Characterization of Tantalum Polymer Capacitors
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Vacuum Tube Theory, a Basics Tutorial – Page 1
Vacuum Tube Theory, a Basics Tutorial – Page 1 Vacuum Tubes or Thermionic Valves come in many forms including the Diode, Triode, Tetrode, Pentode, Heptode and many more. These tubes have been manufactured by the millions in years gone by and even today the basic technology finds applications in today's electronics scene. It was the vacuum tube that first opened the way to what we know as electronics today, enabling first rectifiers and then active devices to be made and used. Although Vacuum Tube technology may appear to be dated in the highly semiconductor orientated electronics industry, many Vacuum Tubes are still used today in applications ranging from vintage wireless sets to high power radio transmitters. Until recently the most widely used thermionic device was the Cathode Ray Tube that was still manufactured by the million for use in television sets, computer monitors, oscilloscopes and a variety of other electronic equipment. Concept of thermionic emission Thermionic basics The simplest form of vacuum tube is the Diode. It is ideal to use this as the first building block for explanations of the technology. It consists of two electrodes - a Cathode and an Anode held within an evacuated glass bulb, connections being made to them through the glass envelope. If a Cathode is heated, it is found that electrons from the Cathode become increasingly active and as the temperature increases they can actually leave the Cathode and enter the surrounding space. When an electron leaves the Cathode it leaves behind a positive charge, equal but opposite to that of the electron. In fact there are many millions of electrons leaving the Cathode. -

Introduction What Is a Polymer Capacitor?
ECAS series (polymer-type aluminum electrolytic capacitor) No. C2T2CPS-063 Introduction If you take a look at the main board of an electronic device such as a personal computer, you’re likely to see some of the six types of capacitors shown below (Fig. 1). Common types of capacitors include tantalum electrolytic capacitors (MnO2 type and polymer type), aluminum electrolytic capacitors (electrolyte can type, polymer can type, and chip type), and MLCC. Figure 1. Main Types of Capacitors What Is a Polymer Capacitor? There are many other types of capacitors, such as film capacitors and niobium capacitors, but here we will describe polymer capacitors, a type of capacitor produced by Murata among others. In both tantalum electrolytic capacitors and aluminum electrolytic capacitors, a polymer capacitor is a type of electrolytic capacitor in which a conductive polymer is used as the cathode. In a polymer-type aluminum electrolytic capacitor, the anode is made of aluminum foil and the cathode is made of a conductive polymer. In a polymer-type tantalum electrolytic capacitor, the anode is made of the metal tantalum and the cathode is made of a conductive polymer. Figure 2 shows an example of this structure. Figure 2. Example of Structure of Conductive Polymer Aluminum Capacitor In conventional electrolytic capacitors, an electrolyte (electrolytic solution) or manganese dioxide (MnO2) was used as the cathode. Using a conductive polymer instead provides many advantages, making it possible to achieve a lower equivalent series resistance (ESR), more stable thermal characteristics, improved safety, and longer service life. As can be seen in Fig. 1, polymer capacitors have lower ESR than conventional electrolytic Copyright © muRata Manufacturing Co., Ltd. -

Review of Technologies and Materials Used in High-Voltage Film Capacitors
polymers Review Review of Technologies and Materials Used in High-Voltage Film Capacitors Olatoundji Georges Gnonhoue 1,*, Amanda Velazquez-Salazar 1 , Éric David 1 and Ioana Preda 2 1 Department of Mechanical Engineering, École de technologie supérieure, Montreal, QC H3C 1K3, Canada; [email protected] (A.V.-S.); [email protected] (É.D.) 2 Energy Institute—HEIA Fribourg, University of Applied Sciences of Western Switzerland, 3960 Sierre, Switzerland; [email protected] * Correspondence: [email protected] Abstract: High-voltage capacitors are key components for circuit breakers and monitoring and protection devices, and are important elements used to improve the efficiency and reliability of the grid. Different technologies are used in high-voltage capacitor manufacturing process, and at all stages of this process polymeric films must be used, along with an encapsulating material, which can be either liquid, solid or gaseous. These materials play major roles in the lifespan and reliability of components. In this paper, we present a review of the different technologies used to manufacture high-voltage capacitors, as well as the different materials used in fabricating high-voltage film capacitors, with a view to establishing a bibliographic database that will allow a comparison of the different technologies Keywords: high-voltage capacitors; resin; dielectric film Citation: Gnonhoue, O.G.; Velazquez-Salazar, A.; David, É.; Preda, I. Review of Technologies and 1. Introduction Materials Used in High-Voltage Film High-voltage films capacitors are important components for networks and various Capacitors. Polymers 2021, 13, 766. electrical devices. They are used to transport and distribute high-voltage electrical energy https://doi.org/10.3390/ either for voltage distribution, coupling or capacitive voltage dividers; in electrical sub- polym13050766 stations, circuit breakers, monitoring and protection devices; as well as to improve grid efficiency and reliability. -

With Flexxon Power Loss Protection Features Dram
What is Power Loss Protection (PLP)? Need to secure your data against unexpected power shutdowns? Your wait is over - Flexxon’s SSD Power Loss protection offers the best-in-class data security with NEVER LOSE YOUR DATA AGAIN! DRAM-less design, reliable supercapacitors, and standalone tantalum capacitor array that lasts for WITH FLEXXON POWER LOSS decades. PROTECTION FEATURES High-performance data storage devices are available at affordable prices in the market, but with a major drawback. The problem is that they are unable to protect data during power failure. That’s where Flexxon SSDs come to the rescue. During SSD operation, data is temporarily stored in DRAM for improved performance. But DRAM needs an external power supply to function. So, in case of sudden power failure, power to DRAM is cut abruptly and critical data is lost. DRAM-less Design Capacitor provide power to the DRAM during sudden power External DRAM puts in-flight data at risk. failure, making it possible to flush data from DRAM to NAND memory. How Does PLP protect my data? The data is temporarily stored in DRAM for better performance. But DRAM functions on external power, so data can be lost during sudden power failure. Flexxon Supercapacitor Technology Power Loss Protection provides a time window to quickly More efficient than industrial batteries, secure data by flushing it from DRAM to NAND memory. supercapacitors offset risks from power loss. This is achieved because of power loss solutions added that power up the DRAM so that data flushing to NAND is complete. As a result, you no longer have to worry about power losses Tantalum Capacitor Array Protect data in the write cache with capacitors that last for decades. -

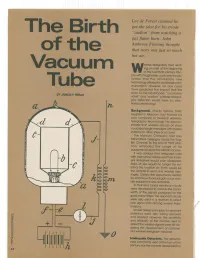
INDUSTRIAL STRENGTH by MICHAEL RIORDAN
THE INDUSTRIAL STRENGTH by MICHAEL RIORDAN ORE THAN A DECADE before J. J. Thomson discovered the elec- tron, Thomas Edison stumbled across a curious effect, patented Mit, and quickly forgot about it. Testing various carbon filaments for electric light bulbs in 1883, he noticed a tiny current trickling in a single di- rection across a partially evacuated tube into which he had inserted a metal plate. Two decades later, British entrepreneur John Ambrose Fleming applied this effect to invent the “oscillation valve,” or vacuum diode—a two-termi- nal device that converts alternating current into direct. In the early 1900s such rectifiers served as critical elements in radio receivers, converting radio waves into the direct current signals needed to drive earphones. In 1906 the American inventor Lee de Forest happened to insert another elec- trode into one of these valves. To his delight, he discovered he could influ- ence the current flowing through this contraption by changing the voltage on this third electrode. The first vacuum-tube amplifier, it served initially as an improved rectifier. De Forest promptly dubbed his triode the audion and ap- plied for a patent. Much of the rest of his life would be spent in forming a se- ries of shaky companies to exploit this invention—and in an endless series of legal disputes over the rights to its use. These pioneers of electronics understood only vaguely—if at all—that individual subatomic particles were streaming through their devices. For them, electricity was still the fluid (or fluids) that the classical electrodynamicists of the nineteenth century thought to be related to stresses and disturbances in the luminiferous æther. -

Reliability of Tantalum Capacitors
NASA Electronic Parts and Packaging Program (NEPP) Reliability of Tantalum Capacitors Effect of Inductance and Requirements for Surge Current Testing of Tantalum Capacitors Alexander Teverovsky QSS Group, Inc. Code 562, NASA GSFC, Greenbelt, MD 20771 [email protected] October 2005 Abstract. Surge current testing is considered one of the most important techniques to evaluate reliability and/or screen out potentially defective tantalum capacitors for low- impedance applications. Analysis of this test, as it is described in the MIL-PRF-55365 document, shows that it does not address several issues that are important to assure adequate and reproducible testing. This work investigates the effect of inductance of the test circuit on voltage and current transients and analyzes requirements for the elements of the circuit, in particular, resistance of the circuit, inductance of wires and resistors, type of switching devices, and characteristics of energy storage bank capacitors. Simple equations to estimate maximum inductance of the circuit to prevent voltage overshooting and minimum duration of charging/discharging cycles to avoid decreasing of the effective voltage and overheating of the parts during surge current testing are suggested. I. Introduction. High current spikes caused by power supply transients might result in short-circuit failures of tantalum capacitors and cause catastrophic consequences for electronic systems, including igniting the system. The probability of this type of failure is especially high for low-impedance circuits when inrush currents are limited mostly by the impedance of the capacitor itself [1]. Recently, these problems have gained yet more importance due to proliferation of distributed- power architecture systems and low-voltage DC-DC converters. -
Understanding Polymer and Hybrid Capacitors Advanced Capacitors Based on Conductive Polymers Maximize Performance and Reliability
WHITE PAPER Understanding Polymer and Hybrid Capacitors Advanced capacitors based on conductive polymers maximize performance and reliability The various polymer and hybrid capacitors have distinct sweet spots in terms of their ideal voltages, frequency characteristics, environmental conditions and other application requirements. In this paper, we’ll show you how to identify the best uses for each type of advanced capacitor. We’ll also highlight specific applications in which a polymer or hybrid capacitor will outperform traditional electrolytic or even ceramic capacitors. POLYMER CAPACITOR VARIETIES Polymer capacitors come in four main varieties, including the hybrid. Each type has different electrolytic and electrode Hybrid capacitor technology combines the performance benefits of materials, packaging and application targets: electrolytic and polymer capacitors. • Layered polymer aluminum capacitors use conductive Capacitors may seem simple enough, but specifying them has polymer as the electrolyte and have an aluminum cathode actually grown more complex in recent years. The reason why (see Figure 1). Depending on the specific model, these comes down to freedom of choice. The universe of capacitors capacitors cover a voltage range from 2-25V and offer has expanded greatly over the past few years, in large part capacitances between 2.2-560µF. The distinguishing because of capacitor designs that take advantage of advances electrical characteristic of these polymer capacitors is in conductive polymers. their extremely low equivalent series resistance (ESR). For example, some of our SP-Cap™ polymer capacitors have These advanced capacitors sometimes use conductive polymers ESR values as low as 3mΩ, which is among the lowest in to form the entire electrolyte. Or the conductive polymers can be used in conjunction with a liquid electrolyte in a design known as a hybrid capacitor. -
Lee De Forest Claimet\He Got the Idea for His Triode ''Audion" From
Lee de Forest claimet\he got the idea for his triode h ''audion" from wntching a gas flame bum. John Ambrose Flen#ng thought that story ·~just so much hot air. lreJess telegraphy held excit m WIng promise at the beginning of the twentieth century. Peo ~With Imagination could seethe po.. tentlal thot 'the rematkoble new technology offered forworlct1Nk:le com munfcotion. However, no one could hove predicted the impact that the soon-to-be-developed "osdllotlon volve" ond "oudlon" Wireless-telegra phy detector& wauid have on elec tronics technology. Backpouncl. Shortly before 1900, · Guglielmo Morconl had formed his own company to develop wireless telegraphy technology. He demon strated that wireless set-ups on ships eot~ld~messageswlth nearby stations on other ships or on land. t The Marconi Company hOd also j transmitted messages across the EhQ Jish Channel. By the end of 1901. Mar coni extended the range of his equipmenttospantheAtlan1tcOcean. It was obvlgus. 1hot ~raph ~MeS with subrhatlrie cables and ihelr lnber ent flmltations woUld soon disappear, Ships· at sea would no longer be iso la1ed. No locatlon on Eorth would. be too remote to send and receive mes sages. Clear1y; the opportunity existed tor enormous tiOOnciql gain once Jelio ble equlprrient was avoltable. To that end, 1Uned electrical circuits were developed to reduce the band width of the signals produced by ,the spark transrnlf'tirs. The resonont clfcults were also used in a receiver to select one signal from omong several trans missions. Slm~deslgn principles for resonont ontennas were also being explored and applied, However, the senstflvlty and reUabltlty of the devices used to ctetectthe Wireless signals were still hln cterlng the development of commer () cial wireless-telegraph nefWorks. -

Failure Mechanisms in Wet Tantalum Capacitors
Electrocomponent Science and Technology (C) Gordon and Breach Science Publishers Ltd. 1976, Vol. 2, pp. 249--257 Printed in Great Britain FAILURE MECHANISMS IN WET TANTALUM CAPACITORS The Plessey Company Limited, Northants, U.K. (R eceived May 13, 19 75, in final form June 1 7, 19 75) The wet tantalum capacitor is well established in both power supply smoothing and timing applications and has a well proven high reliability. This paper reviews the mechanisms of the possible failures arising from mis-application or over-stressing. The effect of over voltage on the anodic oxide is considered and the influence of cathode structure on reverse voltage and ripple current capability is discussed. The silver cathode allows migration of silver ions through the electrolyte under appropriate conditions and hence produces a failure mechanism not present in the tantalum cathode device. The life of a wet tantalum unit is eventually limited by loss of water vapour leading to open-circuit. Results are presented for button style capacitors which suggest that this is in fact not a practical limitation. 1 INTRODUCTION whole is assembled in a suitable case. The two main types of construction are shown in Figure 1. In both In these days of advanced integrated circuitry, it is instances a high capacitance is required at the easy to overlook the intricacies of an apparently electrolyte to case interface in order that the capacit- simple component such as a capacitor. Electrolytic ance of the overall device is controlled essentially by capacitors in particular have a technology of their the anode film. For the silver case this is usually own and it is useful to tmderstand the basic principles achieved by applying a black platinum layer over the involved. -

The Tantalum Capacitor Electric Parameters Tantalum Capacitor Manufacturer
1 SHANGHAI JINPEI ELECTRONICS CO., LTD 上海金沛电子有限公司 The tantalum capacitor electric parameters tantalum capacitor manufacturer The rated voltage Rated voltage in the dc voltage on the capacitor is said, is decided by the thickness of the dielectric. The biggest continuous voltage tantalum capacitor Maximum continuous voltage is maximum allowable voltage in the capacitor can work continuously.It is superposition of dc voltage or dc voltage and ac voltage and the peak. Maximum continuous voltage depends on the ambient temperature.Tantalum capacitor in a 55 ~ + 85 ° C temperature range, rated voltage is equal to the maximum continuous voltage. And tantalum capacitor work at + 85 ~ + 125 ° C temperature range, the maximum continuous voltage from linear to two-thirds of rated voltage, rated voltage for tantalum capacitor, VR at 85 ° C and two-thirds of VR is rated voltage at 125 ° C.Under continuous maximum voltage is beneficial to the service life of the capacitor. The working voltage of tantalum capacitor Voltage of the tantalum capacitor continuous working voltage V0P works, are not allowed to exceed the maximum continuous voltage.In harsh working conditions (such as possible bus over-voltage, equipment of rectifier transformer is not the appropriate variable ratio, switch equipment produced by repeated overvoltage, high temperature, etc.) should be reduce the working voltage. Tantalum capacitor surge voltage Surge voltage is the capacitor can be up to 5 times per hour l minutes under the condition of short work of the maximum (peak) voltage.Surge of electricity are not allowed to appear in the working status of the periodic charge and discharge.Usually, the tantalum capacitor allowed by the surge voltage of 1. -

LM2594, LM2594HV JAJS844D –DECEMBER 1999–REVISED MAY 2016 LM2594、LM2594HV SIMPLE SWITCHER®電力コンバータ、150Khz 0.5A降圧型電圧レギュレータ 1 特長 3 概要
Product Sample & Technical Tools & Support & 参考資料 Folder Buy Documents Software Community LM2594, LM2594HV JAJS844D –DECEMBER 1999–REVISED MAY 2016 LM2594、LM2594HV SIMPLE SWITCHER®電力コンバータ、150kHz 0.5A降圧型電圧レギュレータ 1 特長 3 概要 1• 3.3V、5V、12V、および可変出力バージョン LM2594xxシリーズのレギュレータは、降圧型(バック)ス • 可変出力電圧バージョンは1.2Vから最大37V(HV イッチング・レギュレータのすべてのアクティブ機能を内蔵 バージョンは57V)の出力電圧範囲で、入力と負 したモノリシックICで、優れたラインおよび負荷レギュレー 荷の全条件で±4%の許容誤差 ションで0.5Aの負荷を駆動できます。3.3V、5V、12Vの固 • 8ピン表面実装パッケージおよび8ピンPDIPパッ 定出力電圧と、可変出力電圧のバージョンがあり、8ピン ケージで供給 PDIPと8ピン表面実装SOICパッケージで供給されます。 • 0.5Aの出力電流を保証 • 最大60Vの入力電圧範囲 必要な外付け部品が少なくてすみ、使い方が簡単で、内 • 4個の外付け部品で動作可能 部的な周波数補償、固定周波数のオシレータが搭載さ • 150kHz固定周波数の内部オシレータ れ、ラインおよび負荷のレギュレーション仕様が強化され • TTLシャットダウン機能 ています。 • 低消費電力のスタンバイ・モード、IQの標準値 LM2594xxシリーズは150kHzのスイッチング周波数で動 85μA 作するため、低周波数で動作するスイッチング・レギュレー • 高効率 タに比べて、サイズの小さなフィルタ部品を使用できます。 • 容易に入手可能な標準インダクタ使用 効率が高いため、通常はプリント基板の銅配線のみが必 • サーマル・シャットダウンおよび電流制限保護 要なヒートシンクになります。 2 アプリケーション 製品情報(1) • シンプルな高効率降圧型(バック)レギュレータ 型番 パッケージ 本体サイズ(公称) • リニア・レギュレータ用の高効率プリレギュレー LM2597、 SOIC (8) 4.90mm×3.91mm タ LM2597HV PDIP (8) 9.81mm×6.35mm • オンボード・スイッチング・レギュレータ (1) 提供されているすべてのパッケージについては、巻末の注文情報 • 反転型コンバータ を参照してください。 代表的なアプリケーション 固定出力電圧バージョン 1 英語版のTI製品についての情報を翻訳したこの資料は、製品の概要を確認する目的で便宜的に提供しているものです。該当する正式な英語版の最新情報は、www.ti.comで閲覧でき、その内 容が常に優先されます。TIでは翻訳の正確性および妥当性につきましては一切保証いたしません。実際の設計などの前には、必ず最新版の英語版をご参照くださいますようお願いいたします。 English Data Sheet: SNVS118 LM2594, LM2594HV JAJS844D –DECEMBER 1999–REVISED MAY 2016 www.tij.co.jp 目次 1 特長.......................................................................... 1 8.1 Overview ................................................................ -

Solid Polymer Aluminum SMT Capacitors Tape Specifications Reel Specifications
Application Guide, Solid Polymer Aluminum SMT Capacitors Tape Specifications Reel Specifications SPA ESRD ESRE ESRH SPA Type t2 = H + 0.3 mm ±0.2 mm W D– P A B EF P 1 P t ±0.3 + 0.1/–0.0 Ø ±0.2 2 ±0.2 ±0.2 1 A ±0.2 B Min. C ±0.5 D ±0.8 E ±0.5 W ±1.0 t 12.0 1.8 5.5 1.5 4.0 8.0 2.0 7.7 4.6 0.4 333.0 50.0 13.0 21.0 2.0 14.0 3.0 Tol.: ± mm unless otherwise specified Design Kits Design kits containing various ratings are available through the CDE web site. Typical Temperature Characteristics Capacitance Change at 120 Hz Dissipation Factor at 120 Hz 20 10 10µF/6.3V 10µF/6.3V 8 10 6 % ) 0 C ( DF ( % ) ǻ 4 -10 2 -20 0 -60 -20 20 60 100 -60 -20 20 60 100 Temperature (°C) Temperature (°C) CDE Cornell Dubilier • 1605 E. Rodney French Blvd. • New Bedford, MA 02744 • Phone: (508)996-8561 • Fax: (508)996-3830 • www.cde.com Application Guide, Solid Polymer Aluminum SMT Capacitors Typical Impedance and Equivalent Series Resistance ESRD (3.1 mm Ht.) 100.000 ESRD680M08R 68 uF/8 V Impedance/E.S.R. 10.000 ESRD121M04R 120 uF/4 V Impedance/E.S.R. 1.000 ESRD181M02R Ohms 180 uF/2 V Impedance/E.S.R. 0.100 0.010 0.001 0.1 1 10 100 1000 10000 100000 Frequency (kHz) ESRE 100.000 ESRE101M08R 100 uF/8 Vdc 10.000 Impedance/E.S.R.