Ecological & Economical Manufacturing from the Cutting Tool's
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Drill Press Safety Quiz
Drill Press Safety Quiz Name: ___________________ _ Date: ___________________________ 1. Drill press training is only required if I have no previous experience using a drill press. True False 2. What personal protective equipment should be used when operating a drill presses? A. Respirator B. Gloves C. Safety glasses D. Face shield 3. Before operating a drill press always remember to: A. Secure your hair B. Secure loose clothing C. Remove all jewelry D. All of the above 4. Which of the following three drill bits shanks should only be used in a drill press chuck? A. Triangular, the chuck key, or hex B. Square, round, or hex C. Round, hex, or triangular D. Roller, twist, or triangular 5. You should always position and secure your work piece to prevent it from spinning, and so you do not drill into the table. True False 6. __________ the drill press before changing the belts for speeds. A. Slow down B. Power off C. Speed up D. Keep running 7. When operating a drill press you should: A. Never start the drill with the drill bit pressed against your work B. Operate the drill at appropriate speeds C. Reduce the drilling pressure when the bit begins to break through your work D. All of the above C 10. F, 9. A, 8. D, 7. B, 6. T, 5. C, 4. D, 3. C, 2. F, 1. Answers: 8. ______________ involves plunging the drill bit part way through the work piece, and then retracting it to the surface. This is repeated until the hole is finished. -

Pioneer Double Duck Reed Instructions
v08.13 Turning a Pioneer Double Reed Duck Call Turning the Stopper 1. Mount the 1/2" WoodMaster mandrel into a drill chuck or Supplies Needed collet chuck. • 1 1/2" x 1 1/2" x 6" Blank • Sandpaper/Finish 2. Slide the blank onto the mandrel and tighten the expansion • Duck Call Reed Assembly • Drill or Drill Press screw so the blank will not slip while turning. Do not • 3/4" WoodMaster Mandrel • Eye and Ear Protection overtighten. • 1/2" WoodMaster Mandrel • 1/2" Drill Bit • Glue (Thick CA or Epoxy) • 3/4" Drill Bit 3. Turn a 3/4" dia. tenon that will fit into the barrel. Use a set of calipers to size the tenon. Test the fit of the stopper tenon by Wood Preparation stopping the lathe, and sliding the barrel over the end of the mandrel and onto the stopper tenon. This step may need to be 1. Select a blank 1-1/2" x 1-1/2" x 6". repeated several times. Do not to remove the stopper from 2. Cut the blank to the sizes shown below. the mandrel, as this may alter the alignment. Game Call Instructions3. Mark and drill the blanks as shown below. 3/4" diameter hole Craft 4.Supplies Cut two grooves USA in 1-800-551-887the tenon using the point6 of a skew to for the barrel. 1/2" diameter hole for the stopper. accept the o-rings. The o-rings should be slightly proud of the tenon and no larger or this will cause fitment issues. -

Stanley CE Certified Products Catalog
Selection, Innovation, CE CERTIFIED Performance PRODUCT Your One-Stop Shop for Hydraulic Tools CATALOG and Attachments CE TOOLS CATALOG INDEX About Hydraulic Tools . 1-2 Breakers . 2-4 Chipping Hammer . 5 Augers . 5 Tamper Drills . 6 Grinders . 7 Hammer Drills . 8 Impact Drills . 9 Impact Wrenches . 10 Diamond Chainsaws . 11 Chainsaw & Cutoff Saw Water Pump . 11 Utility Chain saw . 12 Cutoff Saw . 12 Sump Pumps . 13 Trash Pumps . 14 GREAT BRAND, GREAT TOOLS Power Units . 15 STANLEY has a proud tradition of being a global leader in the development of a wide range of innovative hydraulic products used in a variety of industries and Suggested Carrier Ranges . 16 applications throughout the world. As a proud member of STANLEY Black & Decker, a 175 year old company committed to the manufacture and distribution of quality tools for the professional, industrial, and consumer, we at Stanley Infrastructure are dedicated to providing our customers with innovative customer-driven product Profile Grinders . 16 designs, world class quality, unmatched product support, and superior value. Track Jacks . 17 GLOBAL REPRESENTATION Weld Shear . 17 STANLEY Infrastructure produces an extensive line of products for use in construction, demolition, scrap processing, recycling, utilities, municipalities, railroads, Rail Saw . 18 industry, landscaping, underwater, construction, and specialty trades. STANLEY Infrastructure Tools has sales offices and distributors throughout North America, Central America, South America, Europe, Asia, Australia, and the Middle East. Rail Drill . 18 Hydraulic System Requirements . 19-20 OUR MISSION STANLEY is committed to providing innovative solutions for infrastructure based applications. We are for those who make the world move. B www.stanleyinfrastructure.com 833.723.1843 833.723.1843 www.stanleyinfrastructure.com C CE TOOLS CE TOOLS SERIES BR BREAKERS Nothing equals the impact force of hydraulic-powered breakers. -

DRILL PRESSES SAFETY Drill Press Training Is Required Before Operating
DRILL PRESSES SAFETY Drill press training is required before operating this equipment. SAFETY: Know the controls. Know how to turn the drill press on and off. Wear safety glasses when operating the drill press. Wearing gloves is prohibited. Secure your hair and loose clothing. Remove all jewelry. Never try to stop the drill chuck and spindle with your hands. Always keep hands and fingers away from the drill bit. Always remove the chuck key. Tools in poor condition must not be used. SETUP: Clean the drill press tables of all cuttings and tools before use. Use only round, hex, or triangular shank drill bits. Center the shank, tighten and securely lock the drill bit in the chuck. Do not tighten the chuck onto the drill bit’s cutting flutes. Position and secure your work piece to prevent it from spinning, and so you do not drill into the table. Be sure the table lock has been tightened. The drill bit should be a quarter inch (1/4 inches) away from your work before drilling. Power off the drill press before changing the belts for speeds. OPERATION: Peck drill into your work piece. Never start the drill press with the drill bit pressed against the work piece. Always use cutting oils when drilling metals. Remember to back the drill bit out of deep holes. Always operate your drill press at appropriate speeds. Reduce the drilling pressure when the bit begins to break though the work piece. Turn the machine off and clear chips and scrap pieces with a brush. HOUSKEEPING: Use a vacuum or brush to remove cuttings, not your hands. -
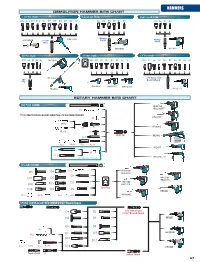
HAMMERS DEMOLITION HAMMER BITS CHART 1-1/8” Hex Shank Makita Large Shank Makita Small Shank D15 D14 D13 D12 D9 D7 D5 D4 D3 D2 D1 D7 D5 D4 D3 D2 D1 D10 D8 D3 D1
HAMMERS DEMOLITION HAMMER BITS CHART 1-1/8” Hex Shank Makita Large Shank Makita Small Shank D15 D14 D13 D12 D9 D7 D5 D4 D3 D2 D1 D7 D5 D4 D3 D2 D1 D10 D8 D3 D1 Makita HM1304B HM1810 Large Makita 1-1/8” Small Hex HM1500 HK1810 SDS Plus Shank SDS Max Shank 3/4” Hex Shank D10 D8 D3 D2 D1 HK1820 D9 D7 D6 D5 D4 D3 D2 D1 D16 D11 D9 D7 D6 D5 D4 D3 D2 D1 SDS max HK1820L 3/4” Hex 21/32” SDS Round Shank Plus HM0860C HM1100C HM1202C HK0500 HM1211B ROTARY HAMMER BITS CHART SDS PLUS SHANK HR3210C R1 HR3210FCT R8 IS ADAPTER WHICH ALLOWS OLDER TOOLS TO USE DEMOLITION BITS R6 HR2811F Metal R3 R2 HR3000C Wood R4 SDS Plus HR2432 D1 R23c R23b R23 R23a HR2455 R9 R8 R10 HR2470F / FT HR160DWA & HR2400 only SDS MAX SHANK D4 R1a HR5210C D5 HR5211C D1 D11 D6 HR4010C SDS HR4011C D2 HR4510C D16 D15 max HR4511C SDS Max D18 D9 D3 HR4002 R24c R24b R24 R24a HR4500C SPLINE SHANK & 3/4” HEX SHANK 21/32” Round Shank D4 D2 3/4” HEX Shank 21/32” Round Shank D5 D3 HR3851 D8 D6 R6 D7 HR4040C R1b D1 D18 D17 R24a R24c R24b R24 D16 HR5000 Taper Shank R5 Spline Shank 67 HAMMERS DEMOLITION HAMMER BITS CHART Demolition Hammer Bits Chart HM1202C, HM1100C, HR3210C/FCT, HM0860C, HR5210C, HR3000C, HR2811F, HR5211C, HR4510C, HM1810C, HM1304B HM1500 HK1810 HR2455, HR2432, Model HR4511C, HR4500C, HR2470F/FT, HK1820, HR4010C, HR4011C, HK0500 HR4002 Ref. No. Description 1-1/8" Hex 3/4" Hex Makita Large Makita Small SDS Plus 3/4" Hex, 21/32" Round SDS Max Hex Shank Size Part No. -

3/8 In. Variable Speed Electric Drill Instruction Manual
COMPONENT COMPOSANT COMPONENTE N°691769 3/8 IN. VARIABLE SPEED ELECTRIC DRILL INSTRUCTION MANUAL PERCEUSE À PILE DE 3/8 PO, À VITESSE VARIABLE MODE D’EMPLOI MANUAL DE INSTRUCCIONES SOBRE EL TALADRO ELÉCTRICO DE 3/8 PULG. DE VELOCIDAD VARIABLE THIS MANUAL CONTAINS IMPORTANT INFORMATION REGARDING SAFETY, OPERATION, MAINTENANCE AND STORAGE OF THIS PRODUCT. BEFORE USE, READ CAREFULLY AND UNDERSTAND ALL CAUTIONS, WARNINGS, INSTRUCTIONS AND PRODUCT LABELS. FAILURE TO DO SO COULD RESULT IN SERIOUS PERSONAL INJURY AND/OR PROPERTY DAMAGE. CE MANUEL CONTIENT DES INFORMATIONS IMPORTANTES CONCERNANT LA SÉCURITÉ, LE FONCTIONNEMENT ET LE REMISAGE DE CE PRODUIT. LIRE, ÉTUDIER ET VEILLER À BIEN COMPRENDRE TOUTES LES MISES EN GARDE ET INSTRUCTIONS ET AUTOCOLLANTS APPOSÉS SUR LE PRODUIT AVANT DE L’UTILISER. NE PAS RESPECTER CES INSTRUCTIONS POURRAIT ENTRAÎNER DES BLESSURES ET/OU DES DOMMAGES MATÉRIELS. ESTE MANUAL CONTIENE INFORMACIÓN IMPORTANTE SOBRE LA SEGURIDAD, OPERACIÓN, MANTENIMIENTO Y ALMACE- NAMIENTO DE ESTE PRODUCTO. ANTES DE USARLO, LEA Y COMPRENDA TODAS LAS PRECAUCIONES, ADVERTENCIAS, INSTRUCCIONES Y ETIQUETAS DEL PRODUCTO. DE LO CONTRARIO PODRÍA SUFRIR LESIONES GRAVES O CAUSAR DAÑOS MATERIALES. IF YOU SHOULD HAVE ANY QUESTIONS OR EXPERIENCE A PROBLEM WITH YOUR ALLTRADE PRODUCT, DO NOT RETURN THIS PRODUCT TO THE STORE. PLEASE CALL OUR CUSTOMER SERVICE DEPARTMENT AT 1-800-590-3723. BEFORE YOU CALL, KAWASAKI IS A TRADEMARK LICENSED BY KAWASAKI MOTORS HAVE THE FOLLOWING INFORMATION AVAILABLE: MODEL No., DATE PURCHASED AND STORE LOCATION. AN ALLTRADE CORP., U.S.A., WHICH DOES NOT MANUFACTURE OR REPRESENTATIVE CAN RESOLVE YOUR PROBLEM OVER THE PHONE. IF YOU WOULD LIKE TO MAKE A SUGGESTION OR DISTRIBUTE THIS PRODUCT. -

Drill Press Safety Procedures
McIntire Department of Art safety procedures 14” DRILL PRESS Topics What this tool is primarily used for Use The Drill Press is used for drilling holes in various materials. The main advantages of the Drill Safey procedures Press over the hand-held counterpart, the Hand Drill, is that using the Drill Press will allow Appropriate PPE you to drill with more accuracy, drill larger holes, and drill at specific angles more success- Other things to remember fully. The Drill Press does have a limited distance a hole can be drilled from one edge of the material- 14 inches. This is the distance from the base of the chuck to the column. Drill bits Safety for this machine n DO NOT operate while under the influence of drugs, alcohol, or medication n SECURE any loose fitting jewelry or clothing, tie back long hair - they can get caught in moving parts n ALWAYS BE AWARE of where your fingers are in relation to the drill bit n DO NOT USE bits that are dull, bent or damaged n MAKE SURE bit is centered in chuck and tightened before operating the drill n DO NOT leave chuck key in chuck while operating machine n USE A CLAMP when drilling metal, this will help prevent the material from spinning into your body or hand n NEVER hold metal in your bare hand while drilling n NEVER turn the drill press “on” before clearing the table of all objects (tools, scrap pieces, etc.) n DO NOT USE DRILL BITS THAT HAVE A SCREW TIP(called wood boring bits). -

Design & Fabrication of a Special Tool to Produce Square Hole
Available online at www.sciencedirect.com ScienceDirect Procedia Materials Science 6 ( 2014 ) 1823 – 1836 3rd International Conference on Materials Processing and Characterisation (ICMPC 2014) Design & Fabrication of a Special Tool to Produce Square Hole 1 2 3 Shailesh S. Sengar , Vaibhav Raghav , Chadaram Srinivasu 1,2 Dept. of Mechanical Engineering, M.R.I.U, Faridabad 3 Gokaraju Rangaraju Institute of engineering and Technology, Bachupally, Hyderabad, 520007. Abstract This paper discusses the mechanical design and simulation of a square hole producing tool based on Reuleaux Triangle. The main aim of this paper is to investigate how a circular motion can be converted into a square motion by purely a mechanical linkage; an application of which is to construct a special tool that drills exact square holes. A geometrical construction that fulfills the laid objective is Reuleaux Triangle. Additionally, for this geometry to work from a rotating drive (such as a drill press) one must force the Reuleaux triangle to rotate inside a square, and that requires a square template to constrain the Reuleaux triangle as well as a special coupling to address the fact that the center of rotation also moves. The practical importance of this enhancement is that the driving end can be placed in a standard drill press; the other end, when restricted to stay inside the ambient square, will yield a perfectly square locus and this can be turned into a working square-hole drill. The developed design had a success rate of 98.7% i.e it removed approximately 98.7% area of the desired square. The fabrication of the developed design in this paper has been done on Steel (EN8) that is ideal for soft surfaces but if harder materials are used, hard surfaces application is also possible. -
Drilling Machines
38-1 Drilling Machines • Probably first mechanical device developed • Principle of rotating tool to make hole • One of most common and useful machines in industry • Come in several types and sizes – From hand-fed to computer-controlled 38-2 Drilling Press • Drilling machine – Spindle • Turns drill to advance into work (hand or automatically) – Work table • Holds workpiece rigidly in place as hole drilled – Used primarily to produce holes in metal – Other operations: tapping, reaming, boring, counterboring, countersinking, spot-facing 38-3 Standard Operations • Drilling – Operation of producing hole by removing metal from solid mass using twist drill • Countersinking – Operation of producing tapered or cone-shaped enlargement to end of hole Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display. 38-4 Standard Operations • Reaming – Operation of sizing and producing smooth, round hole from previously drilled or bored hole • Boring • Truing and enlarging hole by means of single-point cutting tool Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display. 38-5 Standard Operations • Tapping – Cutting internal threads in hole with cutting tool called tap • Counterboring – Enlarging top of previously drilled hole to given depth to provide square shoulder for head of bolt or capscrew Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display. 38-6 Standard Operations • Spot Facing • Smoothing and squaring surface around hole to provide seat for head of cap screw or nut – Boring bar fitted with double-edged cutting tool • Pilot section on end to fit into existing hole Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display. -

DEEP HOLEMAKING TOOLS Providing Complete Tooling Solutions for Metal Removal and Industrial Products
DEEP HOLEMAKING TOOLS Providing Complete Tooling Solutions for Metal Removal and Industrial Products Tungaloy is one of the world’s leading manufacturers of carbide cutting tools. Nearly 80 years of experience in the engineering of cutting tools are reflected in their production program. The company produces products from carbide, cubic boron nitride (CBN), polycrystalline diamond (PCBN), ceramics and cermets of the highest quality and performance. Tungaloy’s innovative R & D department continually strives to create new products for highly efficient and economic machining applications for the production needs of the 21st century. They offer a wide range of turning, milling and drilling products of highest quality, always devoted to new technologies and customer demands. 2 3 Brazed Special Reamers Tungaloy has a wide range of solutions for tailor made reamers, carbide or cermet brazed inserts. Range Ø6-220 mm 4 Brazed Combined Reamers Reamers combined with drills carrying carbide or cermet inserts. Range up to Ø250 mm 5 Solid Carbide Special Reamers Designed with or without coolant holes, coated or uncoated, straight or helical. Range Ø3-60 mm 6 Brazed Counter Bores Counter bores are common in the hydraulic engines and SAE counter bore is available from Tungaloy. 7 Solid Carbide Milling Cutters For finishing with special shape, cylindrical, tapered, stepped, coated or uncoated. Range Ø3-60 mm 8 Brazed Milling Cutters Flat or spiral carbide tips brazed on a steel body. Very popular in the aerospace industry, especially for its exotic materials applications. Range up to Ø200 mm 9 Extra Long Drills Dedicated design of extra long drills. Range: Ø5 and up Length up to 330 mm 10 Solid Carbide Drills All kinds of drilling application solutions. -

1.4 METAL CUTTING BAND SAWS: Metals Can Be Bought From
INTRODUCTION TO MACHINING 1.4 METAL CUTTING BAND SAWS: Metals can be bought from suppliers in standardized forms and sizes, such as round, rectangular or square bar stock or in the form of large sheets (plates). Bar stock normally is available in lengths of up to 4 [m], sheets in dimensions up to 1.2 [m] x 2.4 [m]. This means that for most “jobs” the bar stock needs to be cut to length; this is normally done using band saws. Sheets are pre-cut using flame or plasma cutting machines or shearing machines and can then be further cut using band saws. There are two types of band saws used for cutting metal: the vertical band saw and the horizontal cut-off saw. 38 INTRODUCTION TO MACHINING 1.4.1 Vertical band saw: It is used to cut metal plate to a required approximate size, the so-called “blank”, which is then converted into the final product using machines such as the Mill, the Drill Press or the Lathe. Bar stock can be cut on a vertical band saw, but the preferred machine is the horizontal band saw. A continuous blade runs in a vertical plane, in a clock- wise direction. Most of it is hidden inside the housing of the machine and only a small part (slightly more than the thickness of the material to be cut) is exposed between the table and the bottom end of the blade guard. The blade guard can be raised or lowered by loosening and tightening the guard adjustment knob. The work-piece must be resting on, and be fully supported by the table; do not cut round bar stock in this type of saw, unless you are using a machining vise to hold the bar. -

Industrial, Concrete & Masonry Tools
Industrial, Concrete & Masonry Tools F Tapcon® - SDS Plus Bits & Screws Core Bits For Rotary Hammer Drills ® Tapcon Half-Flat Shank Bits . F1 2 Pc . Taper Extension Type . F12 Tapcon® Installation Kit for Concrete Screws . F1 Accessories . F12 ® Tapcon SDS-Plus / Hex Drive Bits . F1 NEW! 2 Pc . Screw-On Extension Type . F12 Concrete Tapping Screws . F1 Accessories . F12 1 Pc . Solid Construction . F13 Accessories . F13 Masonry Drill Bits Fast Spiral / Set / Display . F2 NEW! ® Chisels - Masonry Monolock 1/4" Hex Power Shank . F2 Slow Spiral / Set / Display . F3 NEW! For Electric Hammers . F14 NEW! For Pneumatic Hammers . F15 NEW! Floor Scraper Chisels . F14 Carbide Hammer Drill Bits Roto-Percussion Drill Bits . F4 Diamond Core Bits Spline Shank Rotary Hammer Drill Bits Duo . F5 Segmented Wet Cutting . F16 Quadro . F5 Full Crown Wet Cutting . F16 NEW! SDS-Plus Rotary Hammer Drill Bits . F6 Segmented Dry Cutting . F17 NEW! SDS 4 x 4 Quadro Hammer Drill Bits . F7 Marble / Granite . F17 SDS-Max™ Hammer Drill Bits Accessories . F17 Duo . F8 Quadro . F8 Diamond & Carbide Tipped Drill Bits Hammer Drill Adaptors . F9 NEW! Hammer Drill Adaptor Extension System . F9 NEW! Diamond Core Drills for Hard Tiles / Ceramics . F18 NEW! Core Cutters for Rotary Hammer Drills . F10 Carbide Tipped Glass / Ceramic Drill Bits . F19 NEW! Monolock® Carbide Tipped . F19 NEW! SDS Drill Stop . F10 Glass / Ceramic Drill Bits Rotary Rebar Cutters . F11 Fluted Rubbing Brick . F19 F Tapcon® Drills HALF FLAT SHANK BITS SDS-PLUS / HEX DRIVE BITS ANSI ANSI For concrete screw installation For concrete screw installation, Made in to use with SDS-Plus drive machines.