Industrial Process Industrial Process
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Panorama CPC December 2014 1 in the FIRST PERSON Nikolay Tokarev: “Transneft Highly Appreciates the Established Partner Relations”
December 2014 In Focus: CPC People p. 20–33 Contents: The General Director and Shareholders of the Consortium – on the results of 2014 6 p. 1–9 / Expansion Project: “We have learnt how to work together” 6 p. 10 / Year of Culture: A gift of new opportunities from CPC 6 p. 18 / About Love – in the female voice 6 p. 36 / Made in the USSR: the story of the construction of the first oil pipeline to the Black Sea 6 p. 40 IN THE FIRST PERSON Nikolay Brunich: “The 2014 Results: Call for Optimism.” DEAR COLLEAGUES, FRIENDS, The passing year, 2014, was the Consortium’s head offi ce in rich in important events and Moscow. Large scale construction will defi nitely enter CPC’s work is under way at the existing history as an important one for facilities, and oil transportation the development of the whole is continually increasing. The Consortium. We have completed successful combination of Phase 1 Expansion Project expansion and operation is facilities and are proceeding possible because we are one confi dently with Phase 2. With team and are capable of almost Facilities). Yury Belov is a relative new facilities already in operation unspoken understanding. At newcomer to the Consortium, but we will be able to achieve a regular meetings with CPC he has managed to quickly blend considerable increase in the regional supervisors I always into the team and has shown him- pipeline system’s throughput see for myself that they are well self to be a good leader. Well done! capacity. Prior to expansion, aware of how things are on the A true leader leads by personal ex- the pipeline transported Expansion Project, and are fully ample and creates a sense of team approximately 30 mln t of oil in control of the situation. -

Theories of Architecture Lecture-8- Architecture in the Beginnings of 20Th Century 1915- 1930
Theories of Architecture Lecture-8- Architecture in the beginnings of 20th century 1915- 1930 CONSTRUCTIVISM Prepared by Tara Azad Rauof This lecture Context: The Origin Characteristics of Constructivism A revolution in architecture Famous Constructivism Pioneers Constructivism [The Origin]: Constructivist architecture emerged from the wider constructivist art movement, which grew out of Russian Futurism in the Soviet Union in the 1920s and early 1930s. After the Russian Revolution of 1917 it turned its attentions to the new social demands and industrial tasks required of the new regime. Two distinguished approach emerged, the first was encapsulated in Antoine Pevsner's and Naum Gabo's Realist manifesto which was concerned with space and rhythm, the second represented those who argued for pure art and the Productivists, a more socially-oriented group who wanted this art to be absorbed in industrial production such as Vladimir Tatlin. A central aim of the Constructivists was instilling the avant-garde in everyday life. From 1927 they worked on projects for Workers' Clubs, communal leisure facilities usually built in factory districts. Among the most famous of these are the Kauchuk, Svoboda and Rusakov clubs. Characteristics of Constructivism: * Combined engineering and technology with political ideology. * Constructivist art had attempted to apply a three-dimensional cubist vision to wholly abstract non-objective 'constructions' with a characterized by movement element. * Technological details such as signs, and projection screens * Abstract geometric shapes. * Glass and steel * The term Constructivism has frequently been used since the 1920s, in a looser fashion, to evoke a continuing tradition of geometric abstract art constructed from autonomous visual elements such as lines and planes. -

Oxidation Processes: Experimental Study and Theoretical Investigations
Oxidation Processes: Experimental Study and Theoretical Investigations By Nada Mohammed Al-Ananzeh A Dissertation Submitted to the Faculty of the WORCESTER POLYTECHNIC INSTITUTE in partial fulfillment of the requirements for the Degree of Doctor of Philosophy in Chemical Engineering April 2004 Approved by: --------------------------------------------------------------------------------------- Robert Thompson, Ph.D., Advisor Professor of Chemical Engineering Worcester Polytechnic --------------------------------------------------------------------------------------- John Bergendahl, Ph.D. Assistant Professor of Civil and Environmental Engineering Worcester Polytechnic Institute -------------------------------------------------------------------------------- Fabio H. Ribeiro, Ph.D. Professor of Chemical Engineering Purdue University i Abstract Oxidation reactions are of prime importance at an industrial level and correspond to a huge market. Oxidation reactions are widely practiced in industry and are thoroughly studied in academic and industrial laboratories. Achievements in oxidation process resulted in the development of many new selective oxidation processes. Environmental protection also relies mainly on oxidation reactions. Remarkable results obtained in this field contributed to promote the social image of chemistry which gradually changes from being the enemy of nature to becoming its friend and savior. This study dealt with two aspects regarding oxidation process. The first aspect represented an experimental study for the catalytic -
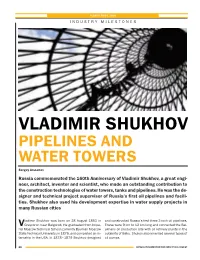
Vladimir Shukhov Pipelines and Water Towers
PLASTIC PIPES 2014 INDUSTRY MILESTONES VLADIMIR SHUKHOV PIPELINES AND WATER TOWERS Sergey Arssenev Russia commemorated the 160th Anniversary of Vladimir Shukhov, a great engi- neer, architect, inventor and scientist, who made an outstanding contribution to the construction technologies of water towers, tanks and pipelines. He was the de- signer and technical project supervisor of Russia’s first oil pipelines and facili- ties. Shukhov also used his development expertise in water supply projects in many Russian cities ladimir Shukhov was born on 28 August 1853 in and constructed Russia’s first three 3-inch oil pipelines. VGrayvoron near Belgorod. He graduated from Impe- These were 9 km to 12 km long and connected the Bal- rial Moscow Technical School (currently Bauman Moscow akhany oil production site with oil refinery plants in the State Technical University) in 1876, and completed an in- outskirts of Baku. Shukov also invented several types of ternship in the USA. In 1878–1879 Shukhov designed oil pumps. 68 ANNUAL INFORMATION AND ANALYTICAL DIGEST PLASTIC PIPES 2014 INDUSTRY MILESTONES In 1878 Shukhov designed and constructed the first cylindrical reservoirs / oil storages for the Baku oil pro- duction sites. Before Shukhovs’s reservoirs, oil was stored in drums and ponds and polluted the environment and soil. At the end of XIX, oil and oil products in the USA and Europe were stored in square tanks. The construc- tion office of Alexander Bari, where Shukhov was a Chief Engineer and a business partner, had built over 20,000 cylindrical reservoirs. Nowadays there are hun- dreds of thousands of reservoirs built all over the world using Shukhov’s design. -

Adventures in the Soviet Imaginary: Children’S Books and Graphic Art
Adventures in the Soviet Imaginary: Children’s Books and Graphic Art Twenty years after the demise of the Soviet Union, its culture continues to fascinate and mystify. Like other modern states, the Soviet Union exercised its power not only through direct coercion, but also through a vast media system that drew on the full power and range of modern technologies and aesthetic techniques. This media system not only served as a tool of central power, but also provided a relatively open space where individuals could construct their own meanings and identities. Children’s books and posters were two of the primary media through which a distinct Soviet imaginary was created, disseminated, and reinterpreted. Benefiting from the energy of young artists and from technological innovations in production, both media provided attractive and affordable products in huge print runs, sometimes reaching the hundreds of thousands. Despite the massive scale of production, their direct address and interactive construction encouraged a sense of individual autonomy, even as they enforced a sense of social belonging. Soviet images were unusually intensive, communicating enormous amounts of cultural information with immediacy and verve. But they were also extensive, achieving broad distribution through society, constantly being copied, reiterated, and transposed from one medium to another. While elite artists continued to exercise leadership in traditional media, professional graphic artists brought formal and thematic innovations into such mundane spaces as the workplace, the barracks, the school, and even the nursery. Thus Soviet cultural identity was shaped not only through state ideology and propaganda, but also through everyday activities that could be edifying, productive, and even fun. -

Ni-DOPED Cu-BTC for DIRECT HYDROXYLATION of BENZENE to PHENOL”
1 UNIVERSIDAD DE INVESTIGACIÓN DE TECNOLOGÍA EXPERIMENTAL YACHAY School of Chemical Sciences and Engineering TITTLE: “Ni-DOPED Cu-BTC FOR DIRECT HYDROXYLATION OF BENZENE TO PHENOL”. Trabajo de integración curricular presentado como requisito para la obtención del título de Ingeniero en Polímeros Author: Zenteno Sanchez Jeremee Paul Advisor: PhD Terencio Thibault Urcuquí, September 2019 2 3 4 5 6 Acknowledgments For god, family, and friends. For my family that has always been there to support me every day especially my mother who believes and supports me in the good and bad moments. For my friends and the special people who are an excellent company through these years and the good moments that I shared with them. For all the teachers that teach me in every class, especially Thibault Terencio excellent mentor that support and guiding me throughout the last year of this project. For all of them, thank you so much. 7 Abstract Metal Organic Frameworks (MOFs) are novel materials with vast applications such as catalysis, dye adsorption, drug retention, or gas storage.1 MOFs can retain molecules inside their microporosity or onto its surface due to its 3D structure. One of the main advantages of the MOFs is the chemical diversity present at their surface because they consist of an organic ligand and a metal center. In this case, Copper (II) acts as the metal center and benzene-1, 3, 5 tricarboxylic acid BTC as the organic ligand, to form HKUST-1 (also known as Cu-BTC or MOF-199). Despite the diversity of existing inorganic and organic parts, each MOF usually contains only one type of transition metal. -

Architectural Geometry
Architectural geometry Item Type Article Authors Pottmann, Helmut; Eigensatz, Michael; Vaxman, Amir; Wallner, Johannes Citation Architectural geometry 2014, 47:145 Computers & Graphics Eprint version Post-print DOI 10.1016/j.cag.2014.11.002 Publisher Elsevier BV Journal Computers & Graphics Rights NOTICE: this is the author’s version of a work that was accepted for publication in Computers & Graphics. Changes resulting from the publishing process, such as peer review, editing, corrections, structural formatting, and other quality control mechanisms may not be reflected in this document. Changes may have been made to this work since it was submitted for publication. A definitive version was subsequently published in Computers & Graphics, 26 November 2014. DOI: 10.1016/j.cag.2014.11.002 Download date 05/10/2021 12:43:44 Link to Item http://hdl.handle.net/10754/555976 Architectural Geometry Helmut Pottmann a,b, Michael Eigensatz c, Amir Vaxman b, Johannes Wallner d aKing Abdullah University of Science and Technology, Thuwal 23955, Saudi Arabia bVienna University of Technology, 1040 Vienna, Austria cEvolute GmbH, 1040 Vienna, Austria dGraz University of Technology, 8010 Graz, Austria Abstract Around 2005 it became apparent in the geometry processing community that freeform architecture contains many problems of a geometric nature to be solved, and many opportunities for optimization which however require geometric understanding. This area of research, which has been called architectural geometry, meanwhile contains a great wealth of individual contributions which are relevant in various fields. For mathematicians, the relation to discrete differential geometry is significant, in particular the integrable system viewpoint. Besides, new application contexts have become available for quite some old-established concepts. -

Шухов Формула Архитектуры Shukhov. Formula of Architecture
Шухов Shukhov. Формула Formula архитектуры of Architecture Москва Moscow 2019 Издание приурочено Государственный научно- Участники выставки Каталог This book is published Schusev State Museum Project participants Catalogue к выставке «Шухов. исследовательский музей of Architecture архитектуры имени А. В. Щусева Архив Российской академии наук Составители on the occasion of the Archive of the Russian Academy Editors Формула архитектуры» (Москва) Марк Акопян, Елена Власова exhibition project Shukhov. Chief Curator of Collections of Sciences (Moscow) Mark Akopian, Elena Vlasova Парадная анфилада Главный хранитель Formula of Architecture M. Kostyuk Российский государственный архив Russian State Archive of Scientific and Государственного научно- М. А. Костюк Авторы Schusev State Museum Essay authors научно-технической документации Марк Акопян (Государственный Deputy Director of Education Technical Documentation (Moscow) исследовательского Заместитель директора (Москва) of Architecture K. Smirnova Mark Аkopian (Schusev State Museum научно-исследовательский музей Central State Archive of Moscow музея архитектуры по просветительской of Architecture, Moscow) Центральный государственный архитектуры имени А. В. Щусева, Enfilade Research Department for the деятельности Popov Central Museum имени А. В. Щусева архив города Москвы Москва) of the Main Building Storage of Unique Photographs Elena Vlasova (Schusev State Museum К. В. Смирнова of Communications (St. Petersburg) 22.10.2019 — 19.01.2020 M. Ametova, N. Askerko of Architecture, Moscow) Центральный музей связи имени Елена Власова (Государственный October 22, 2019 — Научный отдел хранения Central Museum of the Navy А. С. Попова (Санкт-Петербург) научно-исследовательский музей January 19, 2020 Research Department for the Matthias Beckh (Technische Кураторы уникальных фотографий (St. Petersburg) архитектуры имени А. В. Щусева, Storage of Three-Dimensional Universität Dresden, Germany) Марк Акопян, Елена Власова М. -

Building the Revolution. Soviet Art and Architecture, 1915
Press Dossier ”la Caixa” Social Outreach Programmes discovers at CaixaForum Madrid the art and architecture from the 1920s and 30s Building the Revolution. Soviet Art and Architecture 1915-1935 The Soviet State that emerged from the 1917 Russian Revolution fostered a new visual language aimed at building a new society based on the socialist ideal. The decade and a half that followed the Revolution was a period of intense activity and innovation in the field of the arts, particularly amongst architects, marked by the use of pure geometric forms. The new State required new types of building, from commune houses, clubs and sports facilities for the victorious proletariat, factories and power stations in order to bring ambitious plans for industrialisation to fruition, and operations centres from which to implement State policy and to broadcast propaganda, as well as such outstanding monuments as Lenin’s Mausoleum. Building the Revolution. Soviet Art and Architecture 1915-1935 illustrates one of the most exceptional periods in the history of architecture and the visual arts, one that is reflected in the engagement of such constructivist artists as Lyubov Popova and Alexander Rodchenko and and Russian architects like Konstantin Melnikov, Moisei Ginzburg and Alexander Vesnin, as well as the European architects Le Corbusier and Mendelsohn. The exhibition features some 230 works, including models, artworks (paintings and drawings) and photographs, featuring both vintage prints from the 1920s and 30s and contemporary images by the British photographer Richard Pare. Building the Revolution. Soviet Art and Architecture 1915-1935 , is organised by the Royal Academy of Arts of London in cooperation with ”la Caixa” Social Outreach Programmes and the SMCA-Costakis Collection of Thessaloniki. -
Presidential Green Chemistry Challenge Awards Program Summary of 1998 Award Entries and Recipients
awrd98final.qxd 8/24/99 1:13 PM Page a United States Pollution Prevention and EPA744-R-98-001 Environmental Protection Toxics (7406) November 1998 Agency www.epa.gov/greenchemistry 1EPA The Presidential Green Chemistry Challenge Awards Program Summary of 1998 Award Entries and Recipients 2 Printed on paper that contains at least 20 percent postconsumer fiber. awrd98final.qxd 8/24/99 1:13 PM Page i The Presidential Green Chemistry Challenge Awards Program Contents Summary of 1998 Award Entries and Recipients . 1 Awards . 2 Academic Awards . 2 Small Business Award . 4 Alternative Synthetic Pathways Award . 5 Alternative Solvents/Reaction Conditions Award . 6 Designing Safer Chemicals Award . 7 Entries From Academia . 8 Entries From Small Businesses . 27 Entries From Industry and Government . 38 Index . 70 i awrd98final.qxd 8/24/99 1:13 PM Page ii ii awrd98final.qxd 8/24/99 1:13 PM Page 1 The Presidential Green Chemistry Challenge Awards Program Summary of 1998 Award Entries and Recipients President Clinton announced the Green Chemistry Challenge on March 16, 1995, as one of his Reinventing Environmental Regulations Initiatives. According to President Clinton, the Green Chemistry Challenge was established to “promote pollution prevention and indus- trial ecology through a new U.S. Environmental Protection Agency (EPA) Design for the Environment partnership with the chemical industry.” More specifically, the program was established to recognize and support fundamental and innovative chemical methodolo- gies that are useful to industry and that accomplish pollution prevention through source reduction. EPA Administrator Carol Browner announced the Green Chemistry Challenge Awards Program on October 30, 1995. -

Acetone from Singapore and Spain
CONTENTS Page Determinations .............................................................................................................................. 1 Views of the Commission ............................................................................................................... 3 Part I: Introduction .............................................................................................................. I-1 Background ................................................................................................................................ I-1 Statutory criteria ....................................................................................................................... I-2 Organization of report ............................................................................................................... I-3 Market summary ....................................................................................................................... I-3 Summary data and data sources ............................................................................................... I-4 Previous and related investigations .......................................................................................... I-4 Nature and extent of sales at LTFV ........................................................................................... I-5 Sales at LTFV .......................................................................................................................... I-5 The subject merchandise ......................................................................................................... -
Generative Modelling and Artificial Intelligence for Structural Optimization of a Large Span Structure
POLITECNICO DI TORINO Master's Thesis in Civil Engineering Generative Modelling and Artificial Intelligence for Structural Optimization of a Large Span Structure Topology, Size and Shape Optimization Supervisors: Candidate: Prof. Giuseppe Carlo Marano Utku Pasin Laura Sardone Company: One Works S.p.A. Academic Year 2020/2021 Contents ABSTRACT .......................................................................................................................................................1 1. OPTIMIZATION ISSUES...........................................................................................................................3 1.1 Introduction ..............................................................................................................................................3 1.2 Structural Optimization ............................................................................................................................4 1.2.1 Sizing Optimization ...........................................................................................................................5 1.2.2 Shape Optimization ...........................................................................................................................7 1.2.3 Topological Optimization ..................................................................................................................8 2. PARAMETRIC DESIGN: A NEW APPROACH TO GENERATIVE DESIGN ................................12 2.1 Introduction ............................................................................................................................................12