Drilling Machines General Information
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Pta and Hand Tools
Precision, Quality, Innovation PTA AND HAND TOOLS Hole Saws Hacksaws Jig Saws Reciprocating Saws Portable Band Saws Measuring Tapes Utility Knives Levels Plumb Bobs Chalk Rules & Squares Calipers Protractors Punches Shop Tools Lubricant Catalog 71 PRECISION, QUALITY, iNNOVATiON For more than 135 years, manufacturers, builders and craftsmen worldwide have depended upon precision tools and saws from The L.S. Starrett Company to ensure the consistent quality of their work. They know that the Starrett name on a saw blade, hand tool or measuring tool ensures exceptional quality, innovative products and expert technical assistance. With strict quality control, state-of-the-art equipment and an ongoing commitment to producing superior tools, the thousands of products in today's Starrett line continue to be the most accurate, robust and durable tools available. This catalog features those tools most widely used on a jobsite or in a workshop environment. 2 hole saws Our new line includes the Fast Cut and Deep Cut bi-metal saws, and application-specific hole saws engineered specifically for certain materials, power tools and jobs. A full line of accessories, including Quick-Hitch™ arbors, pilot drills and protective cowls, enables you to optimise each job with safe, cost efficient solutions. 09 hacksaws Hacksaw Safe-Flex® and Grey-Flex® blades and frames, Redstripe® power hack blades, compass and PVC saws to assist you with all of your hand sawing needs. 31 jig saws Our Unified Shank® jig saws are developed for wood, metal and multi-purpose cutting. The Starrett bi-metal unique® saw technology provides our saws with 170% greater resistance to breakage, cut faster and last longer than other saws. -

Tiny Vise Edge Clamps Truly Exert Down Thrust Force on the Workpiece, to Prevent It from Lifting
+44 (0)1204 699959 [email protected] www.hyquip.co.uk/web/index TINY VISE ™ EDGE CLAMPS BODY: 1018 STEEL, CARBURIZED-HARDENED, BLACK OXIDE FINISH THRUST WASHER: 1144 STEEL, HEAT TREATED, BLACK OXIDE FINISH FLAT-HEAD SOCKET SCREW: STEEL, BLACK OXIDE FINISH An important clamping development! These mini edge clamps grip the side of a workpiece to keep the top clear for machining. Patented design features a slotted countersink to provide strong, reliable clamping force with the easy turn of a hex wrench. These compact clamps are ideal for fixturing multiple parts, small or large. Each clamp has both a serrated face (for maximum gripping) and a smooth face (to avoid marring finished parts). These clamps look so simple, but work amazingly well, with major advantages over earlier designs. Flat Jaw Patent number 5.624.106. Made in USA. (Reversible, Serrated or Smooth) Clamping force is applied by positive screw action with the easy turn of a hex wrench (not with an unreliable, unsafe eccentric cam as Clamping force is applied by positive screw action with used in other designs). A high-strength Flat- the easy turn of a hex wrench. Head Socket Screw engages a mating offset countersink to exert strong clamping force. Much more durable than other designs. Only Tiny Vise Edge Clamps truly exert down thrust force on the workpiece, to prevent it from lifting. A thrust washer underneath the clamp engages a mating offset countersink to provide downward action. Patented design features a slotted countersink. Available in a wide range of sizes, from a miniature #8-32 thread size, up to a powerful 1”-8 thread size with 2500 lbs clamping force. -

Machining Accuracy of Machine Tools
Technical Information Machining Accuracy of Machine Tools Productivity and accuracy of machine tools are important competition aspects. Rapidly changing operating conditions for machine tools, however, make it diffi cult to increase productivity and accuracy. In the manufacture of parts, increasingly small batch sizes have to be produced economically, and yet accurately. In the aerospace industry, maximum cutting capacity is needed for the roughing processes, whereas the subsequent fi nishing processes must be executed with maximum precision. For milling high-quality molds, high material removal rates are required during roughing and excellent surface quality must be obtained after fi nishing. At the same time, maximum contouring feed rates are necessary to realize the required minimum distances between the paths within acceptable machining times. Thermal accuracy of machine tools is becoming increasingly important considering the strongly varying operating conditions in manufacturing. Especially with small production batches that require constantly changing machining tasks, a thermally stable condition cannot be reached. At the same time, the accuracy of the fi rst workpiece is becoming very important for the profi tability of production orders. Constant changes between drilling, roughing and fi nishing operations contribute to the fl uctuations in the thermal condition of a machine tool. During the roughing operations, the milling rates increase to values above 80 %, whereas values below 10 % are reached during fi nishing operations. The increasingly high accelerations and feed rates cause heating of the recirculating ball screw in linear feed drives. Position measurement in the feed drives therefore plays a central role in stabilizing the thermal behavior of machine tools. -

MACHINE VISE SHEETS.Idw
PARTS LIST ITEM QTY PART NUMBER MATERIAL DESCRIPTION 1 1 BASE CAST IRON 2 1 SLIDING JAW CAST IRON 3 2 JAW PLATE SAE 3140 4 1 VISE SCREW SAE 3140 5 1 COLLAR SAE 1020 6 1 SPECIAL KEY SAE 1020 7 1 HANDLE ROD COLD ROLLED STELL 8 2 HANDLE BALL SAE 1020 9 2 SLIDE KEY SAE 1020 10 2 SET SCREW SAE 1016 11 4 SLOTTED FLAT STEEL MILD ANSI B18.6.3 - 10-24 x COUNTERSUNK HEAD 5/8 MACHINE SCREW 12 2 TAPER PIN STANDARD #000 TAPER PIN LEGEND: DIAMETER R RADIUS ° DEGREES COUNTERBORE DEPTH COUNTERSINK MASTER ASSEMBLY SCALE 1 : 1 GENERAL NOTES: FILLEDS AND ROUNDS R.125 UNLESS OTHERWISE NOTED COURSE: DDGT240 INVENTOR NAME: MACHINE VISE TOLERANCE UNLESS SPECIFIED FIG #: DECIMAL INCHES: 14-17 X = ±.020 DRAFTER: XX = ±.010 P. FLORES DIGITAL DESIGN XXX = ±.005 GRAPHICS FRACTIONAL ±1/64" DATE: 10/5/2018 ANGLE ± 1 DEGREE TECHNOLOGY 32 SCALE: SURFACES AS NOTED WWW.DDGT.NET PAGE #: 1 OF 5 PARTS LIST ITEM QTY PART NUMBER 4X 5/16 4X R1 1/8 1 1 BASE 1 4 2 3/4 5/8-8ACME 4X R1/4 5 7 1/4 2X 1/4-20UNC-2B 5/8 5/8-8ACME B R11/16 1 1/4 5 1 1/2 5/8 R1/4 1 3/16 .502 1 3/4 1/8 .498 1 2 1/4 2 3/16 MACHINE VISE STEP 1 B 1 9/16 1 11/16 R1/4 SCALE 1 / 2 SECTION B-B 1 1/16 .502 SCALE 1 / 2 .627 .500 5/16 BASE .625 1.004 SCALE 1 / 2 1.000 1.254 1.250 COURSE: DDGT240 INVENTOR NAME: LEGEND: MACHINE VISE DIAMETER TOLERANCE UNLESS SPECIFIED FIG #: DECIMAL INCHES: 14-17 R RADIUS X = ±.020 DRAFTER: DIGITAL DESIGN XX = ±.010 P. -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -
Feeds & Speeds — Drilling Or Reaming General Purpose
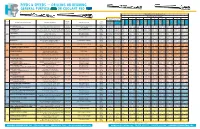
CL RLD ASS WO FEEDS & SPEEDS — DRILLING OR REAMING GENERAL PURPOSE OR COOLANT FED FEED RATE (INCHES PER REVOLUTION) M AD E IN USA HOLE DIAMETER IN INCHES CUTTING SPEED (SFM) 1/8 1/4 3/8 1/2 5/8 3/4 1 11/4 11/2 STARTING RANGE* GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- CHIP BRINELL TOOL. MATERIAL BEING MACHINED MATERIAL EXAMPLES CHIP DESCRIPTION GENERAL COOLANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT CLASS HARDNESS APPLIC. PURPOSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED ALUMINUM ALLOY 308.0, 356.0, 360.0, 380.0, 383.0, 390.0, 30-150 DISCONTINUOUS FLAKY OR DRILL 250-350 375-550 .003 – .005 .004 .007 .005 .008 .006 .010 .006 .011 .007 .014 .009 .017 – .019 – CAST AND WROUGHT 2024, 3003, 4032, 5052, 6061, 7075 (500 kg) LONG STRINGY REAM 150-250 200-300 .004 – .006 .008 .008 .010 .011 .013 .012 .015 .013 .017 .016 .021 .019 .022 .020 .024 COPPER ALLOY 101, 110, 115, 120, 130, 142, 155, 170, 172, 175, 40-200 LONG CONTINUOUS DRILL 125-190 225-300 .002 – .005 .004 .007 .005 .008 .006 .009 .007 .010 .008 .012 .010 .014 – .016 – TOUGH 195, 425, 610, 630, 655, 725, 805, 826, 910 (500 kg) REAM 50-90 70-105 .005 – .006 .008 .008 .010 .010 .013 .011 .014 .012 .016 .014 .018 .016 .019 .017 .020 LEAD ALLOY Alloys 7, 8, 13, 15 10-20 DISCONTINUOUS DRILL 350-450 400-500 .003 – .005 .004 .006 .006 .007 .007 .008 .008 .009 .009 .013 .013 .015 – .017 – 20 1Sb, 4Sb, 6Sb, 8Sb, 9Sb (500 kg) TIGHTLY CURLED REAM 150-250 200-300 -

Drill Press Safety Quiz
Drill Press Safety Quiz Name: ___________________ _ Date: ___________________________ 1. Drill press training is only required if I have no previous experience using a drill press. True False 2. What personal protective equipment should be used when operating a drill presses? A. Respirator B. Gloves C. Safety glasses D. Face shield 3. Before operating a drill press always remember to: A. Secure your hair B. Secure loose clothing C. Remove all jewelry D. All of the above 4. Which of the following three drill bits shanks should only be used in a drill press chuck? A. Triangular, the chuck key, or hex B. Square, round, or hex C. Round, hex, or triangular D. Roller, twist, or triangular 5. You should always position and secure your work piece to prevent it from spinning, and so you do not drill into the table. True False 6. __________ the drill press before changing the belts for speeds. A. Slow down B. Power off C. Speed up D. Keep running 7. When operating a drill press you should: A. Never start the drill with the drill bit pressed against your work B. Operate the drill at appropriate speeds C. Reduce the drilling pressure when the bit begins to break through your work D. All of the above C 10. F, 9. A, 8. D, 7. B, 6. T, 5. C, 4. D, 3. C, 2. F, 1. Answers: 8. ______________ involves plunging the drill bit part way through the work piece, and then retracting it to the surface. This is repeated until the hole is finished. -

Pioneer Double Duck Reed Instructions
v08.13 Turning a Pioneer Double Reed Duck Call Turning the Stopper 1. Mount the 1/2" WoodMaster mandrel into a drill chuck or Supplies Needed collet chuck. • 1 1/2" x 1 1/2" x 6" Blank • Sandpaper/Finish 2. Slide the blank onto the mandrel and tighten the expansion • Duck Call Reed Assembly • Drill or Drill Press screw so the blank will not slip while turning. Do not • 3/4" WoodMaster Mandrel • Eye and Ear Protection overtighten. • 1/2" WoodMaster Mandrel • 1/2" Drill Bit • Glue (Thick CA or Epoxy) • 3/4" Drill Bit 3. Turn a 3/4" dia. tenon that will fit into the barrel. Use a set of calipers to size the tenon. Test the fit of the stopper tenon by Wood Preparation stopping the lathe, and sliding the barrel over the end of the mandrel and onto the stopper tenon. This step may need to be 1. Select a blank 1-1/2" x 1-1/2" x 6". repeated several times. Do not to remove the stopper from 2. Cut the blank to the sizes shown below. the mandrel, as this may alter the alignment. Game Call Instructions3. Mark and drill the blanks as shown below. 3/4" diameter hole Craft 4.Supplies Cut two grooves USA in 1-800-551-887the tenon using the point6 of a skew to for the barrel. 1/2" diameter hole for the stopper. accept the o-rings. The o-rings should be slightly proud of the tenon and no larger or this will cause fitment issues. -

Paul Sellers' Workbench Measurements and Cutting
PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST NOTE When putting together the cutting list for my workbench, I worked in imperial, the system with which I am most comfortable. I was not happy, however, to then provide direct conversions to metric because to be accurate and ensure an exact fit this would involve providing measurements in fractions of millimetres. When I do work in metric I find it more comfortable to work with rounded numbers, therefore I have created two slightly different sets of measurements. This means that in places the imperial measurement given is not a direct conversion of the metric measurement given. Therefore, I suggest you choose one or other of the systems and follow it throughout. © 2017 – Paul Sellers v2 PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST WOOD QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) (THICK X WIDE X LONG) (THICK X WIDE X LONG) 4 Leg 2 ¾” x 3 ¾” x 34 ⅜” 70 x 95 x 875mm 1 Benchtop 2 ⅜” x 12” x 66” 65 x 300 x 1680mm 2 Apron 1 ⅝” x 11 ½” x 66” 40 x 290 x 1680mm 1 Wellboard 1” x 12 ½” x 66” 25 x 320 x 1680mm 4 Rail 1 ½” x 6” x 26” 40 x 150 x 654mm 2 Bearer 1 ¼” x 3 ¾” x 25” 30 x 95 x 630mm 4 Wedge ⅝” x 1 ½” x 9” 16 x 40 x 228mm 4 Wedge retainer ⅝” x 1 ½” x 4” 16 x 40 x 100mm HARDWARE QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) 1 Vise 9” 225mm Dome head bolts (including nuts and washers) for 4 ⅜” x 5” 10 x 130mm bolting legs to aprons 2 Lag screws (with washers) for underside of vise ½” x 2 ½” 12 x 65mm 2 Lag screws for face -

DRAFT – Subject to NIST Approval 1.5 IMPACTS of AUTOMATION on PRECISION1 M. Alkan Donmez and Johannes A. Soons Manufacturin
DRAFT – Subject to NIST approval 1.5 IMPACTS OF AUTOMATION ON PRECISION1 M. Alkan Donmez and Johannes A. Soons Manufacturing Engineering Laboratory National Institute of Standards and Technology Gaithersburg, MD 20899 ABSTRACT Automation has significant impacts on the economy and the development and use of technology. In this section, the impacts of automation on precision, which directly influences science, technology, and the economy, are discussed. As automation enables improved precision, precision also improves automation. Followed by the definition of precision and the factors affecting precision, the relationship between precision and automation is described. This section concludes with specific examples of how automation has improved the precision of manufacturing processes and manufactured products over the last decades. 1.5.1 What is precision Precision is the closeness of agreement between a series of individual measurements, values, or results. For a manufacturing process, precision describes how well the process is capable of producing products with identical properties. The properties of interest can be the dimensions of the product, its shape, surface finish, color, weight, etc. For a device or instrument, precision describes the invariance of its output when operated with the same set of inputs. Measurement precision is defined by the International Vocabulary of Metrology [1] as the "closeness of agreement between indications obtained by replicate measurements on the same or similar objects under specified conditions." In this definition, the "specified conditions" describe whether precision is associated with the repeatability or the reproducibility of the measurement process. Repeatability is the closeness of the agreement between results of successive measurements of the same quantity carried out under the same conditions. -

Stanley CE Certified Products Catalog
Selection, Innovation, CE CERTIFIED Performance PRODUCT Your One-Stop Shop for Hydraulic Tools CATALOG and Attachments CE TOOLS CATALOG INDEX About Hydraulic Tools . 1-2 Breakers . 2-4 Chipping Hammer . 5 Augers . 5 Tamper Drills . 6 Grinders . 7 Hammer Drills . 8 Impact Drills . 9 Impact Wrenches . 10 Diamond Chainsaws . 11 Chainsaw & Cutoff Saw Water Pump . 11 Utility Chain saw . 12 Cutoff Saw . 12 Sump Pumps . 13 Trash Pumps . 14 GREAT BRAND, GREAT TOOLS Power Units . 15 STANLEY has a proud tradition of being a global leader in the development of a wide range of innovative hydraulic products used in a variety of industries and Suggested Carrier Ranges . 16 applications throughout the world. As a proud member of STANLEY Black & Decker, a 175 year old company committed to the manufacture and distribution of quality tools for the professional, industrial, and consumer, we at Stanley Infrastructure are dedicated to providing our customers with innovative customer-driven product Profile Grinders . 16 designs, world class quality, unmatched product support, and superior value. Track Jacks . 17 GLOBAL REPRESENTATION Weld Shear . 17 STANLEY Infrastructure produces an extensive line of products for use in construction, demolition, scrap processing, recycling, utilities, municipalities, railroads, Rail Saw . 18 industry, landscaping, underwater, construction, and specialty trades. STANLEY Infrastructure Tools has sales offices and distributors throughout North America, Central America, South America, Europe, Asia, Australia, and the Middle East. Rail Drill . 18 Hydraulic System Requirements . 19-20 OUR MISSION STANLEY is committed to providing innovative solutions for infrastructure based applications. We are for those who make the world move. B www.stanleyinfrastructure.com 833.723.1843 833.723.1843 www.stanleyinfrastructure.com C CE TOOLS CE TOOLS SERIES BR BREAKERS Nothing equals the impact force of hydraulic-powered breakers. -

Extra Long Screwdriver Bits Kit Box Tool Holders
EXTRA LONG PHILLIPS® EXTRA LONG BITS 150MM 150mm long Phillips® screwdriver bits in three SCREWDRIVER BITS sizes No.1, 2 and 3. Bit Size Order Ref. Price EXTRA LONG TORX® EXTRA LONG POZI® Phillips® No. 1 SNAP/PH/1A £5.00 BITS 150MM BITS 150MM Phillips® No. 2 SNAP/PH/2A £5.00 Phillips® No. 3 SNAP/PH/3A £5.00 150mm long Torx® screw driver bits with round 150mm long Pozi® Screwdriver bits in three shafts. Can be used with T-Star® screws. sizes No.1, 2 and 3. EXTRA LONG Bit Size Machine Screw Order Ref. Price Bit Size Order Ref. Price SQUARE DRIVE BITS ® ® Torx T10 M3 SNAP/TX/10A £5.00 Pozi No. 1 SNAP/PZ/1A £5.00 Two lengths of No.2 Robertson square drive Torx® T15 M3.5 SNAP/TX/15A £5.00 Pozi® No. 2 SNAP/PZ/2A £5.00 bits. 75mm (3”) and 150mm (6”) for use with Torx® T20 M4 SNAP/TX/20A £5.00 Pozi® No. 3 SNAP/PZ/3A £6.00 Pocket Hole Jig. Torx® T25 M5 SNAP/TX/25A £5.00 Bit Size Order Ref. Price Torx® T30 M6 SNAP/TX/30A £5.00 Robertson® No. 2 (3”) SNAP/SQ/2A £4.00 Robertson® No. 2 (6”) SNAP/SQ/2B £5.00 KIT BOX 19 PIECE METRIC KIT BOX Standard Quick Chuck 1, 2, 3, 4, 5, 7 and 7mm drills. No.6, 8 and 10 drill bit guide. No. 4, 6, 8, 10 and 12 drill countersinks and Pozi® No.1, 2 and 3 50mm screwdriver bits.