Demonstrating the Effects of Processing on the Structure and Physical Properties of Plastic Using Disposable PETE Cups Kendra A
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Bringing Reusable Packaging Systems to Life Lessons Learned from Testing Reusable Cups Table of Contents
Bringing Reusable Packaging Systems to Life Lessons Learned from Testing Reusable Cups Table of Contents Introduction SECTION 1 SECTION 4 Setting the Scene Experimentation in Action — Lessons Learned — Reuse Model Insights Piloting Innovative Reusable Top Insights for Reuse How It Works Cup Systems Models SECTION 2 SECTION 5 The Journey of a Reusable What’s Next? — Building the Cup — A Multi-Stage Journey Future for Reuse Models Customer Awareness Sign-up Point-of-Sale SECTION 6 Drink Preparation Point-of-Handoff Appendix Point-of-Return Terms to Know Washing & Sanitizing Citations Pick-up & Delivery Acknowledgements B L E Inventory A T O F SECTION 3 Bringing Reusable Packaging C Systems to Life – Critical O Inputs & Considerations for N Scale S T T Engage Diverse Stakeholders E N Make Sustainable Material Choices Select the Perfect Spot Choose the Right Payment Model Optimize Health & Safety Protocols Measure Impact and Success Bringing Reusable Packaging Systems to Life 2 Dear Reader, If you visualize the current journey of most products and packaging in our economy, including the single-use cup, it looks like a straight line that starts with extracting finite raw materials and ends at the landfill. fter decades of relying on this food, are accelerating the growth of reuse The key to success for reuse models is seemingly convenient linear models. Over the last few years, we’ve seen continually testing, honing and refining them. Asystem, its long hidden costs in innovative companies explore and harness And assessing the environmental impact of terms of economic and environmental groundbreaking reusable packaging and reusable packaging is paramount during this consequences have become clear, bringing refill models, such as Algramo piloting phase of experimentation — we must ensure we us to a tipping point that necessitates a their “smart dispensing” reuse model with don’t introduce new unintended consequences better way forward — one that considers companies like Nestlé and Unilever, among when replacing one system with another. -

STATE of CONNECTICUT Prev
CONTRACT SUPPLEMENT CONTRACT AWARD NO.: SP‐37 Rev. 10/15/13 STATE OF CONNECTICUT Prev. Rev. 7/19/13 12PSX0259 DEPARTMENT OF ADMINISTRATIVE SERVICES Contract Award Date: Ada Rivera PROCUREMENT DIVISION th Contract Specialist 165 Capitol Avenue, 5 Floor South 29 November 2012 Bid Due Date: 860‐713‐5048 HARTFORD, CT 06106‐1659 Telephone Number 8 November 2012 SUPPLEMENT DATE: 26 November 2013 CONTRACT AWARD SUPPLEMENT #2 IMPORTANT: THIS IS NOT A PURCHASE ORDER. DO NOT PRODUCE OR SHIP WITHOUT AN AGENCY PURCHASE ORDER. DESCRIPTION: Food Service Supplies FOR: All Using State Agencies, Political Sub‐Divisions and TERM OF CONTRACT / DELIVERY DATE REQUIRED: Qualified Non‐For‐Profit Organizations December 1, 2012 through November 30, 2015 AGENCY REQUISITION NUMBER: 0000001014 CHANGE TO IN STATE (NON‐SB) CHANGE TO DAS‐CERTIFIED SMALL CHANGE TO OUT OF STATE CHANGE TO TOTAL CONTRACT CONTRACT VALUE BUSINESS CONTRACT VALUE CONTRACT VALUE AWARD VALUE NOTICE TO CONTRACTORS: This notice is not an order to ship. Purchase Orders against contracts will be furnished by the using agency or agencies on whose behalf the contract is made. INVOICE SHALL BE RENDERED DIRECT TO THE ORDERING AGENCY. NOTE: Dollar amounts listed next to each contractor are possible award amounts, however, they do not reflect any expected purchase amounts (actual or implied). They are for CHRO use only. NOTICE TO AGENCIES: A complete explanatory report shall be furnished promptly to the Procurement Manager concerning items delivered and/or services rendered on orders placed against awards listed herein which are found not to comply with the specifications or which are otherwise unsatisfactory from the agency’s viewpoint, as well as failure of the contractor to deliver within a reasonable period of time specified. -

(Plastic Cup) Using Micrococcus Luteus and Masoniella Sp Sivasankari
Scholars Academic Journal of Biosciences (SAJB) ISSN 2321-6883 (Online) Sch. Acad. J. Biosci., 2014; 2(2): 85-89 ISSN 2347-9515 (Print) ©Scholars Academic and Scientific Publisher (An International Publisher for Academic and Scientific Resources) www.saspublisher.com Research Article In Vitro Degradation of Plastics (Plastic Cup) Using Micrococcus Luteus and Masoniella Sp Sivasankari. S* , Vinotha. T Department Of Microbiology, Shri Mathi Indira Gandhi College, Tirchirappalli, Tamil Nadu -620002, India *Corresponding author S. Sivasankari Email: Abstract: Plastic is a broad name given to different polymers with high molecular weight, which can be degraded by various processes. However, considering their abundance in the environment and their specificity in attacking plastics, biodegradation of plastics by microorganisms and enzymes seems to be the most effective process. When plastics are used as substrates for microorganisms, evaluation of their biodegradability should not only be based on their chemical structure, but also on their physical properties (melting point, glass transition temperature, crystallinity, storage modulus etc.). Present paper investigates the possibility of plastic degradation by microbes isolated from forest soil. The invitro degradation was studied by litter bag experiment by taking 1 g of each plastic and buried under forest soil at a depth of 15 cm from the surface during the month of September to February, 2010. An in-vitro experiment was started after collecting the plastic samples from the litter bag experiment and the microbes were isolated from the surface of the plastic. Then the isolated microbes inoculated in the nutrient agar. Result showed that no variety of plastic comfortable degraded under burial condition during 45 days. -

The Chemical Story Behind Non- Petroleum-Based Plastics
THE CHEMICAL STORY BEHIND NON- PETROLEUM-BASED PLASTICS Every year, millions of tons of plastic are discarded into landfills, where they will take hundreds of years to break down. New biodegradable plastics offer a potential solution to this problem. image source Let’s back up and talk about “traditional” plastics first. In addition to being landfilled, some plastic is disposed of improperly, leading to plastic pollution on land and in lakes and oceans where they persist. Once in the environment, animals can accidentally eat the plastic but are incapable of digesting it, so the plastic just sits in their stomachs. Over time, the plastic can block off their digestive system, and the animal will starve. Luckily, there are plastics that are designed to break down rapidly upon disposal. These types of plastics are known as biodegradable plastics, meaning that organisms can decompose the plastic in the environment. When biodegradable plastics are decomposed, they are converted to chemicals found in nature, often carbon dioxide and water. The organisms that carry out the decomposition are generally microorganisms like bacteria. Instead of hundreds of years, most biodegradable plastics take only a few months to decompose after they’ve been thrown away. Many of the biodegradable plastics produced today can be made from renewable resources. I’m going to talk about a few different biodegradable plastics in use today. A biodegradable plastic that is heavily used today is called polylactic acid, or PLA, for short. Polylactic acid is most often made from corn. It has a variety of uses, the most notable being for plastic cups, but it can also be used for compost bags, disposable tableware, and in upholstery. -

Food Service Disposable
DISTRIBUTION LIST Job Name USSIV00086389 2018 Facility Solutions Cat ◊ Pricing File Name USSIV00086389_P3_CARTON UNPRICED_F0550_C0551 P3 Proof Date January 5, 2018 3:05 PM PAGE CONTROL CARTON Page Info BLEED +0p9 TRIM 7.9375 × 10.375 550 0551 UNPRICED SUBCATEGORY_2 PAPER CUPS & LIDS CUPS & LIDS CUTLERY DINNERWARE NAPKINS & DISPENSERS PARTY SUPPLIES FOOD STORAGE & CONTAINERS FOOD WRAP PAPER & BAGS CLEANING & SANITIZING CUPS 18-FA-CU-RNU 18-FA-CU-RNU FOODSERVICE DISPOSABLES 550 CAN’T FIND WHAT YOU NEED? CALL & LET US HELP. ••• DISTRIBUTION LIST Job Name USSIV00086389 2018 Facility Solutions Cat ◊ Pricing File Name USSIV00086389_P3_CARTON UNPRICED_F0551_C0552 P3 Proof Date January 5, 2018 3:08 PM PAGE CONTROL CARTON Page Info BLEED +0p9 TRIM 7.9375 × 10.375 551 0552 UNPRICED SUBCATEGORY_2 BUYING GUIDE GLOVES FOR FOODSERVICE See pages 314-317, 608 for our selection of foodservice gloves. Use our Feature Key to find gloves that help you maintain safety and hygiene standards. 1 Thin 5 High Dexterity 2 Medium Thickness 6 Powdered for Easy On/Off 3 Thick 7 Embossed/Textured Grip 4 High Protection/Tear Strength 8 Fits Either Hand Latex Synthetic No. Features How to Order No. Features How to Order BWK 355SBX 2 5 6 8 See p. 316 BWK 315SBX 3 7 8 See p. 317 BWK 355MBX 2 5 6 8 See p. 316 BWK 315MBX 3 7 8 See p. 317 BWK 355LBX 2 5 6 8 See p. 316 BWK 315LBX 3 7 8 See p. 317 BWK 345MBX 2 5 8 See p. 316 BWK 315XLBX 3 7 8 See p. 317 BWK 345LBX 2 5 8 See p. -

Trend in Engineering
theTrend Autumn 2006: Volume 56, Issue 2 in engineering Hot Ideas out of the lab and into the world... Page 6 Message from the Dean News Spotlight Great Expectations As fall quarter kicks off, you can “Ideas to Innovation” (i2i) summit feel the energy of new and returning attended by 65 top executives of students. As a new kid myself, I’m as area companies as well as key local, excited as a first-year student. state and federal leaders. Among a Since mid-August, I’ve met with number of things, we talked about many faculty and staff members UW Engineering and its excellent in a series of “boot camps.” Each track record in taking innovations session introduced me to more of to market. As dean, I will strengthen the college’s work. Lots of days, it these partnerships. was intense, like drinking from a fire UW Engineering has a strong How do students fit into this hose. We hashed out our strengths, culture of interdisciplinary teamwork picture? Great expectations. We train our challenges, our plans for re- and research innovation, but the students to be more than competent search and education initiatives, all bar needs to be higher, with goals engineers seeking design or project in big chunks. It was exhausting and stretching to the global arena. This management jobs. We prepare them exhilarating, but gradually a theme requires significant resources, always to work in a complex, highly tech- emerged: the importance of commu- a major challenge. nological world. It means more nity, not just our internal university An August 22 feature article in undergraduates will participate in community, but our connection to The Seattle Times reported that interdisciplinary research projects the communities where we live. -
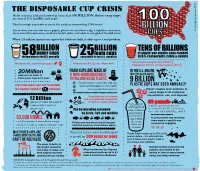
Infographic Research & Design by Steelysdrinkware.Com Cup Waste Data Sources >> Paper Cup Waste: U.S
THE DISPOSABLE CUP CRISIS Hello America. Did you know that more than 100 BILLION throw-away cups are sent to U.S. landfills each year? 100 That’s enough cup trash to circle the earth an astounding 1,744 times! BILLION © Steelys Drinkware 2013 © Steelys Drinkware 2013 Every time you use and toss a paper, plastic or styrofoam cup, it depletes resources, increases C02 emissions, escalates health risks, and adds to our global landfill crisis. CUPS When 315 million Americans repeat this behavior daily, it adds up to a real problem. BILLION BILLION TENS OF BILLIONS 58paper cups 25foam cups of single-use plastic cups trashed thrown away in the U.S. annually consumed in the U.S. annually at U.S. restaurants, cafes & events Polyethylene Terephthalate (PETE) 1 Mostly plastic-coated virgin paper Polystyrene (PS) 6 aka “Styrofoam” Polystyrene (PS) 6 & Polypropylene (PP) 5 Foam cups are made of In the U.S. airline 20Million industry alone almost trees are cut down to a non-biodegradable, make paper cups each year petroleum-based plastic 9 Billion Contains toxic chemicals that can Every four paper cups are responsible leach and threaten human health plastic cups are used anNually for creating 1 pound of co2 emissions and reproductive systems Foam litter hard to contain 12Billion and is a signifcant component gallons of water are used to of land and water pollution make a year’s worth of THE LARGEST of plastic, per person, per year CATEGORIES OF paper cups Can be fatal when consumed are trashed in the U.S., comprising PLASTIC WASTE up to 30% OF LANDFILL -

PLASTIC REVOLUTION to REALITY a Roadmap to Halve Australia’S Single-Use Plastic Litter Credits and Acknowledgements
2020 PLASTIC REVOLUTION TO REALITY A roadmap to halve Australia’s single-use plastic litter Credits and acknowledgements The report was written in association with Boston Consulting Group, and the team comprised Sarah Black, Kayne Harwood, Susanna Lees, Keet Kuhanandan, James Clements, Katherine Dickson, Paulien Mijer, Lucie Le Miere, Joyce Guo, Des Kheng, Vinisha Rathod and Kirsten Lees. Boston Consulting Group (BCG) partners with leaders in business and society to tackle their most important challenges and capture their greatest opportunities. BCG was the pioneer in business strategy when it was founded in 1963. Today, we help clients with total transformation—inspiring complex change, enabling organisations to grow, embedding sustainable business practices, building competitive advantage, and driving bottom-line impact. Our diverse, global teams bring deep industry and functional expertise and a range of perspectives to spark change. BCG delivers solutions through leading-edge management consulting along with technology and design, corporate and digital ventures—and business purpose. We work in a uniquely collaborative model across the firm and throughout all levels of the client organisation, generating results that allow our clients to thrive. WWF is one of the world’s largest and most experienced independent conservation organisations, with over five million supporters and a global network active in more than 100 countries. WWF’s mission is to stop the degradation of the planet’s natural environment and to build a future in which humans live in harmony with nature, by conserving the world’s biological diversity, ensuring that the use of renewable natural resources is sustainable, and promoting the reduction of pollution and wasteful consumption. -

Coffee Cup Experiment
Coffee Cup Experiment What kind of coffee container will keep coffee hot most effectively? Abstract: This experiment investigated the insulation properties of three different coffee containers. This kind of problem would be of special interest to coffee shop owners, who would like to figure out which cup insulates the best with the lowest cost. In the experiment, hot water was placed in each of the cups in equal amounts and left on a counter to cool. Temperature data was taken over the course of half an hour while they were cooling, with data points of the three cups taken every ten seconds. Experimental data gathered from these experiments suggests that a Styrofoam cup insulates slightly better than a plastic mug, and that both insulate better than a paper cup. Problem: Which coffee container insulates a hot liquid most effectively? Hypothesis: The plastic mug will insulate heat the best because it is the bulkiest and is designed especially for holding hot liquids. Materials: 3 coffee containers with lids (plastic cup, Styrofoam cup, plastic mug) NXT brick 3 NXT temperature sensors Large beaker Hot plate Permanent Marker Procedure: First, the three containers were filled with an equal amount of water, and the marker was used to mark the water level in each. Then, the containers were emptied and water was heated in the beaker on the hot plate. In this experiment, the water was heated until boiling, but this does not need to be the case. Then the containers were filled to the previously marked line with the hot water and a temperature sensor connected to a single NXT was placed in each. -

Plastic Profits: 8 1
Disposable plastics, indispensable planet English summary PlasticProfits: 8 2020 | 1 DIRTY PROFITS 8 PROFITS DIRTY | FACING FINANCE FACING Contents Summary: Companies and banks are in the same boat – and it’s made of plastic Plastic – the last straw? Plastic: here to stay The plastic journey: from oil and gas to waste Industry initiatives – greenwashing or rethinking? Methodology Features Shell’s plastic complex in Pennsylvania Let’s set the record straight and #breakfreefromplastic Harmful investments Financial research In dialogue with European banks Recommendations Sources Disclaimer: This report is a summary of the German Report Dirty Profits 8: Einweg ohne Ausweg? Plastikprofite von Banken und Konzernen und ihre Folgen für die Umwelt. The full report can be downloaded here: dp8.facing-finance.org Cover picture: The three-year-old polar bear Aurora plays with a plastic Coca-Cola bottle in Royev Ruchey Zoo, Krasnoyarsk, Russia (2013). © Ilya Naymushin, picture alliance / Reuters. Microplastics in the seas now outnumber stars in our galaxy. From remote islands to the Arctic, nowhere is untouched. If present trends continue, by 2050 our oceans will have more plastic than fish.“ António Guterres, Secretary-General of the United Nations 2020 | DIRTY PROFITS 8 PROFITS DIRTY | 3 FINANCE FACING Summary: Companies and banks are in the same boat – and it’s made of plastic FINANCING INVESTMENTS IN MILLIONS OF IN MILLIONS OF EUROS EUROS 24 205 3 079 IN MILLIONS OF EUR Oil and gas sector 16 905 BNP Paribas 3 293 2 404 Commerzbank 72 20 199 2 251 21 693 Deutsche Bank 11 456 Chemical industry 24 655 HSBC 7 714 94 566 51 653 TOTAL 7 756 ING 43 10 651 Santander 520 UBS 7 161 42 115 17 888 28 511 3 341 Consumer goods sector UniCredit 43 8 049 28 434 E-commerce European banks contribute to and profit from global plastic 2020 pollution through their investments and financing. -

Download Proxy Memo
2019 Proxy Memo Starbucks Corp. Request: Report on Sustainable Packaging Strategy Shareholder Proposal to Starbucks Corp. Report on Sustainable Packaging Strategy The proposal The proposal asks the company to report on reducing environmental impact by stepping up activity on leadership actions such as global cup recycling and reinvigorating its failed reusables goal, and putting recycled content in its plastic cups. It also asks the company to study the impact of doing business in areas lacking recycling and waste management capacity, and to provide specific data about how many cups are actually recycled. Rationale for a “Yes” vote Starbucks’ use of plastic cups is growing rapidly. The company says half of its beverages served are now cold drinks, typically served in plastic cups, up from 37% just five years ago. Its plastic cups have no recycled content. Concerns over plastic pollution of land and water have risen dramatically in the last two years as studies estimate that 8 million tons of plastic ending up in oceans annually. This has led some governments to ban some plastic straws and plastic takeout packaging. Last year, Starbucks took positive actions in two areas of concern on plastic pollution: cup recycling and plastic straws, as a result of an As You Sow proposal. This year’s proposal deals with two other important issues it did not act on: boosting reusable container use and expanding recycling commitments to rapidly growing markets in Asia. The company failed to attain a high-profile 2015 commitment to serve 25% of beverages in reusable cups as concerns have grown over single use packaging waste. -

Plastic Reduction Case Studies
Plastic Reduction Case Studies Shengyuan Su, Yazhou Li, Emma Maschal, and Yuejiao Ha Dr. Emily Klein, advisor April 23, 2015 Masters project submitted in partial fulfillment of the requirements for the Master of Environmental Management degree in the Nicholas School of the Environment of Duke University 2015 Executive Summary Plastic is as one of the most common and convenient materials in modern society. The use of plastic is increasingly controversial, however, because of its negative impacts on the environment, biodiversity, and human health. Plastic does not naturally biodegrade in the environment. Instead, it breaks down into small particles (micro-plastics) that can negatively impact human health by releasing toxins into the food chain and by poisoning wildlife and marine life. As awareness of the harm of plastic products increases, companies are searching for efficient and low-cost ways to reduce their use of plastic. Nevertheless, plastic reduction is challenging in many industries, especially when plastic products are an important part of their daily services. Though facing difficulties, companies and organizations have taken steps to reduce plastic consumption. Companies that have developed effective plastic reduction practices can serve as examples for peers in the same industries. Two particularly plastic- intensive industries are hotels and restaurants. Leaders in these sectors have developed innovative approaches to reduce, recycle, and reuse the plastic consumed during their operations. This project investigates the current plastic reduction practices among such leaders in the restaurant and hotel industries, and provides practical strategies for the improvement of sustainability performance in these and related business sectors. We begin by reviewing the literature regarding the use of plastic, the environmental impacts of plastic products, the plastic reduction practices in industrial sectors, and the future forecasts about plastic consumption.