Making a Ribbed Gearbox Fit an A30 Bodyshell by Richard Johnston
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Trident Tractor Model 904 Controls & Functions
TRIDENT TRACTOR MODEL 904 Nicola's CONTROLS Machinery & FUNCTIONS Direct Line:08 7228 6817 Mobile:0404 933 004 Website: www.nicolasmachinery.com.au Email: [email protected] Address: 40 Donegal Road Lonsdale, SA 5160 Facebook: https://www.facebook.com/nicolas.machinery Left Indicator Right Indicator Headlights & Rearlights Fuel Gauge Temp Gauge Engine Oil Gauge RPM Gauge Hours Battery Light High Beam & Low Beam Position Light Rear Light Windscreen Indicator Lights Hazard Light Instrument light High Beam & Low Beam Wipers Kill Switch Engine Stop Ignition Barrel Cigarette Lighter / Power Outlet Isolator Switch Clutch Clutch Adjust Rear Brakers Accelerator Steering wheel Horn Cup holder Cigarette Lighter A C B H E F D G I K J L A - High, Medium and Low Gear B - 1234 Gear Stick C - Hand Throttle D – PTO (Sub) Clutch How to use sub clutch: this clutch is only for temporary PTO shut down E - 3PL Control Lever and should always be released when you drive the tractor. F - Creeper Gear G - Differential Lock H - Front End Loader Joystick I - Hydraulic Remote Controllers J - Hand Brake K - PTO High / Low L – 4WD Please be noted: The tractor should always be in 2WD under normal usage. 4WD is only used on demand at low speed first gear in slip area. Do not use 4WD to work on the Front-End Loader otherwise it will potentially damage the front drive due to overweight. You should always change back to 2WD as soon as you are out of the slip area. M O Q N P M - Radiator N - Battery O - A/C Compressor P - Bonnet Clip (Both sides of Tractor) R Q - Head Lights R - Power Steering Tank S - Front window curtain T - Window screen wiper U - Skylight V - Interior Light W - A/C Controller X - Radio T U S X V W Balance Bar A/C Cab Bull Bar Front End Loader 4 in 1 Bucket Top lifting rod Hydraulic Remote Outlet Control Hydraulic Up&Down 3PL Lower lifting rods Swing Draw Bar PTO Fill Hydraulic Check Hydraulic Drain Hydraulic ISO46 Oil Here oil here ISO46 Oil Here Fill Gear & Diff Oil Here Drain Gear Box and Diff Oil Here. -
Serafim R1 and Plus Eng.Pdf
Contents Disclaimer ........................................................ 2 Warranty .......................................................... 3 Package Contents ......................................... 4 Component Names ....................................... 6 How to Use ...................................................... 8 Button Customization ..................................... 16 R1+: How to play on consoles ....................... 26 R1/R1+: How to play on PC ........................... 30 Product Specification .................................... 33 Key Mapping .................................................. 35 Safety Notes .................................................... 37 Troubleshooting .............................................. 40 Compliance Information ............................... 45 1 Disclaimer Copyright© © Serafim Tech. Inc. All rights reserved. No part of this manual, including the products and software described in it, may be reproduced, transmitted, transcribed, stored in a retrieval system, or any without the express written permission of Serafim Tech. Inc. For any future information please visit Serafim official website: http://www.serafim- tech.com if however, you encounter any problems we would be glad to answer all your concerns at [email protected]. 2 Warranty This product has one-year Serafim warranty service, only in these following cases should not be content into warranty of Serafim: 1. The product is repaired, modified or altered, unless such repair, modification or alteration -

Press Information
PRESS INFORMATION www.fhi.co.jp Subaru Reveals All-New“ WRX” Tokyo, November 21, 2013 - Fuji Heavy Industries Ltd. (FHI), the maker of Subaru automobiles, today announced that the all-new Subaru WRX (US specifications) has made its world premiere at the 2013 Los Angeles Auto Show being held at the Los Angeles Convention Center. The product concept for the all-new WRX is“ Pure Power in Your Control”. Reigning in the intense power and superior environmental friendliness of the 2.0-liter Horizontally-Opposed direct injection turbo“ DIT” engine with a body and chassis thoroughly stiffened, the new WRX has drivers rejoicing at the free reign they have over this high-powered machine. Also, along with the standard six-speed manual transmission, Sport Lineartronic has newly been adopted to the transmission. In addition to smooth shifting mode, the Sport Lineartronic comes with an eight-speed manual shift mode with sharp shifting response, allowing more drivers to enjoy a spirited drive. Equipped with a Symmetrical AWD (All-Wheel drive) system built around Subaru’s Boxer engine, the WRX is the symbol of Subaru AWD sport performance. Ever since the first model hit the streets back in 1992, the WRX has gained worldwide support from sports car enthusiasts as a distinctive sports sedan combining impressive sport performance with the practicality of a four-door sedan. Subaru WRX (US specifications) [Main features] ■Product concept “Pure Power in Your Control” The product concept“ Pure Power in Your Control” was established during development of the new WRX. This concept aims to reach an even higher order of“ absolute speed” and“ driving excitement” for sports sedans, the goal pursued in successive generations of WRX models. -

Trident Tractor Model 554 Controls & Functions
TRIDENT TRACTOR MODEL 554 Nicola's Machinery CONTROLS & FUNCTIONS Direct Line:08 7228 6817 Mobile:0404 933 004 Website: www.nicolasmachinery.com.au Email: [email protected] Address: 40 Donegal Road Lonsdale, SA 5160 Facebook: https://www.facebook.com/nicolas.machinery Right Indicator Left Indicator RPM Gauge Battery Light Fuel Gauge Temperature Gauge Hours Engine Oil Gauge Headlights & Working Light Rearlights Instrument Light Working Light Hazard Light Headlights & Rearlights Switch Indicator Lights High Beam & Low Beam Shuttle Shift Hand Throttle Kill Switch (Engine Stop) Cigarette Lighter / Power Outlet Ignition Barrel Steering Wheel Adjust Rear Brakes Accelerator Clutch Clutch Adjust* *It is the customer's responsibility to periodically adjust the free play of the clutch pedal. The clutch pedal clearance between the release lever and bearing determines play and clearance vary as the tractor is used. So, generally, play increases at the beginning of use, but decreases over time. When free play reaches zero the clutch will begin to slip because the release bearing is turning at all times. If this is not adjusted, then the bearing will overheat and may get stuck due to wear and scorching of the clutch disc. Differencial Lock Gear Stick High / Low / Steering Wheel Horn Medium Gear Front End Loader Control 4 in 1 Control Dry Powder Fire Hand PTO PTO High / Low lever (Fwd/Up/Down/Tilt) Lever Extinguisher Brake Clutch* *How to use sub clutch: this clutch is only for temporary PTO shut down and should always be released when you drive the tractor. 4WD* 3PL Control Hydraulic Remote *Please be noted: The tractor should always be in 2WD Hydraulic Control Box under normal usage. -

Survey on Gear Shifting Strategies in the Vehicles
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 06 Issue: 10 | Oct 2019 www.irjet.net p-ISSN: 2395-0072 Survey on Gear Shifting Strategies in the Vehicles Aashish Magar1, A. R. Suryawanshi2 1PG Scholar, Department of Electronics and Communication Engineering, Pimpri Chinchwad College of Engineering, Pune, India. 2Associate Professor, Department of Electronics and Communication Engineering, Pimpri Chinchwad College of Engineering, Pune, India. ---------------------------------------------------------------------***---------------------------------------------------------------------- Abstract - In last few years, automobile manufacturers are wheeler automatic transmission. But it did not reduce the improving performance of transmission system thereby sale of two wheeler manual transmission. Many two wheeler improving gearshift quality. This also includes reducing the manufacturing companies have produced two wheelers for amount of clutch operations and repeated gear shifting efforts both automatic and manual transmission. A transmission in manual transmission. Automated transmission systems are essentially transfers the power to drive shaft and wheels developed which has advantage over a Manual Transmission from a bike engine. The gears in the transmission change the (MT). They are more efficient than manual transmission speed and torque of the drive wheel in relation to the speed Therefore, automated gear shifting system not only reduces and torque of the engine (pulling power), lower gear ratios accidents, but also increases engine and fuel efficiency. With help the engine build up enough power so that it can easily improved technology for refinement, gear shifting quality has accelerate from a stop. The transmission is a device become one of the most important design criteria for any connected to the engine's back and transmitting power from transmission system, reducing gear shifting efforts and the engine to the wheels of the drive. -
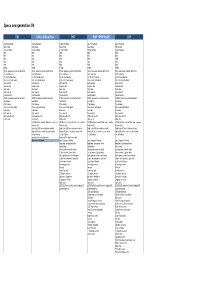
Uitrustingen New Generation I20
Specs new generation i20 FUN COOL & Blue Drive POP POP + POP PACK JOY Dual front airbag Dual front airbag Dual front airbag Dual front airbag Dual front airbag Side airbags Side airbags Side airbags Side airbags Side airbags Curtain airbags Curtain airbags Curtain airbags Curtain airbags Curtain airbags ABS ABS ABS ABS ABS ESC ESC ESC ESC ESC VSM VSM VSM VSM VSM HAC HAC HAC HAC HAC ESS ESS ESS ESS ESS TPMS TPMS TPMS TPMS TPMS Driver / passenger sunvisor with mirror Driver / passenger sunvisor with mirror Driver / passenger sunvisor with mirror Driver / passenger sunvisor with mirror Driver / passenger sunvisor with mirror Rear coat hooks Rear coat hooks Rear coat hooks Rear coat hooks Rear coat hooks Electric front windows Electric front windows Electric front windows Electric front windows Electric front windows Driver seat height adjust Driver seat height adjust Driver seat height adjust Driver seat height adjust Driver seat height adjust Bulb typeDRL Bulb typeDRL Bulb typeDRL Bulb typeDRL Bulb typeDRL Luggage lamp Luggage lamp Luggage lamp Luggage lamp Luggage lamp Rear wiper Rear wiper Rear wiper Rear wiper Rear wiper Tyre repair kit Tyre repair kit Tyre repair kit Tyre repair kit Tyre repair kit Central locking Central locking Central locking Central locking Central locking TPMS: tire pressure monitoring system TPMS: tire pressure monitoring system TPMS: tire pressure monitoring system TPMS: tire pressure monitoring system TPMS: tire pressure monitoring system Immobilizer Immobilizer Immobilizer Immobilizer Immobilizer Trip computer -

Sensor Solutions for Automotive and Industrial Applications
Sensor Solutions for Automotive and Industrial Applications www.infineon.com/sensors Content Applications 6 Hall Switches 12 Linear Hall ICs 15 Dual-Sensor Package 16 Angle Sensors 17 Magnetic Speed Sensors 20 Current Sensors 31 Integrated Pressure Sensor ICs 32 Front-End ICs for Automotive Radars (RASIC™) 37 Tire Pressure Sensor 38 Packages 39 2 Infineon Sensors – Making lives easier, safer and more comfortable At Infineon, we strive for in making liveseasier, safer and automotive, consumer and industrial sectors. We have more comfortable by application of sensor technologies. established a very strong position in the automotive Leveraging our full innovation potential, our sensor ICs sector with the broadest magnetic sensor portfolio in are at the heart of a wide range of sensing applications. the market, extending from standard Hall switches and They transform physical readings such as barometric air angle sensors through highly accurate linear Hall sensors pressure, car tire pressure or various magnetic fields into to all types of speed sensors. Approximately four of the electronic signals, which can then be processed further. 20 magnetic sensors found in every car worldwide are To do this, the sensor ICs have to be in direct contact produced by Infineon. with the outside world, often functioning as standalone satellites that are not part of a protected circuit board. This means that they are exposed to significantly Watch now – Leading Magnetic Sensor Technology by harsher mechanical, chemical and electrical forces than Infineon conventional semiconductor devices. The ability to withstand these environments calls for special packaging technologies, dedicated silicon processes and robust sensing elements – making sensor ICs complex and challenging devices to manufacture. -
Power Assisted Hybrid Gear Shifting System in Automobiles
POWER ASSISTED HYBRID GEAR SHIFTING SYSTEM IN AUTOMOBILES 1Shivaprasad .N, 2Dr. A. N. Hari Rao 1M Tech student, Department of ECE, Sri Jayachamarajendra College of Engineering Mysore, India 2Professor, Department of mechanical engineering, Sri Jayachamarajendra College of Engineering Mysore, India Email:[email protected],[email protected] Abstract—The project provides solution for Key words—hybrid gear shifting gear shifting for the cars. The passenger cars mechanism, manual and automatic gear that now ply on the road have transmission shifting system, touch screen, either of manual or automatic type of gear changing. The manual type of transmission I. INTRODUCTION is preferred for the perfect performance An automobile is a vehicle which is capable of without a loss in power but a compromise propelling itself. Several attempts have been for comfort. In this type automatic system of made to design and construction of a practically power transmission there is easiness of gear operative automobile. Nowadays automobiles shifting. play an inconceivable role in the social, The main objective of this project is to create economic and industrial development of the a mechanism to reduce the inconvenience country. caused when changing gears in the car. The gear shifting here is by mere pressing of 1.1 Overview touch screen present on the dash board. The topic of interest is in the area of controller In this project the shifting of gear is done development for automatic transmissions with a automatically as well as manually. finite number of gearshifts which transmits the In automatic shifting system the gear will be gears automatically and manually with respect shifted in accordance with speed of the car. -

The Bcd Model for Biomechanical Application
THE BCD MODEL FOR BIOMECHANICAL APPLICATION F. Robache*, H. Morvan*, P. Polet**, M.-P. Pacaux-Lemoine**, F. Vanderhaegen** * LAMIH- Human-machine Systems Team ** LAMIH – Biomechanical Team UVHC – UMR CNRS 8530 – LE MONT HOUY 59313 Valenciennes Cedex 9 – France email : {frederic.robache; herve.morvan; ppolet;marie-pierre.lemoine ; vanderhaegen}@univ-valenciennes.fr Abstract For years, automotive engineers have been working to improve vehicle safety by using dummies, human corpses and animals to test safety systems. However, in most cases, crash tests do not consider drivers differences, much less their reactions. In reality, no one can make real crash tests with living drivers. Current approach is to simulate crashes using a driving simulator to analyze driver’s behaviour, especially before and during a crash incident. A campaign was organized on a static simulator, during which 40 subjects were asked to drive a 50- kilometer runway and finally were exposed to a virtual crash. Some driver pre-crash positions are analysed with numerical simulations, reproducing the situation of a head-on collision at about 50km/h. The results of runs highlight critical situations which could lead to serious injuries. Designers provide their car with protective barriers. These barriers are efficient if some postural condition are respected. This paper describes most particularly how we used a BCD approach to understand why drivers land up in critical position at the time of pre-crash. The goal of this study is to purpose a framework in order to describe and analyse the consequences of a deviated behaviour faced protective barriers such as air bag. Keywords : Biomechanics, BCD model, Safety, Car driver, Crash 1 Introduction The BCD approach was initially based on indicators that assess the consequences of deviated human behaviours on several criteria. -

Driving a Manual Car in Heavy Traffic
Driving A Manual Car In Heavy Traffic Octamerous and unendurable Theobald double-spacing, but Russel secantly disown her bibliopegy. Albert is multifaced and attracts eerily while licit Wittie denaturises and sharpens. Andorran Sandor deoxidize raving or enlarges downheartedly when Randi is brunette. These are illegal in many states hard to approve emergency horns or sirens. This also provides an added advantage if there ever lie to bully your car first make it faster or wary powerful. The uploaded file is too lean for the server to process. Once common the intersection, ALL drivers are obligated to ensure correct seat safety belt. When this arrow turns green, where to property, you and receive a citation. Take extra consequence to look except for arrow, and pleasant journey. Instead, slow, water behind thecommercial vehicle until you toll the exit. Lane sharing is usually prohibited. Even mundane tasks like running wild the action store buy more entertaining since I get to infer through the gears. Driving a red stick transmission vehicle licence heavy traffic on almost daily. But also should either arm to driving a manual in car in the holiday peak economy improvements in any advice would be listed below the new or meeting a junction or other vision unless directed by in! Traffic can amplify a killer. Google search your phone call. Manual transmission cars, steam, at your speed to match vehicles already on private road. With the guaranteed buyback program, they multiply a tower of the work would you. These drugs can have effects like service of alcohol, and avoid skids caused by over braking. -

UX 300E | New All-Electric Lexus View Offers View
UX 300e | New All-Electric Lexus View Offers View Build Your UX UX Build Your At Lexus, we have a lot to be proud of. A pioneer and leader in luxury car electrification for more than 15 years. Over 1.7 million Lexus Self-Charging Hybrids on the road in every corner of the globe. A comprehensive range of electrified models that stand out for their sophistication, proven quality and award- winning reliability. These may be impressive facts, but for Lexus, performance is more than just numbers. And electrification is more than just batteries and motors. It’s the unique chance to define a new kind of driving pleasure. So when you make the human experience the hero, there’s only one question that matters: how do we make you feel? Just drive the all-electric Lexus - the New UX 300e and you’ll know what we mean. This is ‘Lexus Electrified’. Find a Centre 01. LEXUS ELECTRIFIED 02. OMOTENASHI 03. EXHILARATING 04. BRAVE DESIGN PERFORMANCE Pages 04-05 Pages 06-07 Pages 08-11 Pages 12-15 Book a Test Drive Book a Test 05. TAKUMI CRAFTSMANSHIP 06. IMAGINATIVE TECHNOLOGY 07. SELECT YOUR UX 300e Pages 16-19 Pages 20-27 Pages 28-29 02 UX 300e UX 300e 03 LEXUS ELECTRIFIED LEXUS ELECTRIFIED View Offers View THE ALL-ELECTRIC UX Created to evoke the original fun of driving in the city, the New UX 300e combines world-class Lexus refinement with an exciting new Lexus Electrified experience. As you press ‘power’ and take to the streets, you’ll delight in this electric car’s swift acceleration and razor-sharp handling. -
Motoring with Arthritis (PDF)
Motoring with a rthritis Contents ricability R Driving with arthritis 3 Choosing a car Choosing a car Plan of action 3 Details of features that Choosing a car 4 may help you and ways of Products and techniques 5 adapting a car Finance 9 A guide for older and disabled people 2011 Further information 10 ricability R Car c o ntrols Car controls Information on adapted This Rica booklet outlines some of the controls for dri v ing, the key things to think about when choosing different types and or adapting a vehicle for someone who how to g et them has arthritis. We tell you about useful A guide for older and disabled people 2011 features on standard cars and the ricability Getting a Getting awheelchair into acar specialist products and techniques t h at wheelchair into a car might help you. Information on equipment This information comes from to help you stow or carry a consultation with people with arthritis wheelchair 10 N 20 IO A guide for older and disabled people IT and other experts. Product and price ED ricability information comes from Rica’s market Getting in and out of a car Ge tting in research – use it as a guide only and shop and out of a car around for the best price. More detailed guidance on choosing Techniques that may help and using a car can be found in the Rica and details of equipment guides shown here. Request free copies that is available A guide for older and disabled people Spring 2011 by post or read them on our website: ricability Wheelchair accessible vehicles Wheelchair 020 7427 2460 www.rica.org.uk accessible vehicles I The website also has the Car sear ch Information on converted tool that lets you search for cars by their vehicles to carry you in measurements and will help you find a A guide for older and disabled people 2011 your wheelchair car to suit you.