GRC Art Line Factory
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Alkoot Insurance & Reinsurance UAE Network Providers List
AlKoot Insurance & Reinsurance Partner Contact Details: UAE network providers list Partner name: Vidal Health Tel: +91 80 491 66 777 Email: [email protected] Agreement type Provider Name Provider Type Provider Address City Country Partner UAE ABU SALMAN MEDICAL CENTRE CLINIC/POLYCLINIC Bldg 313, Flat 202, Near Islam Abad Pharmacy, Sector 10 Main Taxi Road Abu Dhabi UAE Partner ADVANCED CENTRE FOR DAYCARE SURGERY HOSPITAL Jasmine Tower Bldg, Beside RAK Bank Abu Dhabi UAE Partner AILABOUNI MEDICAL CLINIC CLINIC/POLYCLINIC Emirates Kitchen Equipment Bldg, Al Salam Street, Opp. AUH Municipality Abu Dhabi UAE Partner AL AFDAL PHARMACY PHARMACY ELECTRA STREET NEAR AL DHAFRA INSURANCE CO. PO BOX 131465 Abu Dhabi UAE Partner AL AHALIA NATIONAL PHARMACY`- BRANCH 1 PHARMACY Ahalia Hospital Musaffah Building Abu Dhabi UAE Partner AL AHLI HOSPITAL CO LLC BRANCH-1 HOSPITAL M 24, Musaffah, Near BMW Show Room, Abu Dhabi- Tarif Road Abu Dhabi UAE Partner AL AHLI HOSPITAL COMPANY L.L.C (ABU DHABI) HOSPITAL AHALIA HOSPITAL, HAMDANST. ABU DHABI, U.A.E Abu Dhabi AL AHLI HOSPITAL COMPANY LLC OP PHARMACY (ABU UAE Partner DHABI) PHARMACY Ahalia Hospital, Hamdan street, Abu Dhabi, UAE Abu Dhabi UAE Partner AL AHLIA CENTRAL PHARMACY (ABU DHABI) PHARMACY Hamdan Street, Abu Dhabi Abu Dhabi UAE Partner AL AHLIA NATIONAL PHARMACY LLC (ABU DHABI) PHARMACY Tariff Road, M-24 Mussafah, Abu Dhabi Abu Dhabi UAE Partner AL AIN ALAHILI MEDICAL CENTRE (AL AIN) CLINIC/POLYCLINIC SHABIYA KHALIFA STREET, NEAR NBAD BANK, AL AIN, U.A.E. Abu Dhabi UAE Partner AL AMEEN MEDICAL CENTRE (ABU DHABI) CLINIC/POLYCLINIC 37 Industrial Area, Near Best Bangla Supermarket Abu Dhabi UAE Partner AL AMEEN MEDICAL CENTRE LLC CLINIC/POLYCLINIC NEW VOLVO SHOWROOM, IST FLOOR, ELECTRA SHEIKH ZAYED 2 STREET, Abu Dhabi Partner AL BUSTAN HOSPITAL PHARMACY LLC PHARMACY PLOT NO. -

Pharmacy Network
PHARMACY NETWORK EMIRATES TYPE PROVIDER BUILDING ADDRESS STREET AREA PO BOX SPECIALITIES TELEPHONE FAX GEO TAG ABU DHABI PHARMACY AL AHALIA NATIONAL PHARMACY LLC - BRANCH 1 (AHALIA GROUP) SOUTH BLOCK AHALIA HOSPITAL BUILDING ,GROUND FLOOR NA 2419 PHARMACEUTICAL (02) 5597090 (02) 5597060 24.3622262;54.5220904 ABU DHABI PHARMACY AL AHALIA PHARMACY (AHALIA GROUP) SALAMA ALI SALAM AL HAMELI BLDG, NEAR OLD MARKET, GROUND FLOOR MADINAT ZAYED 2419 PHARMACEUTICAL (02)8847177 (02)8841488 24.487798, 54.359785 ABU DHABI PHARMACY AL AHALIA PHARMACY, MIRFA (AHALIA GROUP) MADINAT AL MIRFA CITY, MUNCIPALITY BLDG, GROUND FLOOR MIRFA CITY 2419 PHARMACEUTICAL (02)8833443 (02)8833443 24.470236,54.356327 ABU DHABI PHARMACY AL AMAZON PHARMACY BURJ AL ARAB BUILDING, GROUND FLOOR, HAMDAN STREET 44375 PHARMACEUTICAL (02) 6784944 (02) 6784944 24.4935158,54.367294 ABU DHABI PHARMACY AL ASAALA PHARMACY LLC BUILDING # 40,GROUND FLOOR MUSSAFAH 9 111741 PHARMACEUTICAL (50) 237-2275 NA 24.476628,54.3290093 ABU DHABI PHARMACY AL BARZA PHARMACY (SUSPENDED ON DIRECT BILLING WEF 24.04.2018) AL HAMILI BUILDING,GRAUND FLOOR ,FIRST ZAYED STREET AL KHALEDEYA 108940 PHARMACEUTICAL (02) 6659172 (02) 6663172 24.4751674,54.3504114 ABU DHABI PHARMACY AL BATEEN PHARMACY (LANDMARK GROUP) MOHAMMED AL OTTEBA BLDG, NEAR ELDARADO CINEMA, GROUNF FLOOR ELECTRA STREET 46333 PHARMACEUTICAL (02)6766610 (02)6769005 24.493041, 54.372379 ABU DHABI PHARMACY AL BUROOJ PHARMACY KHALFAN KHALIFA AL MAZROEI,GROUND FLOOR,SHOP NO 18,M37 – BEHIND FRESH & MORE SUPER MARKET MUSAFAH SENAYIA 70074 PHARMACEUTICAL (02) 5545999 NA 24.347522,54.500389 ABU DHABI PHARMACY AL DHAFRA FIELDS PHARMACY (RAHMA MEDICAL CLINIC GROUP) AL DHAFRA MODERN CLINIC BLDG., SHOP NO. -

Orient Insurance Hospitals Clinics Dental Centers Optical in Sharjah
For other lists VISIT: uae-insure.com City Type Category Provider Name Area Address Contact Number SHJ(06) Clinic Private Right Medical Centre King Faisal Saleh Bin Saleh Bldg, Near Prime Tower Hotel, 1st Floor, Ftal No. 1035551575 & 104 SHJ(06) Clinic Private Access Al-Rolla Medical Center Al Rolla Adnic Tower Ground Flr. Flat 1,2,3 Ibrahim Mohammad Al Medfa'a5612050 St., Um Al Taraf, Rolla SHJ(06) Clinic Private Access Clinic Muwailiah Muwailiah Mubarak Building,Muwailiah,Sharjah 5359933 SHJ(06) Clinic Private Ahlan Medical Centre Al Nahda Al Jabri Building, Opposite Sahara Centre, Al Nahda 5305882 SHJ(06) Clinic Private Ahlan Wa Sahlan Medical Center Al Nahda Al Wazir Building, Opposite Al Qantarah Restaurant, Al Nahda 5306161 SHJ(06) Clinic Private Al Bustan Medical Center Al Dheid Al Dheid,Fallaj Al Muallah st,Near vegetable market,Ali Ahmed Saif8829924 Buldg.,1st Floor #102 SHJ(06) Clinic Private Al Darary Medical Centre - SHJ Industrial Area Hassan Sherif Bldg. No.3, Industrial Area No.1 5336176 SHJ(06) Clinic Private Al Deyafa Medical Centre- SHJ Al Nahda Al Deyafa building, Near Al Nahda park Roundabout, Opposite lulu5301717 centre, Bukhari street, Al Nahda, SHJ SHJ(06) Clinic Private Al Dhaid Medical Center - SHJ Al Dhaid Shk.Mohair Building, behind Vegetable Market, Old Hospital Road,8823535 Old Hospital Road, Falaj Al Mulla road , Al Dhaid, Sharjah SHJ(06) Clinic Private Al Faiez Medical Centre Madam Area Flat #s 101, 102, 103 & 104 - 1st floor, Howaidhen Bldg., Near Madam8861202 R/A, Hatta Road SHJ(06) Clinic Private Al Kanary Medical Centre Corniche Fathima saif Bldg., - Ind. -

Estrategias De Dispersión De Plantas En Diferentes Hábitats Ecológicos De Los Emiratos Árabes Unidos
TESIS DOCTORAL ESTRATEGIAS DE DISPERSIÓN DE PLANTAS EN DIFERENTES HÁBITATS ECOLÓGICOS DE LOS EMIRATOS ÁRABES UNIDOS PLANT DISPERSAL STRATEGIES OF DIFFERENT ECOLOGICAL DESERT HABITATS OF UNITED ARAB EMIRATES Doctorando Hatem Ahmed Mahmoud Shabana Directores Prof. Dr. Teresa Navarro Del Aguila Prof. Dr. Ali Ali El-Keblawy Departamento de Biología Vegetal Departamento de Biología Aplicada Facultad de Ciencias Facultad de Ciencias Universidad de Málaga Universidad de Sharjah Departamento de Biología Vegetal Facultad de Ciencias Universidad de Málaga 2018 AUTOR: Hatem Ahmed Mahmoud Shabana http://orcid.org/0000-0001-8502-5669 EDITA: Publicaciones y Divulgación Científica. Universidad de Málaga Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial- SinObraDerivada 4.0 Internacional: http://creativecommons.org/licenses/by-nc-nd/4.0/legalcode Cualquier parte de esta obra se puede reproducir sin autorización pero con el reconocimiento y atribución de los autores. No se puede hacer uso comercial de la obra y no se puede alterar, transformar o hacer obras derivadas. Esta Tesis Doctoral está depositada en el Repositorio Institucional de la Universidad de Málaga (RIUMA): riuma.uma.es Prefacio Las investigaciones que han conducido a la redacción de la presente Tesis Doctoral se han de lasorealizado en el Departamento de Biología Vegetal de la Universidad de Málaga, en el ámbit actividades del Grupo de Investigación RNM115 “BIODIVERSIDAD, CONSERVACION Y tanRECURSOS VEGETALES” - del Plan Andaluz de Investigación, Desarrollo e Innovación de la Ju de Andalucía-, asi como en la Sharjah Research Academy (SRA) y el Sharjah Seed Bank and (Herbarium (SSBH) de Sharjah (Emiratos Arabes Unidos). El presente trabajo ha estado financiado por The Sharjah Research Academy (SRA) y el Sharjah Seed Bank and Herbarium (SSBH), Sharjah (Emiratos Arabes Unidos). -

List of Accredited Mother Friendly Work-Place | Mother-Baby Friendly Work Places | Sharjah Baby-Friendly | Sharjah Baby Friendly
12/22/2018 List Of Accredited Mother Friendly Work-Place | Mother-Baby Friendly Work Places | Sharjah Baby-Friendly | Sharjah Baby Friendly Home \ Sharjah Baby-Friendly \ Mother-Baby Friendly Work Places \ List Of Accredited Mother Friendly Work-Place List Of Accredited Mother Friendly Work-Place Mother Friendly Work-place Year Of Accreditation Re-Accreditation Sharjah Museums 2012 Sharjah Ladies Club 2012 2017 Sharjah Chamber of Commerce and Industry 2012 Sharjah Expo Center 2012 Supreme Council for Family aairs 2012 Sharjah Real Estate Registration Department 2012 Environment And Protected Areas Authority, Sharjah 2012 MCH 2012 UAE, Sharjah Govt. Directorate of Human Resources 2012 Sharjah City for Humanitarian Services 2013 Sharjah Police 2013 Sharjah Municipality - Department of Public Health 2013 Sharjah Education Council 2013 http://sbf.ae/en/sbf-project/mother-baby-friendly-work-places/list-of-accredited-mother-friendly-work-place.aspx 1/4 12/22/2018 List Of Accredited Mother Friendly Work-Place | Mother-Baby Friendly Work Places | Sharjah Baby-Friendly | Sharjah Baby Friendly Sharjah Electricity and Water Authority 2013 Sharjah Commerce & Tourism Development Authority 2013 Sharjah Educational Zone 2013 Sharjah Courts 2013 Sheikh Bodour Executive Oce 2013 Sharjah Roads & Transport Authority 2013 Jan 2018 TBA Sharjah International Airport Free Zone 2013 Directorate Of Public Works 2013 Jan 2018 TBA General Directorate of penal and correctional institutions 2013 Department of Culture and Information Sharjah 2014 Directorate of Housing -
UAE AUH(02) Clinic Private Al Farabi Medical Center
Fax Code Country City Type Category Provider Name Area Address Contact Number Number Remark Al Farabi Medical Center L.L.C. (Ex: Al Farabi Medical C086 UAE AUH(02) Clinic Private Clinic) Al Ain Main St. Al Ain Main St. AAN 7515383 7511262 UAE AUH(02) Clinic Private Al Dhahery Clinic Central District Main street Central district, Al Ain 7656882 7668619 C419 Aminahamda, near UAE Exchange, Aboobacker Sidhiq Road, C1189 UAE AUH(02) Clinic Private Al Meena Medical Centre Hamdan Main Street 7800762 7800763 UAE AUH(02) Clinic Private Al Noor Medical Center - AAN Murabba Main St., near Murabba round about, Al Ain 7662072 7662078 C703 M-2 Lucky Plaza Bldg., nr. Hayath Center, Zayed Bin Sultan St.,, C663 UAE AUH(02) Clinic Private Al Raneen Medical Center - AAN Murabba Murabba new signal, Al Ain 7655602 7655603 UAE AUH(02) Clinic Private Emirates Clinic & Medical Services Centre Al Ain Main St. Al Ain Main St., AAN 7644744 7667930 C090 UAE AUH(02) Clinic Private Hamdan Medical Centre Hilton Hilton Street 7654797 7654437 C092 C567 UAE AUH(02) Clinic Private Sultan Medical Centre - AAN Sheikh Zayed Al Ain Sheik Zyed Bin Sul St. Mohd Sultaan Al Nyadi Building 7641525 7510100 New Medical Centre Specialty Hospital LLC (Ex: NMC Oud Al Hassan St.,opposite al Ain Police Headquartes, For IP H047 UAE AUH(02) Hospital Private Specialty Hospital L.L.C Al Ain) Al Mutaredh Shk.Shakboot Bin Sultan St,13th St,Al Mutaredh Area 7555999 7553388 Only Asharej Commercial & Residential Center Opp line of Al For IP H119 UAE AUH(02) Hospital Private Medeor 24X7 International Hospital LLC Al Ain Markhania Mall Bida Bin Ammar Aharej Al Ain 7099000 7099222 Only P054 UAE AUH(02) Pharmacy Private Al Manarah Pharmacy Rotana Hotel Inside the Shopping Center of Rotana Hotel 7516670 7519443 Saeed Hilal Abdullah Al Kuwaiti, Near fish market, Muraba Area, P872 UAE AUH(02) Pharmacy Private Al Sanaiya Pharmacy - AAN Muraba Area town center, Al Ain 7657105 7849943 P059 UAE AUH(02) Pharmacy Private Emirates Pharmacy Al Ain Main St. -
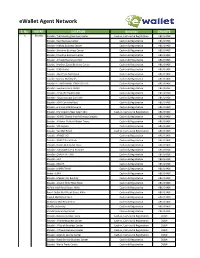
Ewallet Agent Network
eWallet Agent Network S. No. AGENT LOCATION Activities EMIRATE 1 Etisalat Etisalat - T &A Building Business Center Cash-in, Cash-out & Registration ABU DHABI Etisalat - East Business Center Cash-in & Registration ABU DHABI Etisalat - Mafraq Business Center Cash-in & Registration ABU DHABI Etisalat - Shahama Business Center Cash-in & Registration ABU DHABI Etisalat - Khalidiya Business Center Cash-in & Registration ABU DHABI Etisalat - Al Falah Business Center Cash-in & Registration ABU DHABI Etisalat - Madinat Zayed Business Center Cash-in & Registration ABU DHABI Etisalat - ICAD Outlet Cash-in & Registration ABU DHABI Etisalat - Abu Dhabi Mall Kiosk Cash-in & Registration ABU DHABI Etisalat - Marina Mall Outlet Cash-in & Registration ABU DHABI Etisalat - ETIHAD ABRAJ TOWER OUTLET Cash-in & Registration ABU DHABI Etisalat - Sweihan Camp Outlet Cash-in & Registration ABU DHABI Etisalat - Al Mushrif Mall Outlet Cash-in & Registration ABU DHABI Etisalat - ADCO Outdoor Corniche Cash-in & Registration ABU DHABI Etisalat - ADIA Corniche Road Cash-in & Registration ABU DHABI Etisalat - e-Vision HOB-B Level G Cash-in & Registration ABU DHABI Etisalat - Municipality Near Salam (BC) Cash-in, Cash-out & Registration ABU DHABI Etisalat - ADNOC Shaikh Khalifa Energy Complex Cash-in & Registration ABU DHABI Etisalat - Al Bahar Outlet Al Bahar Tower Cash-in & Registration ABU DHABI Etisalat - VIP Section Cash-in & Registration ABU DHABI Etisalat - Yas Mall Retail Cash-in, Cash-out & Registration ABU DHABI Etisalat - ADNOC HQ Cash-in & Registration ABU -

Practices of Sharjah Age Friendly City Program 2018
Practices of Sharjah Age Friendly City Program 2018 An annual publication issued by the Executive Office of Sharjah Age Friendly City Program Version Two 1 Index Content Page no. Introduction 3 Practices provided by Sharjah Age Friendly City Program in 4 accordance with the domains of the age friendly cities. General practices 4 - Practices of first domain: outdoor areas and buildings. 6 - Practices of second domain: transportation. 12 - Practices of third domain: housing. 17 - Practices of fourth domain: social participation. 20 - Practices of fifth domain: respect and social integration. 27 - Practices of sixth domain: civil participation and employment. 35 - Practices of seventh domain: communications and information. 38 - Practices of eighth domain: community support and health 43 services. Conclusion Summary of achievement level of the indicators of practices of Sharjah 51 Age Friendly City Program. References 56 Appendix Form of measurement of the extent of age friendly cities' standards 57 fulfillment 2 Introduction: By joining the WHO's global network of the age- friendly cities in September 2016, Sharjah has emphasized its commitment to the permanent development of services and programs provided to the member of the society in Sharjah, particularly the elderly people, and to enable them to integrate into society in economic, social and health terms, as well as to achieve the sustainable development and the proper infrastructure. As Sharjah's various institutions have worked , in cooperation with the Executive Office of Sharjah Age Friendly City Program that was established in 2017 under H. H. Ruler of Sharjah's resolution, on applying the eight domains of the age friendly cities standards, which were set by WHO in relation to the outdoor areas and buildings, transportations, housing, social participation, respect and social integration, civil participation and employment, communications and information and community support and health services, through the implementation of the strategic plan set to render Sharjah as an age friendly city. -

Vidal Health
UAE NETWORK PROVIDERS CALL CENTER NO. +974 800 2000 Provider Name Provider Type City Address Telephone Vidal Health (+91) 8049166777 ABU SALMAN MEDICAL CENTRE CLINIC/POLYCLINIC Abu Dhabi Bldg 313, Flat 202, Near Islam Abad Pharmacy, Sector 10 Main Taxi Road ADVANCED CENTRE FOR DAYCARE Vidal Health (+91) 8049166777 SURGERY HOSPITAL Abu Dhabi Jasmine Tower Bldg, Beside RAK Bank Vidal Health (+91) 8049166777 AILABOUNI MEDICAL CLINIC CLINIC/POLYCLINIC Abu Dhabi Emirates Kitchen Equipment Bldg, Al Salam Street, Opp. AUH Municipality Vidal Health (+91) 8049166777 AL AFDAL PHARMACY PHARMACY Abu Dhabi ELECTRA STREET NEAR AL DHAFRA INSURANCE CO. PO BOX 131465 AL AHALIA NATIONAL PHARMACY`- Vidal Health (+91) 8049166777 BRANCH 1 PHARMACY Abu Dhabi Ahalia Hospital Musaffah Building AL AHLI HOSPITAL CO LLC BRANCH- Vidal Health (+91) 8049166777 1 HOSPITAL Abu Dhabi M 24, Musaffah, Near BMW Show Room, Abu Dhabi- Tarif Road AL AHLI HOSPITAL COMPANY L.L.C Vidal Health (+91) 8049166777 (ABU DHABI) HOSPITAL Abu Dhabi AHALIA HOSPITAL, HAMDANST. ABU DHABI, U.A.E AL AHLI HOSPITAL COMPANY LLC Vidal Health (+91) 8049166777 OP PHARMACY (ABU DHABI) PHARMACY Abu Dhabi Ahalia Hospital, Hamdan street, Abu Dhabi, UAE AL AHLIA CENTRAL PHARMACY Vidal Health (+91) 8049166777 (ABU DHABI) PHARMACY Abu Dhabi Hamdan Street, Abu Dhabi AL AHLIA NATIONAL PHARMACY Vidal Health (+91) 8049166777 LLC (ABU DHABI) PHARMACY Abu Dhabi Tariff Road, M-24 Mussafah, Abu Dhabi AL AIN ALAHILI MEDICAL CENTRE Vidal Health (+91) 8049166777 (AL AIN) CLINIC/POLYCLINIC Abu Dhabi SHABIYA KHALIFA STREET, NEAR NBAD BANK, AL AIN, U.A.E. AL AMEEN MEDICAL CENTRE (ABU Vidal Health (+91) 8049166777 DHABI) CLINIC/POLYCLINIC Abu Dhabi 37 Industrial Area, Near Best Bangla Supermarket Vidal Health (+91) 8049166777 AL AMEEN MEDICAL CENTRE LLC CLINIC/POLYCLINIC Abu Dhabi NEW VOLVO SHOWROOM, IST FLOOR, ELECTRA SHEIKH ZAYED 2 STREET, AL BUSTAN HOSPITAL PHARMACY Vidal Health (+91) 8049166777 LLC PHARMACY Abu Dhabi PLOT NO. -

Download Nextcare RN 3 Network List
VIST THE LIST BY https://uae-insure.com/ Country City Type Category Provider Name UAE AUH(02) Clinic Private Al Farabi Medical Center L.L.C. (Ex: Al Farabi Medical Clinic) UAE AUH(02) Clinic Private Al Dhahery Clinic UAE AUH(02) Clinic Private Al Meena Medical Centre UAE AUH(02) Clinic Private Al Noor Medical Center - AAN UAE AUH(02) Clinic Private Al Raneen Medical Center - AAN UAE AUH(02) Clinic Private Emirates Clinic & Medical Services Centre UAE AUH(02) Clinic Private Hamdan Medical Centre UAE AUH(02) Clinic Private Sultan Medical Centre - AAN UAE AUH(02) Hospital Private New Medical Centre Specialty Hospital LLC (Ex: NMC Specialty Hospital L.L.C Al Ain) UAE AUH(02) Hospital Private Medeor 24X7 International Hospital LLC UAE AUH(02) Pharmacy Private Al Manarah Pharmacy UAE AUH(02) Pharmacy Private Al Sanaiya Pharmacy - AAN UAE AUH(02) Pharmacy Private Emirates Pharmacy UAE AUH(02) Pharmacy Private Rafa Pharmacy (MEDSHOP) - (Moopens group) UAE AUH(02) Pharmacy Private Max Care Pharmacy (Ex: Yathreb Pharmacy) UAE AUH(02) Dx & Lab Private Advanced Medical Centre - AAN UAE AJM(06) Clinic Private Aaliya Medical Centre UAE AJM(06) Clinic Private Access Medical Center (Br of DM Healthcare) LLC UAE AJM(06) Clinic Private Advanced Medical Centre-Ajman UAE AJM(06) Clinic Private Al Bustan Medical Clinic UAE AJM(06) Clinic Private Al Gharafa Medical Centre-Ajman UAE AJM(06) Clinic Private Al Manal Specialist Medical Center - AJM UAE AJM(06) Clinic Private Al Sanaiya Clinic-AJM UAE AJM(06) Clinic Private Aster Medical Centre Br (Ajman) UAE AJM(06) -

UAE PPO Comprehensive-Network-2019
The List of UAE Pharmacies‐ 2019 CODE NAME OF PROVIDER ADDRESS P.O. BOX LOCATION PHONE FAX ADDITIONAL REMARKS ABU DHABI(02) PY01492 Amrita Pharmacy ‐ Under Amrita Medical Center Nasser Str, Villa Nb 4 165 Abu Dhabi 6661555 6659900 PY01081 Al Sham Pharmacy Madynat Zayed Area 44981 Madynat Zayed 6318929 6320928 PY01256 Al Manara Pharmacy Khalifa Str. 3084 Abu Dhabi 6269966 6273996 PY01478 Al Mazroui Pharmacy Al Najda St. Clock Tower Bldg. 47164 Al Najda St 6714007 6711355 PY01174 Bin Sina ‐ Al Dana Plaza Al Dana Plaza ( Beach) 1124(DxB) Abu Dhabi 6669240 6678768 PY01169 Bin Sina Pharmacy Marina Mall ‐ Abu Dhabi 11245 Abu Dhabi 6815630 6825640 PY01602 Bin Sina Pharmacy ‐ Khalifa City Abu Dhabi Khalifa City A ‐Building C2‐Shop # 3 11245 Abu Dhabi 5562140 5562142 PY01179 Al Kamal Pharmacy ‐ Abu Dhabi Khalidiya Road 4000 Al Khalidiya St. 6669281 6656263 PY01144 City Pharmacy Khalifa St. Amiri Bldg 2098 Khalifa St. 6277730 6731995 PY01105 Lara Pharmacy Between Hamdan And Electra St. 45432 Electra St. 6392282 6215565 PY01353 Taha Phrmacy Old Passport Road 27754 Abu Dhabi 6343447 6336414 PY01096 Universal Pharmacy Tourist Club Area 25260 Tourist Club 6767187 6761855 PY01412 Talat Pharmacy Opp General Post Office, Next To Ministry of Education 25339 Abu Dhabi 6316477 6316474 PY01060 Saad Pharmacy Hamdan St. Al Yousif Bldg. 5674 Abu Dhabi 6277332 6274655 PY01207 Al Saada Pharmacy Near Lulu centre,Hamdan street 126835 Abu Dhabi 6278313 6278313 PY01209 Al Daman Pharmacy Electra St. 126941 Abu Dhabi 6320909 6349992 PY01563 Land Mark Plaza Pharmacy Tourist Club Area, Next To Al Salama Hospital 6333 Tourist Club 6729400 6729500 PY01564 Al Barza Pharmacy 1St Zayed Street. -

College of Business Administration
OUR PARTNERS The Career Advising & Student Training Office is proud to be associated with the below list of training sites that have provided internship opportunities for our students in the Academic Year 2017-2019. College of Business Administration Organization Name City Website Aafaq Dubai www.aafaq.ae Abdul Rahim Architectural Consultants (ARACO) Dubai www.aracome.com Abu Dhabi Distribution Co. Abu Dhabi www.addc.ae Abu Dhabi Gas Industries (Gasco) Abu Dhabi www.gasco.ae Abu Dhabi Islamic Bank Abu Dhabi www.adib.com Abu Dhabi Marine Operating Company Abu Dhabi www.adma-opco.com Abu Dhabi National Oil Company - ADNOC Abu Dhabi www.adnoc.ae Abu Dhabi Ship Building Abu Dhabi www.adsb.ae Abudhabi Islamic Bank Abu Dhabi www.adib.ae Abudhabi Vocational Education and Training Institute Abu Dhabi www.adveti.abudhabi.ae ADNOC for distribution Abu Dhabi www.adnoc-dist.co.ae Ajman Bank Ajman www.ajmanbank.ae Ajman Chamber Ajman www.ajmanchamber.ae Ajman Executive Council Ajman www.ajec.gov.ae Ajman Free Zone Ajman www.ajmanfreezone.gov.ae Ajman Industry & Chamber of Commerce Ajman www.ajcci.gov.ae Al Ahli Bank of Kuwait Dubai abk.eahli.com Al Ahli Holding Group Dubai www.alahligroup.com Al Ajdan Group Dubai - Al Bataeh Area Municipality Sharjah www.bataehmun.ae Al Dhaid Hospital Sharjah - Al Dhaid Municipality Sharjah www.dhm.gov.ae Al Hilal Bank Abu Dhabi www.alhilalbank.ae Al Khareef Al Akhdar Agricultural Abu Dhabi - Al Mashreq Bank Dubai www.mashreqbank.com Al Mumayaz Vehicle Testing Dubai - Al Naboodah Dubai www.alnaboodah.com Al Planting Factory & Khatri Turnel Ajman www.alkhatrigroup.com Al Qassimi Hospital Sharjah - Al Rahmani General Trading Co.