarks and logos owned or licensed by Western Digital Corporation or its affiliates (collectively, “WD”). The absence of a trademark or logo from this list shall not waive any of WD’s intellectual property rights. The status of WD’s trademarks may change and it may be necessary to revise this list from time to time. WD generally allows for its trademarks to be featured or referenced in word form only. The use must not mislead consumers as to any WD sponsorship, affiliation or endorsement of another company, product or service. Any logos associated with the marks listed below are the property of WDand may only be used under license or prior express written permission. Any unauthorized or improper use of WD’s trademarks may constitute infringement and unfair competitor in violation of federal, state and international laws. In the event you feature or reference any WD trademark(s) in your materials, please include the appropriate attribution statement. For example: SanDisk and SanDisk Extreme PRO are trademarks of Western Digital Technologies, Inc. or its affiliates (“WD”), registered in the United States and other countries. SanDisk SecureAccess is a trademark of WD. For additional information, please contact [email protected]. Last Updated: June 29, 2016 SanDisk® Brand Trademark List & Attribution Guide 2016 Page 2 Mark Proper Use Logo use prohibited unless under license or express permission. -
Inand Extreme E.MMC 5.0 HS400 I/F Data Sheet
Released Data Sheet 80-36-03680 Rev 1.11 • Feb 2015 iNAND® ExtremeTM e.MMC 5.0 with HS400 Interface 951 SanDisk Drive, Milpitas, CA 95035 © 2016 Western Digital Corporation or its affiliates. www.SanDisk.com Introduction 80-36-03680 SanDisk iNAND Extreme e.MMC 5.0 HS400 I/F data sheet 1.2. Plug-and-Play Integration iNAND’s optimized architecture eliminates the need for complicated software integration and testing processes thereby enabling plug-and-play integration into the host system. The replacement of one iNAND device with another of a newer generation requires virtually no changes to the host. This makes iNAND the perfect solution for mobile platforms and reference designs, as it allows for the utilization of more advanced NAND Flash technology with minimal integration or qualification efforts. SanDisk’s iNAND Extreme is well-suited to meet the needs of small, low power, electronic devices. With JEDEC form factors measuring 11.5x13mm (153 balls) for all capacities, iNAND Extreme is fit for a wide variety of portable devices such as high-end multimedia mobile handsets, tablets, and Automotive infotainment. To support this wide range of applications, iNAND Extreme is offered with an MMC Interface. The MMC interface allows for easy integration into any design, regardless of the host (chipset) type used. All device and interface configuration data (such as maximum frequency and device identification) are stored on the device. Figure 1 shows a block diagram of the SanDisk iNAND Extreme with MMC Interface. SanDisk iNAND MMC Bus Flash Interface Data In/Out Single Chip Memory controller Control Figure 1 - SanDisk iNAND Extreme with MMC Interface Block Diagram 1.3. -

SK Hynix E-NAND Product Family Emmc5.1 Compatible
SK hynix e-NAND Product Family eMMC5.1 Compatible Rev 1.6 / Jul. 2016 1 Revision History Revision No. History Date Remark 1.0 - 1st Official release May. 20, 2015 1.1 - Change ‘FFU argument’ value in ‘send FW to device’ from 0x6600 to May. 22, 2015 0xFFFAFFF0 (p.19) 1.2 - Add ‘Vccq=2.7V ~ 3.6V’ (p.4) May. 28, 2015 - Change ‘The last value of PNM’ from ‘1’ to ‘2’ (p.65) - Modify VENDOR_PROPRIETARY_HEALTH_REPORT[301-270] (p.22) - Change the typo : bit[0] value of Cache Flush Policy (p.33) 1.3 - Modify 4.2.7 RPMB throughput improvement (p.43) Jul. 07, 2015 - Change ‘PON Busy Time’ (p.63) - Modify CSD/EXT_CSD values of 64GB (WP_GRP_SIZE, etc.) (p.68 ~ 73) 1.4 - Modify the Typo of 64GB PNM Value (p.65) Nov. 13, 2015 - Modify the value of TRIM multiplier (p.69) 1.5 - Modification of power value (p.56) Apr. 20, 2016 - Modification of PSN value and usage guidance 1.6 - Added 8GB Information Jul. 21, 2016 - Modification of PKG Ball Size Value Rev 1.6 / Jul. 2016 2 Table of Contents 1. Introduction ................................................................................................................. 4 1.1 General Description ............................................................................................................................................................. 4 1.2 Product Line-up ................................................................................................................................................................. 4 1.3 Key Features ..................................................................................................................................................................... -
Sandisk Compactflash Memory Card
SanDisk CompactFlash Memory Card OEM Product Manual Version 3.0 Document No. 20-10-00038 March 2010 SanDisk Corporation Corporate Headquarters 601 McCarthy Boulevard Milpitas, CA 95035 (408) 801-1000 Phone (408) 801-8657 Fax www.sandisk.com 03/09, Rev. 1.0 ii © 2007 - 2009 SanDisk Corporation. SanDisk Confidential, subject to all applicable non-disclosure agreements. SanDisk CompactFlash Card OEM Product Manual SanDisk® Corporation general policy does not recommend the use of its products in life support applications wherein a failure or malfunction of the product may directly threaten life or injury. Without limitation to the foregoing, SanDisk shall not be liable for any loss, injury or damage caused by use of its products in any of the following applications: • Special applications such as military related equipment, nuclear reactor control, and aerospace • Control devices for automotive vehicles, train, ship and traffic equipment • Safety system for disaster prevention and crime prevention • Medical-related equipment including medical measurement device Accordingly, in any use of SanDisk products in life support systems or other applications where failure could cause damage, injury or loss of life, the products should only be incorporated in systems designed with appropriate redundancy, fault tolerant or back-up features. Per SanDisk Terms and Conditions of Sale, the user of SanDisk products in life support or other such applications assumes all risk of such use and agrees to indemnify, defend and hold harmless SanDisk Corporation and its affiliates against all damages. Security safeguards, by their nature, are capable of circumvention. SanDisk cannot, and does not, guarantee that data will not be accessed by unauthorized persons, and SanDisk disclaims any warranties to that effect to the fullest extent permitted by law. -
Practical Approach to Determining SSD Reliability Todd Marquart, Ph.D, Fellow-Micron Technology
Practical Approach to Determining SSD Reliability Todd Marquart, Ph.D, Fellow-Micron Technology ©2014 Micron Technology, Inc. All rights reserved. Products are warranted only to meet Micron’s production data sheet specifications. Information, products, and/or specifications are subject to change without notice. All information is provided on an “AS IS” basis without warranties of any kind. Dates are estimates only. Drawings are not to scale. Micron and the Micron logo are trademarks of Micron Technology, Inc. All other trademarks are the property of their respective owners. 1 August 25, 2015 | ©2014 Micron Technology, Inc. | Micron Confidential Some Initial Definitions and Acronyms • Total Bytes Written (TBW): ▪ This is the amount of data transferred byt the host. Typically base 10. • Logical or User Density: ▪ This is the total amount of data a user can store on a drive at any given moment. Typically base 10. • Physical Density: ▪ The total amount of storage physically on the drive, typically base 2. • Write Amplification (WA): ▪ A measure of how much data is actually written to the SSD compared to what was requested by the host. • Mean Time To Failure (MTTF): ▪ The position parameter of the exponential distribution based on the time to first failure. ▪ The exponential distribution applies to failures that are truly random. ▪ MTBF (Mean Time Between Failure): Only valid for a repairable system. • Annualized Failure Rate (AFR): ▪ The failure probability in 1 year, constant for an exponential distribution. 2 August 25, 2015 | ©2014 Micron Technology, Inc. | Micron Confidential Reliability Statistics 1 β=4.0 β=1.0 0.8 F(t): Cumulative g n i l i 0.6 =0.1 a β F Distribution n o i t c a 0.4 Function (CDF).