Aqueous Mercury Treatment EPA/625/R-97/004 July 1997
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Chemical Disinfectants for Biohazardous Materials (3/21)
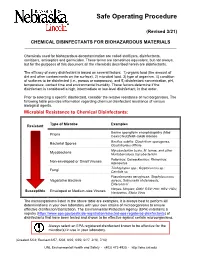
Safe Operating Procedure (Revised 3/21) CHEMICAL DISINFECTANTS FOR BIOHAZARDOUS MATERIALS ____________________________________________________________________________ Chemicals used for biohazardous decontamination are called sterilizers, disinfectants, sanitizers, antiseptics and germicides. These terms are sometimes equivalent, but not always, but for the purposes of this document all the chemicals described herein are disinfectants. The efficacy of every disinfectant is based on several factors: 1) organic load (the amount of dirt and other contaminants on the surface), 2) microbial load, 3) type of organism, 4) condition of surfaces to be disinfected (i.e., porous or nonporous), and 5) disinfectant concentration, pH, temperature, contact time and environmental humidity. These factors determine if the disinfectant is considered a high, intermediate or low-level disinfectant, in that order. Prior to selecting a specific disinfectant, consider the relative resistance of microorganisms. The following table provides information regarding chemical disinfectant resistance of various biological agents. Microbial Resistance to Chemical Disinfectants: Type of Microbe Examples Resistant Bovine spongiform encephalopathy (Mad Prions Cow) Creutzfeldt-Jakob disease Bacillus subtilis; Clostridium sporogenes, Bacterial Spores Clostridioides difficile Mycobacterium bovis, M. terrae, and other Mycobacteria Nontuberculous mycobacterium Poliovirus; Coxsackievirus; Rhinovirus; Non-enveloped or Small Viruses Adenovirus Trichophyton spp.; Cryptococcus sp.; -
EH&S COVID-19 Chemical Disinfectant Safety Information
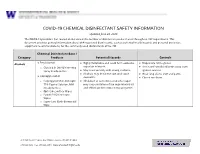
COVID-19 CHEMICAL DISINFECTANT SAFETY INFORMATION Updated June 24, 2020 The COVID-19 pandemic has caused an increase in the number of disinfection products used throughout UW departments. This document provides general information about EPA-registered disinfectants, such as potential health hazards and personal protective equipment recommendations, for the commonly used disinfectants at the UW. Chemical Disinfectant Base / Category Products Potential Hazards Controls ● Ethyl alcohol Highly flammable and could form explosive Disposable nitrile gloves Alcohols ● ● vapor/air mixtures. ● Use in well-ventilated areas away from o Clorox 4 in One Disinfecting Spray Ready-to-Use ● May react violently with strong oxidants. ignition sources ● Alcohols may de-fat the skin and cause ● Wear long sleeve shirt and pants ● Isopropyl alcohol dermatitis. ● Closed toe shoes o Isopropyl Alcohol Antiseptic ● Inhalation of concentrated alcohol vapor 75% Topical Solution, MM may cause irritation of the respiratory tract (Ready to Use) and effects on the central nervous system. o Opti-Cide Surface Wipes o Powell PII Disinfectant Wipes o Super Sani Cloth Germicidal Wipe 201 Hall Health Center, Box 354400, Seattle, WA 98195-4400 206.543.7262 ᅵ fax 206.543.3351ᅵ www.ehs.washington.edu ● Formaldehyde Formaldehyde in gas form is extremely Disposable nitrile gloves for Aldehydes ● ● flammable. It forms explosive mixtures with concentrations 10% or less ● Paraformaldehyde air. ● Medium or heavyweight nitrile, neoprene, ● Glutaraldehyde ● It should only be used in well-ventilated natural rubber, or PVC gloves for ● Ortho-phthalaldehyde (OPA) areas. concentrated solutions ● The chemicals are irritating, toxic to humans ● Protective clothing to minimize skin upon contact or inhalation of high contact concentrations. -
For Peer Review Only - Page 1 of 27 BMJ Open
BMJ Open BMJ Open: first published as 10.1136/bmjopen-2015-010387 on 4 April 2016. Downloaded from FALSIFIED MEDICINES IN PERU: A Retrospective Review (1997-2014). ForJournal: peerBMJ Open review only Manuscript ID bmjopen-2015-010387 Article Type: Research Date Submitted by the Author: 27-Oct-2015 Complete List of Authors: Medina, Edwin; University of Barcelona - Faculty of Pharmacy, Department of Pharmacy and Pharmaceutical Technology Bel, Elvira; University of Barcelona - Faculty of Pharmacy, Department of Pharmacy and Pharmaceutical Technology Suñé, Josep María; University of Barcelona - Faculty of Pharmacy, Department of Pharmacy and Pharmaceutical Technology <b>Primary Subject Public health Heading</b>: Secondary Subject Heading: Global health, Epidemiology, Health policy, Health services research Keywords: Safety, Falsified, Medicines, Alerts, counterfeit, Drugs http://bmjopen.bmj.com/ on September 24, 2021 by guest. Protected copyright. For peer review only - http://bmjopen.bmj.com/site/about/guidelines.xhtml Page 1 of 27 BMJ Open BMJ Open: first published as 10.1136/bmjopen-2015-010387 on 4 April 2016. Downloaded from 1 2 3 FALSIFIED MEDICINES IN PERU: A Retrospective Review (1997-2014). 4 5 6 7 Authors: Edwin Medina1, Elvira Bel1, Josep María Suñé1 8 9 10 11 12 Affiliations: 13 14 15 1. DepartmentFor of peerPharmacy and review Pharmaceutical onlyTechnology, Faculty of 16 Pharmacy, University of Barcelona, Spain 17 18 19 20 Corresponding author: 21 22 Edwin Salvador Medina Vargas 23 24 Department of Pharmacy and Pharmaceutical Technology 25 Faculty of Pharmacy 26 University of Barcelona 27 Joan XXIII, s/n, 08028 Barcelona 28 29 Spain 30 Email: [email protected] 31 32 33 http://bmjopen.bmj.com/ 34 Keywords: Safety, Falsified, Medicines, Alerts, counterfeit, Drugs 35 36 37 38 39 Word Count 40 41 Abstract: 298 on September 24, 2021 by guest. -

HISTORY of LEAD POISONING in the WORLD Dr. Herbert L. Needleman Introduction the Center for Disease Control Classified the Cause
HISTORY OF LEAD POISONING IN THE WORLD Dr. Herbert L. Needleman Introduction The Center for Disease Control classified the causes of disease and death as follows: 50 % due to unhealthy life styles 25 % due to environment 25% due to innate biology and 25% due to inadequate health care. Lead poisoning is an environmental disease, but it is also a disease of life style. Lead is one of the best-studied toxic substances, and as a result we know more about the adverse health effects of lead than virtually any other chemical. The health problems caused by lead have been well documented over a wide range of exposures on every continent. The advancements in technology have made it possible to research lead exposure down to very low levels approaching the limits of detection. We clearly know how it gets into the body and the harm it causes once it is ingested, and most importantly, how to prevent it! Using advanced technology, we can trace the evolution of lead into our environment and discover the health damage resulting from its exposure. Early History Lead is a normal constituent of the earth’s crust, with trace amounts found naturally in soil, plants, and water. If left undisturbed, lead is practically immobile. However, once mined and transformed into man-made products, which are dispersed throughout the environment, lead becomes highly toxic. Solely as a result of man’s actions, lead has become the most widely scattered toxic metal in the world. Unfortunately for people, lead has a long environmental persistence and never looses its toxic potential, if ingested. -

Influence of Sulfide, Chloride and Dissolved Organic Matter On
Chen et al. Sustainable Environment Research (2020) 30:22 Sustainable Environment https://doi.org/10.1186/s42834-020-00065-5 Research RESEARCH Open Access Influence of sulfide, chloride and dissolved organic matter on mercury adsorption by activated carbon in aqueous system Chi Chen, Yu Ting, Boon-Lek Ch’ng and Hsing-Cheng Hsi* Abstract Using activated carbon (AC) as thin layer capping to reduce mercury (Hg) released from contaminated sediment is a feasible and durable remediation approach. However, several aqueous factors could greatly affect the Hg fate in the aquatic system. This study thus intends to clarify the influences on Hg adsorption by AC with the presence of sulfide, dissolved organic matter (DOM), and chloride. The lab-scale batch experiments were divided into two parts, including understanding (1) AC adsorption performance and (2) Hg distribution in different phases by operational definition method. Results showed that the Hg adsorption rate by AC was various with the presence of sulfide, chloride, and DOM (from fast to slow). Hg adsorption might be directly bonded to AC with Hg-Cl and Hg-DOM complexes and the rate was mainly controlled by intraparticle diffusion. In contrast, “Hg + sulfide” result was better described by pseudo-second order kinetics. The Hg removal efficiency was 92–95% with the presence of 0–400 mM chloride and approximately 65–75% in the “Hg + sulfide” condition. Among the removed Hg, 24–29% was formed into aqueous-phase particles and about 30% HgwasadsorbedonACwith2–20 μM sulfide. Increasing DOM concentration resulted in more dissolved Hg. The proportion of dissolved Hg increased 31% by increasing DOM concentration from 0.25 to 20 mg C L− 1. -

Hydroxy- -Methylbutyrate (Hmb)
(19) *EP003373740B1* (11) EP 3 373 740 B1 (12) EUROPEAN PATENT SPECIFICATION (45) Date of publication and mention (51) Int Cl.: of the grant of the patent: A23K 10/10 (2016.01) A23L 33/10 (2016.01) 24.02.2021 Bulletin 2021/08 (86) International application number: (21) Application number: 16864978.8 PCT/US2016/061278 (22) Date of filing: 10.11.2016 (87) International publication number: WO 2017/083487 (18.05.2017 Gazette 2017/20) (54) COMPOSITIONS AND METHODS OF USE OF -HYDROXY- -METHYLBUTYRATE (HMB) AS AN ANIMAL FEED ADDITIVE ZUSAMMENSETZUNGEN UND VERFAHREN ZUR VERWENDUNG VON BETA-HYDROXY-BETA-METHYLBUTYRAT (HMB) ALS FUTTERZUSATZ COMPOSITIONS ET PROCÉDÉS D’UTILISATION DE -HYDROXY- -MÉTHYLBUTYRATE (HMB) COMME ADDITIF D’ALIMENT POUR ANIMAUX (84) Designated Contracting States: • BAIER, Shawn AL AT BE BG CH CY CZ DE DK EE ES FI FR GB Polk City, Iowa 50226 (US) GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR (74) Representative: Evans, Jacqueline Gail Victoria Marches Intellectual Property Limited (30) Priority: 10.11.2015 US 201562253428 P Wyastone Business Park Wyastone Leys (43) Date of publication of application: Ganarew 19.09.2018 Bulletin 2018/38 Monmouth NP25 3SR (GB) (73) Proprietor: Metabolic Technologies, Inc. (56) References cited: Ames, IA 50010 (US) WO-A1-2004/037010 US-A- 5 028 440 US-A- 5 087 472 US-A- 5 087 472 (72) Inventors: US-A- 6 103 764 US-A1- 2014 249 223 • FULLER, John US-A1- 2015 025 145 Zearing, Iowa 50278 (US) • RATHMACHER, John Story City, Iowa 50248 (US) Note: Within nine months of the publication of the mention of the grant of the European patent in the European Patent Bulletin, any person may give notice to the European Patent Office of opposition to that patent, in accordance with the Implementing Regulations. -

ESTIMATION of FISSION-PRODUCT GAS PRESSURE in URANIUM DIOXIDE CERAMIC FUEL ELEMENTS by Wuzter A
NASA TECHNICAL NOTE NASA TN D-4823 - - .- j (2. -1 "-0 -5 M 0-- N t+=$j oo w- P LOAN COPY: RET rm 3 d z c 4 c/) 4 z ESTIMATION OF FISSION-PRODUCT GAS PRESSURE IN URANIUM DIOXIDE CERAMIC FUEL ELEMENTS by WuZter A. PuuZson una Roy H. Springborn Lewis Reseurcb Center Clevelund, Ohio NATIONAL AERONAUTICS AND SPACE ADMINISTRATION WASHINGTON, D. C. NOVEMBER 1968 i 1 TECH LIBRARY KAFB, NM I 111111 lllll IllH llll lilll1111111111111 Ill1 01317Lb NASA TN D-4823 ESTIMATION OF FISSION-PRODUCT GAS PRESSURE IN URANIUM DIOXIDE CERAMIC FUEL ELEMENTS By Walter A. Paulson and Roy H. Springborn Lewis Research Center Cleveland, Ohio NATIONAL AERONAUTICS AND SPACE ADMINISTRATION For sale by the Clearinghouse for Federal Scientific and Technical Information Springfield, Virginia 22151 - CFSTl price $3.00 ABSTRACl Fission-product gas pressure in macroscopic voids was calculated over the tempera- ture range of 1000 to 2500 K for clad uranium dioxide fuel elements operating in a fast neutron spectrum. The calculated fission-product yields for uranium-233 and uranium- 235 used in the pressure calculations were based on experimental data compiled from various sources. The contributions of cesium, rubidium, and other condensible fission products are included with those of the gases xenon and krypton. At low temperatures, xenon and krypton are the major contributors to the total pressure. At high tempera- tures, however, cesium and rubidium can make a considerable contribution to the total pressure. ii ESTIMATION OF FISSION-PRODUCT GAS PRESSURE IN URANIUM DIOXIDE CERAMIC FUEL ELEMENTS by Walter A. Paulson and Roy H. -

Mercury Sulfide Dimorphism in Thioarsenate Glasses Mohammad Kassem, Anton Sokolov, Arnaud Cuisset, Takeshi Usuki, Sohayb Khaoulani, Pascal Masselin, David Le Coq, M
Mercury Sulfide Dimorphism in Thioarsenate Glasses Mohammad Kassem, Anton Sokolov, Arnaud Cuisset, Takeshi Usuki, Sohayb Khaoulani, Pascal Masselin, David Le Coq, M. Feygenson, C. J. Benmore, Alex Hannon, et al. To cite this version: Mohammad Kassem, Anton Sokolov, Arnaud Cuisset, Takeshi Usuki, Sohayb Khaoulani, et al.. Mer- cury Sulfide Dimorphism in Thioarsenate Glasses. Journal of Physical Chemistry B, American Chem- ical Society, 2016, 120 (23), pp.5278 - 5290. 10.1021/acs.jpcb.6b03382. hal-01426924 HAL Id: hal-01426924 https://hal.archives-ouvertes.fr/hal-01426924 Submitted on 5 Jan 2017 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Article Mercury Sulfide Dimorphism in Thioarsenate Glasses Mohammad Kassem, Anton Sokolov, Arnaud Cuisset, Takeshi Usuki, Sohayb Khaoulani, Pascal Masselin, David Le Coq, Joerg C. Neuefeind, Mikhail Feygenson, Alex C Hannon, Chris J. Benmore, and Eugene Bychkov J. Phys. Chem. B, Just Accepted Manuscript • Publication Date (Web): 23 May 2016 Downloaded from http://pubs.acs.org on May 23, 2016 Just Accepted “Just Accepted” manuscripts have been peer-reviewed and accepted for publication. They are posted online prior to technical editing, formatting for publication and author proofing. -

Mercury Education
MERCURY The Slippery, Silent Toxin to Dispose of Carefully You may be surprised to find mercury in your home, business and places you go often. When spilled or not disposed of carefully, it poses a risk to human and ecosystem health. DID YOU KNOW? Mercury is the only metal that is liquid at room Why is Mercury Such a Problem? temperature. Mercury, or quicksilver, is an element that serves many useful 80 purposes – when contained. It conducts electricity, is used in thermometers, thermostats, barometers, blood pressure cuffs and many other everyday items such as some alarm clocks Mercury 200.59 and irons. The most common use is in today’s fluorescent light bulbs that use mercury vapor. Read the reverse The trouble comes when mercury is not disposed of properly for safe ways to or worse, when it spills. Mercury is a toxic element that can dispose of mercury. enter the body through an open wound or by inhaling or ingesting it. It can cause damage to nerves, the liver and kidneys, as well as a number of other symptoms. If mercury is poured down the drain or dumped into the sewer, it seeps into lakes and waterways, a chemical process occurs, converting it to deadly methylmercury, potentially contaminating the fish and animals we eat. When products containing mercury are placed in the trash or poured down the drain, the mercury does not disappear. It ends up in the environment via landfills and wastewater treatment facilities. Now that you know some of the items that contain mercury, you can make Never touch or vacuum up buying decisions that reduce the amount of mercury in your home or office, spilled mercury in any form, and that assure safe disposal of products that contain mercury. -

Amoxicillin in Water: Insights Into Relative Reactivity, Byproduct Formation, and Toxicological Interactions During Chlorination
applied sciences Article Amoxicillin in Water: Insights into Relative Reactivity, Byproduct Formation, and Toxicological Interactions during Chlorination Antonietta Siciliano 1 , Marco Guida 1 , Giovanni Libralato 1 , Lorenzo Saviano 1, Giovanni Luongo 2 , Lucio Previtera 3, Giovanni Di Fabio 2 and Armando Zarrelli 2,* 1 Department of Biology, University of Naples Federico II, 80126 Naples, Italy; [email protected] (A.S.); [email protected] (M.G.); [email protected] (G.L.); [email protected] (L.S.) 2 Department of Chemical Sciences, University of Naples Federico II, 80126 Naples, Italy; [email protected] (G.L.); [email protected] (G.D.F.) 3 Associazione Italiana per la Promozione delle Ricerche su Ambiente e Salute umana, 82030 Dugenta, Italy; [email protected] * Correspondence: [email protected]; Tel.: +39-08-167-4472 Abstract: In recent years, many studies have highlighted the consistent finding of amoxicillin in waters destined for wastewater treatment plants, in addition to superficial waters of rivers and lakes in both Europe and North America. In this paper, the amoxicillin degradation pathway was investigated by simulating the chlorination process normally used in a wastewater treatment plant to reduce similar emerging pollutants at three different pH values. The structures of 16 isolated Citation: Siciliano, A.; Guida, M.; degradation byproducts (DPs), one of which was isolated for the first time, were separated on a Libralato, G.; Saviano, L.; Luongo, G.; C-18 column via a gradient HPLC method. Combining mass spectrometry and nuclear magnetic Previtera, L.; Di Fabio, G.; Zarrelli, A. resonance, we then compared commercial standards and justified a proposed formation mechanism Amoxicillin in Water: Insights into beginning from the parent drug. -

HIV-2 BLOT 1.2 Instructions for Use
HIV-2 BLOT 1.2 Instructions For Use FOR RESEARCH USE ONLY NOT FOR USE IN DIAGNOSTIC PROCEDURES REVISION DATE: 2017/05 Note Changes Highlighted MAC0012-ENG-1 (18 Tests): 11022-018 (36 Tests): 11022-036 NAME AND INTENDED USE The MP DIAGNOSTICS HIV-2 BLOT 1.2 is a qualitative enzyme immunoassay for in-vitro detection of specific antibodies to HIV-2 in human serum or plasma. This test kit is supplied for research purposes only. It is not intended for use in the diagnosis or prognosis of disease. In particular, this test cannot be used to evaluate blood specimens for the purposes of donor screening or as a confirmatory diagnostic. INTRODUCTION The MP Diagnostics HIV-2 BLOT 1.2 kit is intended as a supplemental antibody assay for Research Use Only. Human Immunodeficiency Virus Type 2 (HIV-2) infection was first described in 1985 in asymptomatic prostitutes from Senegal. The virus was subsequently isolated in 1986 from patients with AIDS-like symptoms in Guinea Bissau and Cape Verde. HIV-2 is related to, but distinct from HIV-1, the prototype AIDS virus. As such HIV-2 has many molecular, biological and serological similarities with HIV-1. Reports have shown that the infection is not limited to Africa and that HIV-2 seropositive individuals have been identified in Europe and the United States. DESCRIPTIONS OF SYMBOLS USED The following are graphical symbols used in or found on MP Diagnostics products and packaging. These symbols are the most common ones appearing on medical devices and their packaging. Some of the common symbols are explained in more detail in European Standard BS EN 980:2008 and International Standard ISO 15223-1:2007. -

ECO PASSPORT by OEKO-TEX®
Edition 01.2020 Restricted Substance List: ECO PASSPORT by OEKO-TEX® OEKO-TEX® – International Association for Research and Testing in the Field of Textile and Leather Ecology. OEKO-TEX® Association | Genferstrasse 23 | CH-8002 Zurich Phone 41 44 501 26 00 | [email protected] | www.oeko-tex.com Restricted Substance List: ECO PASSPORT by OEKO-TEX® This document is an extensive list of all substances which are restricted for the ECO PASSPORT by OEKO-TEX®. Each substance is listed through CAS-number and chemical name as well as through its toxicological properties and other restricted substances lists and literature where they can be found. Below is a legend for the different toxicity abbreviation and a numbering of the different restricted substances lists and literature. Toxicity Abbreviations AA Acute Aquatic Toxicity IrS Skin Irritation AT Acute Mammalian Toxicity M Mutagenicity and Genotoxicity B Bioaccumulation N Neurotoxicity C Carcinogenicity P Persistence CA Chronic Aquatic Toxicity R Reproductive Toxicity D Developmental ToxicitY Rx Reactivity E Endocrine Activity SnS Skin Sensitization F Flammability SnR Respiratory Sensitization IrE Eye Irritation ST Systemic/Organ Toxicity 05.11.20 Edition 01.2020 2|82 Restricted Substance List: ECO PASSPORT by OEKO-TEX® List Numbering American Apparel & Footwear Association Restricted Subs- 1 30 MAK Mutagen tance List 2 AOEC - Asthmagens 31 MAK Pregnancy Risk 3 Boyes - Neurotoxicants 32 MAK Sensitizing 4 CA DTSC Candidate 33 OR DEQ - Priority Persistent Pollutants 5 CA Prop 65 34 OSPAR - Priority