Predicting Life on Through Hardened Steel Rack and Pinion for Jacking Applications in the Offshore Industry Adrian Nowoisky
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Modern Design and Control of Automatic Transmission and The
Review Paper doi:10.5937/jaes13-7727 Paper number: 13(2015)1, 313, 51 - 59 MODERN DESIGN AND CONTROL OF AUTOMATIC TRANSMISSION AND THE PROSPECTS OF DEVELOPMENT Dejan Matijević The School of Electrical and Computer Engineering of Applied Studies, Belgrade, Serbia Ivan Ivanković* University of Belgrade, Faculty of Mechanical Engineering, Belgrade, Serbia Dr Vladimir Popović University of Belgrade, Faculty of Mechanical Engineering, Belgrade, Serbia The paper provides an overview of modern technical solutions of automatic transmissions in auto- motive industry with their influence on sustainable development. The objective of the first section is a structural view of specific constructions and control systems of presently used automatic transmis- sions, with emphasis on mechatronics implementation. The second section is based on perspectives of development, by integrating some branches of soft computing, such as fuzzy logic and artificial neural networks in order to create an optimal control algorithm for obtaining a contribution to fuel economy, exhaust emission, comfort and vehicle performance. Key words: Automatic transmission, Mechatronics, Automotive industry, Soft Computing INTRODUCTION which is depended by coefficient of friction and normal load on the drive axle. Lower limitation Almost all automobiles in use today are driven by is defined by maximal speed that vehicle can internal combustion engines, which are charac- reach. Shaded areas between traction forces terized by many advantages, such as relatively through gears are power losses. To decrease good efficiency, relatively compact energy stor- power losses and to be as closely as possible age and high power – to – weight ratio [07]. to the ideal traction hyperbola, the gearbox with But, fundamental disadvantages are: enough gear ratios is needed. -

Heavy Duty Automatic Transmission & Power Steering Fluid X-Changers
R Transmission fluid (inline or dipstick) and power steering fluid exchanging capabilities! Heavy Duty Automatic Transmission & Power Steering Fluid X-Changers P/N: 98018 P/N: 98020 P/N: 98019 P/N: 98021 TRANSMISSION (INLINE) TRANSMISSION (INLINE) TRANSMISSION TRANSMISSION (INLINE or Transmission fluid & POWER STEERING FLUID (INLINE or DIPSTICK) DIPSTICK) & POWER STEERING exchange through vehicle’s Multi-function service, Multi-method transmission Multi-function service, transmission cooler lines transmission fluid exchange fluid exchange: inline or transmission fluid exchange or patented integrated through the dipstick (inline or dipstick) or power steering exchange patented integrated power steering exchange ALL MACHINES INCLUDE: • Ability to select any fluid exchange • Large 2.5 GPM pump able to handle anything • Patented electronic measuring technology amount from 1 - 35 quarts from low-flow vehicles to trucks & buses • Fluid totalizer • Patented electronic measuring technology • ADD and REMOVE fluid features • Power loss memory • Fully interactive LCD control panel • SWITCH HOSES indicator & the • Pause function shows the technician everything going ability to switch flow direction on, taking out all the guesswork with the push of a button • Large 35 quart tanks 943067 2600 Jeanwood Drive • Elkhart, IN 46514 • Phone: 574-262-3400 • Toll Free: 800-303-5874 • www.flodynamics.com NEW Easy To Use LCD Control Panel! PERFORMANCE-DRIVEN HEAVY DUTY AUTOMATIC TRANSMISSION & POWER STEERING FLUID X-CHANGER BENEFITS Accurate sensor technology allows optimum fluid level to be maintained in vehicle’s transmission. Two in-line 22-micron absolute 1 2 3 + fluid filters capture microscopic ABC DEF ADD particles and contaminants. 4 5 6 _ Easy to use adapters allow quick hookup GHI JKL MNO REMOVE to virtually any automobile make and 7 8 9 model, saving time and money. -

Analysis and Simulation of a Torque Assist Automated Manual Transmission
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by PORTO Publications Open Repository TOrino Post print (i.e. final draft post-refereeing) version of an article published on Mechanical Systems and Signal Processing. Beyond the journal formatting, please note that there could be minor changes from this document to the final published version. The final published version is accessible from here: http://dx.doi.org/10.1016/j.ymssp.2010.12.014 This document has made accessible through PORTO, the Open Access Repository of Politecnico di Torino (http://porto.polito.it), in compliance with the Publisher's copyright policy as reported in the SHERPA- ROMEO website: http://www.sherpa.ac.uk/romeo/issn/0888-3270/ Analysis and Simulation of a Torque Assist Automated Manual Transmission E. Galvagno, M. Velardocchia, A. Vigliani Dipartimento di Meccanica - Politecnico di Torino C.so Duca degli Abruzzi, 24 - 10129 Torino - ITALY email: [email protected] Keywords assist clutch automated manual transmission power-shift transmission torque gap filler drivability Abstract The paper presents the kinematic and dynamic analysis of a power-shift Automated Manual Transmission (AMT) characterised by a wet clutch, called Assist-Clutch (ACL), replacing the fifth gear synchroniser. This torque-assist mechanism becomes a torque transfer path during gearshifts, in order to overcome a typical dynamic problem of the AMTs, that is the driving force interruption. The mean power contributions during gearshifts are computed for different engine and ACL interventions, thus allowing to draw considerations useful for developing the control algorithms. The simulation results prove the advantages in terms of gearshift quality and ride comfort of the analysed transmission. -
Remove/Install Rack-And-Pinion Steering 11.3.10 MODEL 203 (Except 203.081 /084 /087 /092 /281 /284 /287 /292) MODEL 209
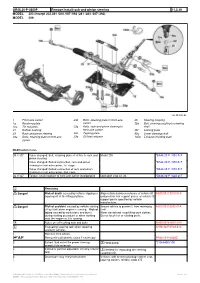
AR46.20-P-0600P Remove/install rack-and-pinion steering 11.3.10 MODEL 203 (except 203.081 /084 /087 /092 /281 /284 /287 /292) MODEL 209 P46.20-2123-09 1 Front axle carrier 23b Bolts, retaining plate to front axle 25 Steering coupling 1g Retaining plate carrier 25a Bolt, steering coupling to steering 10a Tie rod joints 23g Bolts, rack-and-pinion steering to shaft 21 Rubber bushing front axle carrier 25f Locking plate 23 Rack-and-pinion steering 23n Tapping plate 80a Lower steering shaft 23a Bolts, retaining plate to front axle 23q Oil lines retainer 105d Exhaust shielding plate carrier Modification notes 29.11.07 Value changed: Bolt, retaining plate of oil line to rack-and- Model 203 *BA46.20-P-1001-01F pinion steering Value changed: Bolted connection, rack-and-pinion *BA46.20-P-1002-01F steering to front axle carrier, 1st stage Value changed: Bolted connection of rack-and-pinion *BA46.20-P-1002-01F steering to front axle carrier, 2nd stage 30.11.07 Torque, retaining plate to front axle carrier incorporated Operation step 23, 24 *BA46.20-P-1004-01F Removing Danger! Risk of death caused by vehicle slipping or Align vehicle between columns of vehicle lift AS00.00-Z-0010-01A toppling off of the lifting platform. and position four support plates at vehicle lift support points specified by vehicle manufacturer. Danger! Risk of accident caused by vehicle starting Secure vehicle to prevent it from moving by AS00.00-Z-0005-01A off by itself when engine is running. Risk of itself. -

POWER and MANUAL RACK and PINION STEERING Tabla De Diagnostico De Problemas Blies by Removing the Sans Barres D’Accouplement Ni Original a La De Reemplazo
930724-22(R&P) 11/20/03 12:46 PM Page 1 Troubleshooting Chart Tableau de Dépannage - 2. Remove the tie rod assem- Ce type de direction est fourni de las mismas de la unidad 7. Secure the inner tie rod ATTENTION: Ne forcez pas sujetar la cremallera. ’é POWER AND MANUAL RACK AND PINION STEERING Tabla de Diagnostico de Problemas blies by removing the sans barres d’accouplement ni original a la de reemplazo. Se housings. For GM and sur le joint de la crémaillère ni 5. Instale las barras de Step-By-Step Instructions inner tie rod housing. embouts intérieurs ou suministra un juego que con- Chrysler units, stake the sur le pignon. Utilisez toujours acoplamiento en la unidad de DIRECTION À CRÉMAILLÈRE ASSISTÉE OU MANUELLE NOTE: Ford units require extérieurs. Vous devez trans- tiene las partes necesarias housing. For Ford units, une pince pour maintenir la reemplazo, teniendo cuidado de Notice d’installation détaillée férer les barres d’accouple- para garantizar una insta- install the lock pins sup- crémaillère. drilling out a pin or removing instalar la barra de servoir. DIRECCIÓN DE PI—”N Y CREMALLERA MANUAL Y SERVOASISTIDA é ment et les embouts de la laciÛn correcta. plied in the installation kit. rifiez/corrigez la Instrucciones de instalación por pasos a roll pin before the inner tie 5. Installez les barres d’ac- acoplamiento derecha en el é direction d’origine sur la nou- sito. rod can be detached. 1. DespuÈs de quitar la unidad 8. Install the shock dampen- couplement sur la nouvelle lado derecho y la izquierda en ricos (o-rings) o Û velle. -

Transmission (Mechanics) - Wikipedia 8/28/20, 1�19 PM
Transmission (mechanics) - Wikipedia 8/28/20, 119 PM Transmission (mechanics) A transmission is a machine in a power transmission system, which provides controlled application of the power. Often the term 5 speed transmission refers simply to the gearbox that uses gears and gear trains to provide speed and torque conversions from a rotating power source to another device.[1][2] In British English, the term transmission refers to the whole drivetrain, including clutch, gearbox, prop shaft (for rear-wheel drive), differential, and final drive shafts. In American English, however, the term refers more specifically to the gearbox alone, and detailed Single stage gear reducer usage differs.[note 1] The most common use is in motor vehicles, where the transmission adapts the output of the internal combustion engine to the drive wheels. Such engines need to operate at a relatively high rotational speed, which is inappropriate for starting, stopping, and slower travel. The transmission reduces the higher engine speed to the slower wheel speed, increasing torque in the process. Transmissions are also used on pedal bicycles, fixed machines, and where different rotational speeds and torques are adapted. Often, a transmission has multiple gear ratios (or simply "gears") with the ability to switch between them as speed varies. This switching may be done manually (by the operator) or automatically. Directional (forward and reverse) control may also be provided. Single-ratio transmissions also exist, which simply change the speed and torque (and sometimes direction) of motor output. In motor vehicles, the transmission generally is connected to the engine crankshaft via a flywheel or clutch or fluid coupling, partly because internal combustion engines cannot run below a particular speed. -

5-Speed Manual Transmission
5-speed Manual Transmission Come to a full stop before you shift into reverse. You can damage the transmission by trying to shift into reverse with the car moving. Depress Rapid slowing or speeding-up the clutch pedal and pause for a few can cause loss of control on seconds before putting it in reverse, slippery surfaces. If you crash, or shift into one of the forward gears you can be injured. for a moment. This stops the gears, so they won't "grind." Use extra care when driving on slippery surfaces. You can get extra braking from the engine when slowing down by shifting to a lower gear. This extra Recommended Shift Points The manual transmission is synchro- braking can help you maintain a safe Drive in the highest gear that lets the nized in all forward gears for smooth speed and prevent your brakes from engine run and accelerate smoothly. operation. It has a lockout so you overheating while going down a This will give you the best fuel cannot shift directly from Fifth to steep hill. Before downshifting, economy and effective emissions Reverse. When shifting up or down, make sure engine speed will not go control. The following shift points are make sure you push the clutch pedal into the red zone in the lower gear. recommended: down all the way, shift to the next Refer to the Maximum Speeds chart. gear, and let the pedal up gradually. When you are not shifting, do not rest your foot on the clutch pedal. This can cause your clutch to wear out faster. -
Rack and Pinion Systems & Components
Our Company Our Company NIDEC-SHIMPO has established itself as the leading supplier of precision gearing solutions to the industrial automation marketplace. Since 1952, when we introduced the world’s rst mechanical variable speed drive, NIDEC-SHIMPO has expanded into a diverse manufacturer of high precision power transmission systems for highly dynamic motion control applications. In 1994, SHIMPO was acquired by the NIDEC Corporation and became formally known as NIDEC-SHIMPO. NIDEC-SHIMPO began to focus on accelerating production volumes as the global market for motion control and mechatronics grew at an accelerated rate. We saw a unique opportunity to supply our customer base with the highest variety of transmission technologies, which www.drives.nidec-shimpo.com Rack and Pinion Systems & Components brought forward strain wave, index table and worm gear products to comple- ment our existing portfolio of planetary and cycloidal gearheads. The result for our customers was a single source drive solutions supplier. Today, our company is shipping over 100,000 gearheads per month out of our manufacturing plants in Kyoto and Shanghai. Our products are used in robot- ics, machine tools, food packaging, printing, paper converting, material handling, medical, semiconductor and aerospace related systems. Our diverse product portfolio, state-of-the-art equipment, engineering knowhow and manufacturing scale allow our customers to compete and expand their businesses globally. NIDEC-SHIMPO has over 2,400 employees strong with a presence across ve continents. Our engineering sta, customer support team and distribution partners undergo rigorous product training to ensure the quickest response to our customers’ needs. Our aim is to continue to innovate and provide the highest quality, best-in-class products and services for our customer base. -

Electronic Power Steering Rack and Pinion
Remanufactured ELECTRONIC POWER STEERING RACK AND PINION Expertly remanufactured to rigorous quality and performance standards, Product Description CARDONE® Electronic Power Steering Rack and Pinions are equipped with brand-new, premium components to guarantee exceptional longevity and Features and Benefits reliability. Each unit undergoes CARDONE’s Factory Test Drive, simulating Signs of Wear and extreme operating conditions while verifying all on-car communications. Troubleshooting All rubber sealing components are replaced, and a specialized lubricant is applied to drastically increase longevity. FAQs • 100% replacement of rubber sealing components • Application of specialized lubricant(s) for extended life • Finished in protective coating to prevent corrosion and rust • All rack & pinion/gearbox units meet or exceed O.E. form, fit and function. Signs of Wear and Troubleshooting • Knocking or clunking • Vibrations • Power Steering Assist System failure warning on Driver Information Center. • A catch or bind going into or coming out of a turn in either direction. • Intermittent high pitched screeching noise similar to the sound of a motor being actuated. Subscribe to receive email notification whenever cardone.com we introduce new products or technical videos. Tech Service: 888-280-8324 Click Steering Tech Help for technical tips, articles and installation videos. Rev Date:Rev 063015 Date: 021518 • Vehicle has a tendency to wander requiring the driver to make frequent and random and steering wheel corrections to either direction. Product Description • Shimmy; driver observes small or large, consistent, rotational oscillations Features and Benefits of the steering wheel caused by various road surfaces or side-to-side Signs of Wear and (lateral) tire/wheel movements. Troubleshooting • Poor return ability or sticky steering; the poor return of the steering FAQs wheel to center after a turn. -

MANUAL TRANSMISSION SERVICE Introduction
MANUAL TRANSMISSION SERVICE Introduction Internal combustion engines develop very little torque or power at low rpm. This is especially obvious when you try to start out in direct drive, 4th gear in a 4-speed or 5th gear in a 6-speed manual transmission -- the engine stalls because it is not producing enough torque to move the load. Manual transmissions have long been used as a method for varying the relationship between the speed of the engine and the speed of the wheels. Varying gear ratios inside the transmission allow the correct amount of engine power to reach the drive wheels at different engine speeds. This enables engines to operate within their power band. A transmission has a gearbox containing a set of gears, which act as torque multipliers to increase the twisting force on the driveshaft, creating a "mechanical advantage", which gets the vehicle moving. From the basic 4 and 5-speed manual transmission used in early Nissan and Infiniti vehicles, to the state-of-the-art, high-tech six speed transmission used today, the principles of a manual gearbox are the same. The driver manually shifts from gear to gear, changing the mechanical advantage to meet the vehicles needs. Nissan and Infiniti vehicles use the constant-mesh type manual transmission. This means the mainshaft gears are in constant mesh with the counter gears. This is possible because the gears on the mainshaft are not splined/locked to the shaft. They are free to rotate on the shaft. With a constant-mesh gearbox, the main drive gear, counter gear and all mainshaft gears are always turning, even when the transmission is in neutral. -

The Modern Collectible
SKINNED KNUCKLES LARES ARTICLE CORPORATION The Modern Collectible by Orest Lazarowich A DETAILED TECHNICAL COLUMN INTENDED TO TARGET MANY MAKES AND MODELS OF POST-WAR CARS AND PICK-UP TRUCKS the steering wheel is not being turned, power Rack and Pinion steering fluid is directed around the rotary valve and out to the reservoir. The pressure is equal on Power Steering both sides of the piston. As the steering wheel is The rack and pinion power steering differs turned, the torsion bar twists and rotates the rotary slightly from the manual rack and pinion steering. valve. The valve blocks the port to the reservoir, Part of the rack contains a cylinder with a piston and fluid now flows through an opening to one in the middle. The piston is connected to the rack. side of the steering gear. At the same time the There are two fluid ports, one on either side of the other side of the cylinder is vented to the reser- piston. A torsion bar directs the rotary valve voir. With fluid pressure to one side of the piston which is connected to the steering wheel. When and none to the other, the piston moves which in RETURN LINE PUMP RESERVOIR Magazine. STEERING COLUMN ROTARY VALVE PRESSURE LINE TO ROTARY VALVE Skinned Knuckles Skinned FLUID LINES FROM ROTARY VALVE RACK HYDRAULIC PISTON PINION JULY 2014 - PAGE 11 Article content provided by Lares Corporation Steering Components • CALL 1.800.555.0767 • VISIT www.LaresCorp.com SKINNED KNUCKLES LARES ARTICLE CORPORATION turn moves the rack and causes the wheels to turn. -
Wipro Drive-By-Wire Solutions
Wipro Drive-By-Wire Solutions Accelerating Your Autonomous Vehicles Development Journey Wipro’s drive-by-wire system implementation extends from navigation controls to robotics controls, thus making it a comprehensive solution. Introduction Wipro’s drive-by-wire solutions enable electronic control of braking, throttle, steering, and shifting in vehicles. We understand that the intricacies of drive-by-wire solutions differ between prototype and production-grade vehicles. We implement customized and apt drive-by-wire solutions together with our trusted technology partners for any vehicle type. The system implementation extends from navigation controls to robotics controls, thus making it a comprehensive solution. Compliance to safety regulations is ensured in all implementations. Key Takeaways Prototype and one-off vehicles A less invasive approach of installing fully electrically operated servo actuators for functions Production vehicles Replacing existing systems such as power-assisted rack and pinion assembly with EPS and EPAS for steer-by-wire systems Supplementary / Auxiliary control options Direct electronic actuation with solenoid and servo proportional valves for material handling equipment such as hydraulically operated forklifts and cranes All our drive-by-wire designs meet regulatory requirements like ISO26262, ASIL-D, FMVSS and AUTOSAR Key benefits and features of Wipro drive-by-wire systems To provide the appropriate solution to the vehicle type, we place the use case-specific sensors, electronic controllers and central computing platform on top of drive-by-wire enabled system and this is integrated with Wipro’s autonomous navigation AI algorithm software stack. The autonomous navigation stack together with our range of robotic arm movement capabilities, make the end-to-end solution appropriate for any moving machine.